скую теплоизоляцию Внутри рабочей камеры 9 вокру зоьы плй(чип д фирмируг ,мх инструменточ размешен нагреватель за: о товки Вошопнениии в виде индуктора И) с мж нитопроводом 11 гшсотой пропорциональной высоте камеры 1 загрузки Он также замурован в керамическую теплоизоляцию и установлен концентрично индукционным нагревателям 6 и 7, над нагревателем 7 с возможностью осено о перемещения относительно деформирующих инструментов посредством силовых цилиндров 12 Устройство также содержит камеру 13 выгруки изделий и систему обеспечения Г)езокпг итр|1ьнпи гредь1, ВКЛКУМОЩ/Ю вл- ку мные на; осы 14 баллоны HHPUTHOIM гчзом 15 перопуг-кные 16 Индук- циг,ннь,е нагреватели 6 и соединены с ис Очником питания током nj Умышленной частоты Индукционный нагреватель 10 соединен с источником питания средней частом Рабочая камера / )Л.тсч геометичной
Устройство работает следующим обра зом
Деформирующие инструменты и зону их действия в рабочей камере нагревают до температуры деформации заготовки при помощи индукционных нагревателей 6 и 7, в также нагревателя 10 заготовки. Заготовку 17 устанавливают в камеру 1 зафузки, создают в каморе загрузки безокислительную среду путем вакуумирования или заполнг пия инертным газом, вводят заготовку в гер метичную рабочую камеру 2, устанавливают ее в зоне действия деформирующих инструментов на выталкивателе 5 принимают заготовку к выталкивателю 5 пуансоном 4 и вводят ее в полость индукционного наг рева- теля 10 путем подъема последнею при помощи Сизовых цилиндров 12 Затем осуществляют форсированный нягрев заготовки за счет одновременного паграва индуктором 10 и окончательного rvotueea до температуры деформации путем выдержки заготовки в контакте с рабочими инсфумен- тами пуансоном 4 и выталкивателем 5 в полости индукциеннО о HOI реватоля 10 После этого горячую заютовку вводят в полость матрицы 3 при опускании пуансона 4 и выталкивателя 5 осуществляют е изотер мическое деформирование (штамповку; По окончании деформирования изделие извлекают из полости матрицы 3 при помощи выталкивателя 5 и удаляют из /строис ва через камеру 13 выгрузки
Основным преимуществом и обрете ния является повышение ачестрл чопучрр- мых издечии повышением прои вводите- нос -1 р .петы
устройства Это достигается за счет сниже- чия продолжительности нагрева заготовки и сокращения времени пребывания ее в области высоких температур в результате выГ|Плнения форсированною нагрева заготовки непосредственно в рабочей коме ре, в зоне действия деформирующих инс(- рументов осуществляемого путем од ювременногс введения индукционного
0 нагрева заготовки со стороны ее боковой поверхности и контактною нагрева от де- формпрующих инструментов, нагретых до температуры деформации заготовки со стороны ее торцовых поверхностей благодаря
5 чему снижаемся инГРНСИВИОСТЬ роста зерен металла, взаимодейС вип с кислородом, азотом, водородом и другими (азами, образующими соединения но его повер1 мости и проникающими в его кристаллическую ре
0 шетку, и что, таким образом, обеспечивает меньшее изменение механических свойств металла, меньшее окисление поверхности заготовки а также получение более мелкозернистой структуры
ЬПоскольку в цилиндрических телах, охваченных индуктором, ось симметрии которого совпадает с осью симметрии цилиндра, количество тепла, выделяющегося на ихтор- цовых поверхностях, весьма мало по срав0 нению с теплом, выделяющимся на их боковых поверхностях (поэтому при моделировании индукционного нагрева вместо тошного цилиндра часто берут трубу), од5 новременное осуществление контактного иагрева заготовки путем выдержки ее в контакте с рабочим инструментом в полости индукционного нагревателя позволяет создать тепловой n-jTuK в заготовке со сторо
0 ны ее торцовых поверхностей, Необходимость осуществления naipeaa заготовки до температуры деформации до ее установки в полость штампа обусловлена необходимостью подведения магнитного
R потока по всей боковой поверхности зато товки, что необходимо для достижения фор- сирон iHHoro нагрева заготовки. Кроме того при цтамповке выдавливанием по окончании установки заготовки в полость штампа
0 осуществить нагрев ее индукционным спо- соиом невозможно.
Установка индуьционного нагревателе ; 311ловки с возможг-пглью t севого приеме щсния позволяет использовать
Ь эю в качестве нагревателя до юлмите; ьио- го для нагрева деформирующих инс ьумен- тов, что обусловливает лоиышемие производительности яботы ст пигтва зл счет чгем, ни выхода шгзмг вгчо блока и 60-.11Й трмперотуоныи рл «и а 1аь - . ПОЗВОЛЧРТ сох р.. ни ь
прежними габариты штампового блока за счет возможности отведения нагревателя при перемещении заготовки из камеры загрузки в рабочую камеру, что обусловливает снижение потерь теплоты в о/р жающую среду и, з счет этого, экономию электроэнергии и повышение производительности Выполнение данного -к.гр лзг гтеля непсд вижным зедег к упешчени;о габаритом штамповсго блик-., тстышеингму расход/ электроэнергии и снижению производительности.
