Изобретение относится к трубопрокатному производству и может быть использовано при изготовлении оправок станов продольной прокатки труб.
Известен способ изготовления оправок из стали марки 145Х16НЛ, имеющей следующее содержание элементов: углерод 1,2-1,7%, хром 14,0-17,5%, никель 0,7-1,1%, марганец 0,2-0,7%, кремний 0,2-0,7%, и включающий отливку заготовок, их механическую обработку на токарном станке и окислительный отжиг с твердостью готовых оправок 20-44 HRC [ТИ ПНТЗ В-1-74 «Изготовление основного производственного инструмента» Раздел 13 «Оправки автоматических станов», 1974, с.27-32].
Недостатком известного способа является низкая стойкость оправок, равная 30-50 проходам, что вызвано недостаточным содержанием карбидов хрома Cr7С3 в рабочем поверхностном слое, обусловленное химическим составом и механической токарной обработкой, что приводит к налипанию металла трубы на оправку и образованию сетки трещин разгара.
Наиболее близким по своей технической сущности и достигаемьм результатам к предлагаемому изобретению является способ изготовления оправок станов продольной прокатки труб из чугуна марки 300Х32НЗФЛ, имеющего следующее содержание элементов: углерод 2,7-3,2%, хром 30,0-35,0%, кремний до 1,25%, марганец 0,3-0,6%, никель 2,5-3,0%, ванадий 0,2-0,3%, который включает отливку оправок «в размер» с твердостью 48-52 HRC и использование их в литом виде без термообработки [Белошапко М.В., Даничек Т.Г., Носко B.C., Шевцова Е.В. «Пути повышения стойкости оправок станов продольной прокатки при производстве труб из углеродистых, нержавеющих и легированных сталей»/ В сб.: Всесоюзная научно-техническая конференция «Совершенствование процессов продольной прокатки труб» (тезисы докладов). - Челябинск, /УралНИТИ/, 1980, с.116-118].
Недостатком способа по прототипу является низкая точность геометрических размеров оправок, являющаяся следствием способа производства, что сказывается на точности изготовления труб.
Технической задачей изобретения является снижение трудоемкости механической обработки, обеспечение высокой точности геометрических размеров готового изделия и увеличению стойкости оправок за счет повышения микротвердости поверхностного слоя.
Решение технической задачи достигается тем, что в способе изготовления оправок станов продольной прокатки труб, включающем отливку заготовок из сплавов с содержанием, мас.%: углерода 1,8-3,2% и хрома 30,0-35,0%, заготовку подвергают термическому старению, а затем осуществляют механическую обработку поверхности заготовки резанием на черновой и чистовой размеры с помощью режущего инструмента, совмещая с нагревом обрабатываемого участка, при этом нагрев поверхности этого участка ведут до 600-800°С на глубину 3,0-3,5 мм плазменной дугой с силой тока 60-160 А, мощностью до 12 кВт и с расположением центра пятна нагрева перед кромкой режущего инструмента на расстоянии не более 20 мм.
Способ изготовления оправок станов продольной прокатки труб осуществляется следующим образом.
Плавка металла производится или в дуговой электропечи, или в индукционной печи. Состав шихты, загружаемой в печь, рассчитывается на требуемый химический состав с учетом степени усвоения и угара. Литье заготовок оправок производится в песчаные литейные формы по-сырому.
После отливки производят выбивку форм на выбивной решетке с последующей очисткой заготовок в галтовочном барабане и отрезкой питателей на обдирочно-шлифовальном станке.
Термическое старение заготовок для снятия литейных напряжений проводят в электропечи при температуре 680°С с выдержкой не менее 6 час.
Сущность процесса механической обработки резанием заготовки оправок с нагревом обрабатываемой поверхности плазменной дугой поясняется чертежом, где показана рабочая зона токарного станка с установленной и закрепленной заготовкой.
