8
с
N N
| название | год | авторы | номер документа |
|---|---|---|---|
| Рулонный пресс-подборщик | 1989 |
|
SU1692361A1 |
| Тюковочный пресс-копнитель | 1981 |
|
SU946449A1 |
| Пресс-подборщик | 1981 |
|
SU1011076A1 |
| Устройство открытия прессовальной камеры пресс-подборщика | 2019 |
|
RU2712842C1 |
| Пресс-подборщик | 1981 |
|
SU1066496A1 |
| ПРИЦЕПНОЙ ПРЕСС-ПОДБОРЩИК | 1999 |
|
RU2162282C1 |
| Пресс для сено-соломистых материалов | 1983 |
|
SU1169565A1 |
| Способ заготовки корма и пресс-подборщик | 1986 |
|
SU1387909A1 |
| Рулонный пресс-подборщик | 1981 |
|
SU934992A1 |
| МАШИНА ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ТЮКОВ | 2008 |
|
RU2476062C2 |
Изобретение относится к сельскохозяйственному машиностроению, в частности к регуляторам плотности прессования в пресс-подборщиках для формирования преимущественно крупногабаритных тюков из сена, соломы и подобных материалов. Изобретение позволяет снизить энергоемкость процесса прессования путем автоматического поддержания заданного соотношения давлений предварительного сжатия материала и прессования в камере. Регулятор плотности снабжен дополнительными гидроцилиндрами 1, установленными с возможностью воздействия на рабочий орган. Вальцы 3, 12 предварительного сжатия материала соединены маслопроводами с гидроаккумулятором 5 и основными гидроцилиндрами 7, которые в свою очередь воздействуют на элементы прессовальной камеры для создания давления прессования в ней. При изменении количества поступаемой массы соотношения давлений предварительного сжатия и давления в камере прессования подцерживаются автоматически. 1 ил. I W С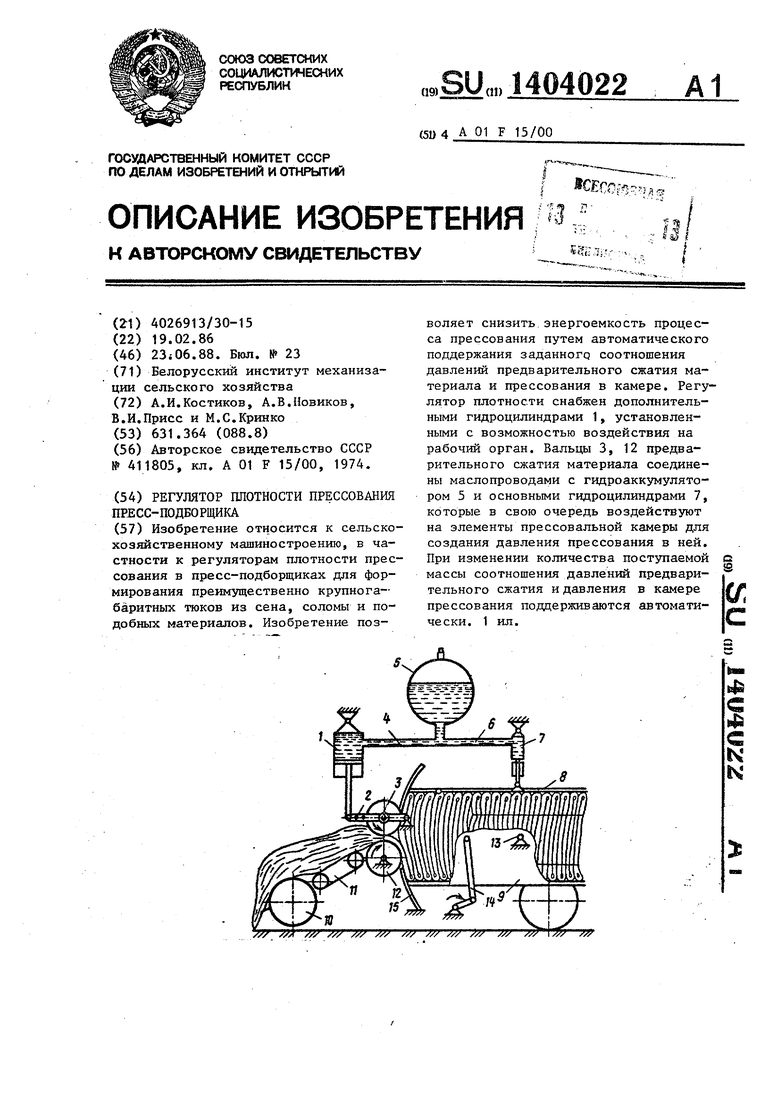
,- .