Выполнение нагревателя заготовок в иде индуктора с магнит опров; дом -1ысо- 70й, пропорциональной высоте полегли камерызагрузки,обусловлено необходимое)ью создания резко выраженной концентрации индуктироянмкто тока на всей половой поверхности :u: JM -уемой заготовки и отведения магнитного потока от неподлежащих нагрепу элементов шгампо- вого блока (во время нагрева заготовки), Поскольку высоту камеры загрузки назначают пропорционально высоте заготовки, то вм- соту магнитопровода выбирают пропорцио нально высоте камеры загрузки. Ширисл паза в мэгнитопроводе должна быть не ме- нее высоты заготовки, а а лучшем случае равна последней, поскольку провышени ширины паза в магнигопровод - чад высотой заготовки ведет к снижению эффектив ности нагрева и к возникновении . опасности перегрева дс-мюрмирующих инс трументов.
В связи с тем, что при индукционном нагреве теплота по сечечию распределяется неравномерно, причем чем больше глубина проникновения тока тег/ меньше неравномерность, и с тем. о уменьшением частоты тока эквивалентная i /wbnna про - никновения тока увеличивается, 1О г. нагрева деформирующих ингтоументов применяют ток с частотой , не превышающей промышленную(50 Гц/см) Соединения индукционно о нагревателя заготовки, использующегося одновременно в качестве нлгревателя для нагрева деформирующих
инструментов с источников питания средней частоты (150 Гц 10 кГц), обусловлено гем. -то штамповку в вакууме чрйтральной атмосфере аргона, грли гти их смеси применяют для заготовок небольшой толщины,
а нагрев заготовок толщиной 150 мм индукционным током поомышпенной частоты ЯРЛЯРТТ.Я неЭ М р-кгиы-ым в частности, из за ни чгого коэф ,)Иципнта полвгного дей ствия, и поэтому r, iyfi 4 -,biii ;-( штямг;у
емых зя: отовок обоспгчир К) при средних частотах
Формула и з о 0 р 9 ; : н и я
УСТРОЙСТВО ДЛЧ IVTOtcrjMVV ч - О формирования заготовок Б б о .-ите. -.ной среде, содержащее гррмгмичную раб мую камеру с размещенными в п°рхним и нижним деформирую цими ииструментзми, соответственно расположенными верхним
и нижним индукционными нагревателями деформирующих инструментов, камеру загрузки заготовок и камеру выгрузки мчдр- лий, отделенных заслонктми от ргГочей камеры, нагреватель злютвки, г i ги
стему обеспечения в рабочей камере без окислительной среды, огпичаюше ся тем, что, с целью порсшения посизаоди тельноьти работы и качес гьа получаемых из дели1 :, наг рева г ,ль злго пнки с йбже
по эдом его псевогс п р мещегш« ДЫПОА HOI- в Риде кольцевого индукюрл г магните проводом ьысо ой иропг рционяльной высоте камеры загрузки заготовок, уоси.ов- °н внутри рабочей камеры во.-ру зонь.
действия деформирующих инструментов ннд нагреоатепем нижнек1 инсгруменгя кснцентрично гму и соединен с и точнико питания током - редней члстоты
8
IB
L
v
X
13
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых деталей с внутренним фланцем из трубчатых заготовок и устройство для его осуществления | 1990 |
|
SU1766565A1 |
| Устройство для изготовления полых изделий с внутренним фланцем из трубчатых заготовок | 1989 |
|
SU1792773A1 |