Заготовка 1 устанавливается в рабочую зону токарного станка и закрепляется с помощью оправок 2 и 3. Плазмотрон 4, расположенный на суппорте станка таким образом, чтобы расстояние L (мм) от центра пятна нагрева до кромки резца 5 было не более 20 мм, перемещается при обработке вместе с резцом, нагревая плазменной дугой только участок, подлежащий срезанию. Плазмотрон 4 с помощью суппорта подводится к заготовке 1 со стороны большого торца и устанавливается у его края над цилиндрической поверхностью на расстояние 8-12 мм от кромки сопла плазмотрона до обрабатываемой поверхности. Перед зажиганием дуги в плазмотрон подается охлаждающая вода, плазмообразующий и защитный газ. После включения источника питания включается дежурная дуга, нормальный режим горения которой характеризуется непрерывным факелом, соосным оси канала плазмообразующего сопла. Далее включаются главное движение заготовки V (м/мин) и основная дуга, ток которой равен 60-160 А, а максимальная мощность - 12 кВт. Температура нагрева плазменной дугой, при достижении которой происходит снижение прочности и повышение пластичности материала заготовки, 600-800°С. После возбуждения основной дуги включается движение суппорта S (мм/об) вместе с плазмотроном и резцом.
Механическая обработка заготовки оправки осуществляется резанием вначале на черновой размер (один проход), при котором толщина t (мм) срезаемого слоя металла не более 3 мм. Затем следует резание на чистовой размер (один проход), при котором толщина срезаемого слоя не более 1 мм. Теплота нагрева, вносимая плазменной дугой, проникает в массу заготовки на небольшую глубину, концентрируясь, в основном, в пределах срезаемого слоя и уносится сходящей стружкой уже при первом обороте заготовки, а оставшееся тепло быстро удаляется при последующих оборотах. Применение плазменного нагрева при резании, с одной стороны, понижает прочностные свойства обрабатываемого материала и облегчает процесс резания, а с другой - в поверхностном слое происходит пластическая деформация на глубину до 110 мкм, характеризуемая увеличением микротвердости на 70-85%.
Окислительный отжиг заготовки оправки проводится в тех же печах, что и термическое старение, при температуре 1050°С с выдержкой не менее 1 ч. Проведение отжига, необходимое для нанесения на обработанную поверхность оправки окисной пленки, препятствует налипанию металла трубы на оправку при прокатке и не приводит к каким-либо структурным или фазовым превращениям в металле.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволил установить совокупность существенных по отношению, к усматриваемому заявителем техническому результату, отличительных признаков в заявленном способе, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию «новизна».
При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое решение от прототипа, не были выявлены. Следовательно, заявленное изобретение соответствует условию «изобретательский уровень».
Способ опробован и осуществлен на ОАО «Синарский трубный завод».
Было отлито 40 заготовок оправок из чугуна марки 300Х32НЗФЛ с содержанием, мас.%: углерода 2,5-3,0% и хрома 30,0-35,0%, и 40 заготовок оправок из стали марки 185Х31Н6Л (бидулоид) с содержанием, мас.%: углерода 1,8-2,1% и хрома 30,0-35,0%, чистовой размер цилиндрического пояска которых должен быть равным 106 мм. После удаления литников, очистки от формовочной смеси в галтовочном барабане проведено термическое старение заготовок в электропечи при температуре 680°С с выдержкой в течение 6 часов.
Механическая обработка заготовок оправок выполнялась на токарном станке по предлагаемой технологии.
После механической обработки был проведен окислительный отжиг в электропечи при температуре 1050°С с выдержкой не менее 1 ч. Оправки после окислительного отжига имеют по всей обработанной поверхности окисный слой синевато-серого цвета.