| Способ изготовления полых деталей с внутренним фланцем | 1989 |
|
SU1706771A1 |
| Устройство для изготовления полых изделий с внутренним фланцем | 1989 |
|
SU1706772A1 |
| СПОСОБ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ИХ ПОДГОТОВКИ К ТИКСОШТАМПОВКЕ | 2009 |
|
RU2393044C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК В ФОРМЕ СТАКАНА ИЗ ПРУТКА | 2015 |
|
RU2600594C2 |
| Способ выдавливания полостей с безокислительным нагревом заготовки и устройство для его осуществления | 1988 |
|
SU1625572A1 |
| Роторная линия | 1990 |
|
SU1796323A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН | 2015 |
|
RU2595182C1 |
| ЛИНИЯ ШТАМПОВКИ ИЗДЕЛИЙ ИЗ ЦИЛИНДРИЧЕСКИХ РЕОЗАГОТОВОК | 2011 |
|
RU2481171C1 |
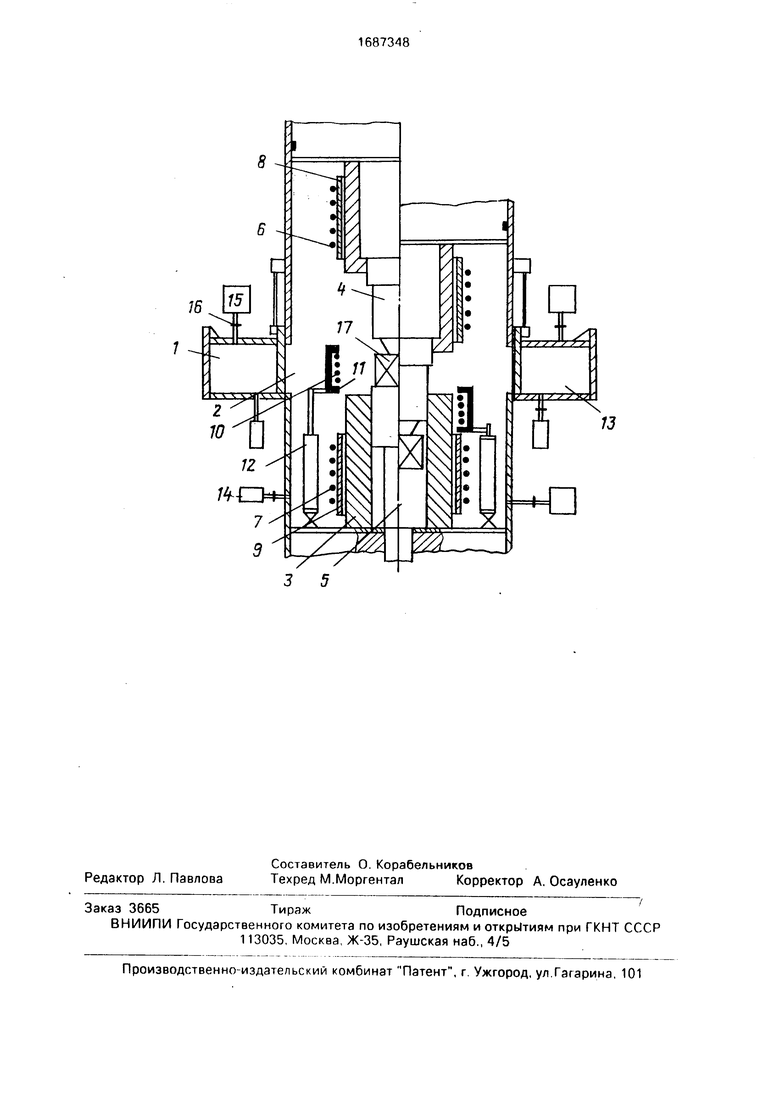
Изобретение относится к обработке металлов давлением и может быть использовано при точной горячей изотермической штамповке деталей в безокислительнои среде. Цель изобретения - повышение производительности работы устройства. Штам- повое пространство рабочей камеры нагревают до температуры деформации заготовки при помощи индукционных нагревателей рабочих инструментов, а также нагревателя заготовки. Заготовку устанавИзобретение относится к обработке металлов давлением и может использоваться при изготовлении точных штампованных деталей в безокислительнсй среде. Цель изобретения - повышение производительности работы устройства и повышение качества изделий за счет осуществления окончательного прогрева заготовки под деформацию непосредственно в зоне действия деформирующих инструментов и за счет осевой подвижности нагревателя заготовки, способного дополливаютв камеру загрузки, создают в камере загрузки безокислительную среду путем куумирования или заполнения инертным г а зом, вводят заготовку в рабочую зону штампового пространства рабочей камеры с последующей установкой ее на выталкивателе, прижимают заготовку к выталкивателю пуансоном и вводят ее в полость индукционного нагревателя аутем подьема последнего при помощи силовых цили д- ров. Затем осуществляют форсированный нагрев заготовки путем индуктора и одновременно прогревают заготовку до тем ie- ратуры деформации путем выдержки ее в контакте с рабочими инструментами в полости индукционного нагревателя После этого горячую заготовку устанавливают в полость матрицы при опускании пуансона и выталкивателя и осуществляют ее изотермическое деформирование. По окончании деформирования изделие извлекают из полости матрицы при помощи выталкивателя и удаляют из устройства через камеру выгрузки. 1 ил. нительно нагревать и нижь1.1 деформирующий инструмент. На чертеже показано устройство в продольном разрезе. Устройство содержит камеру 1 загрузки заготовок, отделенную заслонкой, рабочую камеру 2 с установленными в ней рабочими инструментами - матрицей 3. пуансоном 4 и выталкивателем 5, з также верхним 6 и нижним 7 индукционными нагревателями рабочих инструментов. Эти нагреватели представляют собой спирали, навитые вокруг колец 8 и 9 и замурованные в керямиче(Л С о 00 J ы Јь CD
| Патент США №3698219, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