Предлагаемый способ изготовления оправок станов продольной прокатки труб как из чугуна, так и из стали обеспечивает снижение трудоемкости механической обработки в 1,5 раза, высокую точность геометрических размеров готового изделия и повышение микротвердости поверхностного слоя в результате воздействия плазменной дуги, что приводит к увеличению стойкости оправок не менее чем в 2 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОРНА (ОПРАВКИ) ДЛЯ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 2004 |
|
RU2262998C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2006 |
|
RU2322318C2 |
| ВОДООХЛАЖДАЕМАЯ ОПРАВКА ПРОШИВНОГО СТАНА | 2023 |
|
RU2819688C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ | 2006 |
|
RU2328354C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ | 2003 |
|
RU2248853C2 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ДИАМЕТРОМ ОТ 273 ДО 630 мм | 2013 |
|
RU2533614C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ | 2003 |
|
RU2256708C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ СИЛОВЫХ ШПАНГОУТОВ ИЗ ЦЕНТРОБЕЖНОЛИТОЙ ЗАГОТОВКИ-ШАЙБЫ | 2016 |
|
RU2663916C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОДЕФОРМИРОВАННЫХ БЕСШОВНЫХ ТРУБ И ЖАРОПРОЧНАЯ БЕСШОВНАЯ ТРУБА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2013 |
|
RU2563566C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2012 |
|
RU2511190C1 |
Изобретение относится к области трубопрокатного производства и может быть использовано при изготовлении оправок станов продольной прокатки труб. Для снижения трудоемкости механической обработки, повышения точности геометрических размеров готового изделия, микротвердости поверхностного слоя и увеличения стойкости оправок не менее чем в 2 раза способ включает отливку заготовок из сплава с содержанием углерода 1,8-3,2% и хрома 30,0-35,0%, термическое старение, механическую обработку поверхности заготовки на черновой и чистовой размеры с помощью режущего инструмента, совмещая с нагревом обрабатываемого участка, при этом нагрев поверхности этого участка ведут до 600-800°С на глубину 3,0-3,5 мм плазменной дугой с силой тока 60-160 А, мощностью до 12 кВт и с расположением центра пятна нагрева перед кромкой режущего инструмента на расстоянии не более 20 мм. 1 ил.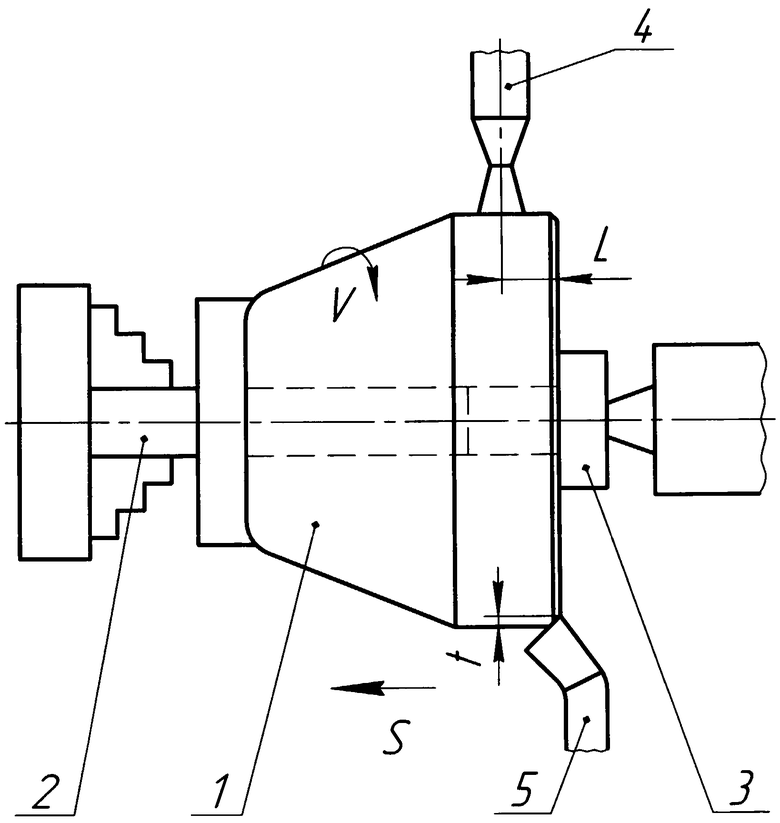
Способ изготовления оправок станов продольной прокатки труб, включающий отливку заготовки из металла с содержанием, мас.%: углерода 1,8-3,2 и хрома 30,0-35,0, отличающийся тем, что заготовку подвергают термическому старению, а затем осуществляют механическую обработку поверхности заготовки резанием на черновой и чистовой размеры с помощью режущего инструмента, совмещая с нагревом обрабатываемого участка, при этом нагрев поверхности этого участка ведут до 600-800°С на глубину 3,0-3,5 мм плазменной дугой с силой тока 60-160 А, мощностью до 12 кВт и с расположением центра пятна нагрева перед кромкой режущего инструмента на расстоянии не более 20 мм.
| Сб | |||
| Всесоюзная научно-техническая конференция, "Совершенствование процессов продольной прокатки труб" | |||
| - Челябинск: УралНИТИ, 1980, с.116-118 | |||
| Оправка автоматстана | 1987 |
|
SU1443995A1 |
| Способ термической обработки оправок прошивного трубопрокатного стана | 1988 |
|
SU1571085A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОПРАВОК ПРОШИВН1)ГО СТАНА | 0 |
|
SU396379A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОРНА (ОПРАВКИ) ДЛЯ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 2004 |
|
RU2262998C1 |
| Способ термомеханической обработки оправок из среднеуглеродистой легированной стали | 1979 |
|
SU876750A1 |
| Способ изготовления изделий из высокохромистого чугуна | 1989 |
|
SU1740450A1 |