Изобретение относится к сельскохозяйственному машиностроению, в частности к регуляторам плотности прессования в прессах для формирования преимущв-ственно крупногабаритных тюков из сена, соломы и подобных материалов.
Целью изобретения является снижение энергоемкости процесса прессова- ния .путем автоматического поддержания заданного соотношения давления прессования в камере и давления предварительного сжатия слоя материала.
На чертеже схематично изображена схема регулятора плотности прессования.
Регулятор плотности прессования состоит из дополнительных гидроцилиндров 1, штоки которых закреплены шарнирно с концами рычагов 2. На этих рычагах установлены жестко корпуса подшипников верхнего вальца 3. Гидроцилиндры 1 соединены маслопроводами 4 с проаккумулятором 5. С послед- ним через маслопроводы 6 соединены основные гидроцилиндры 7, штоки которых закреплены шарнирно с регулятором 8 плотности, выполненным в виде шарнирной крышки прессовальной камеры S.
Регулятор плотности прессования установлен на пресс-подборш;ике, который кроме перечисленных узлов имеет подборщик 10, транспортер 11, прессующий рабочий орган, включающий верхний 3 и нижний 12 вальцы, установленные с возможностью принудительного вращения навстречу друг другу. Прессовальная камера 9 установлена на шарнирах 13 и связана с кривошипно- шатунньм механизмом 14. Стенка 15 закреплена неподвижно и имеет окно против вальцов 3 и 12.
Регулятор плотности работает следующим образом.
При движении пресс-подборщика вдол валка сена (соломы) подборщик 10 поднимает слой материала и подает его на транспортер 11, которьй доставляет массу к прессующему рабочему органу Вальцы 3 и 12, вращаясь навстречу друг другу, захватыв ают слой материала, опрессовыаают его под действием усилия гидроцилиндров 1 и направляют в прессовальную камеру 9. При этом под действием спрессованного материала верхний валец 3 приподнимается, а рычаги 2, поворачиваясь относительно осей крепления, перемещают штоки
Q
5
0 . 5 Q
.
г
5
5
0
гидроцилиндров 1. Масло, вытесняемое из полостей гидроцилиндров 1, поступает по маслопроводам 4 в пневмогид- роаккумулятор 5 (или Гидроаккумулятор ), сжимая воздух (или пружину), и по маслопроводам 6 в гидроцилиндры 7, увеличивая усилие воздействия на регулятор 8 плотности, который, поворачиваясь вокруг шарнира, уменьшает сечение прессовальной камеры 9.
В процессе заполнения камеры 9 материалом последний, воздействуя на регулятор 8 плотности, поворачивает его в обратном направлении и под действием штоков масло вытесняется из гидроцилиндров 7 через маслопроводы 6 в пневмогидроаккумулятор 5 (гидроаккумулятор) .
Перед началом работы проводят регулировку плотности прессования материала дозаправкой пневмогидроаккумулятора 5 сжатым воздухом (сжатием пружины гидроаккумулятора).
При установившемся режиме работы пресс-подборщика процесс его работы протекает в следующей последовательности.
Поступающий к вальцам 3 и 12 слой материала предварительно уплотняется под действием усилия гидроцилиндров 1 и направляется в камеру 9, которая, совершая качательное движение на шарнирах 13 под действием криво- шипно-шатунного механизма 14, увлекает сжатый слой за собой. При этом предварительно сжатьш слой материала прокатывается поочередно вальцами 12 и 3 и продавливается ими по прессовальной камере 9, преодолевая сопротивление, создаваемое регулятором 8 плотности, под действием.гидроцилиндров 7 и укладывается зигзагообразно в камере 9. Сформирован- ньш тюк увязывается шпагатом при помощи вязального аппарата, а затем, после формирования следующего тюка, первьй тюк выбрасывается из прессовальной камеры 9, и процесс продолжается.
При увеличении толщины слоя материала, подаваемого к прессующему рабочему органу для предварительного сжатия, верхний валец 3 приподнимается и поворачивает рычаги 2, которые перемещают штоки гидроцилиндров 1. Масло, вытесняемое из полостей гидроцилиндров 1,- поступает через маслопроводы 4 в пневмогидроаккумулятор
5, увеличивая давление масла в нем за счет сжатия воздуха. Через маслопровод 6 увеличивается на стольк же давление масла и в гидроцилиндрах 7, а отношение усилия предварительного сжатия к усилию прессования в камере остается заданным.
При уменьшении толщины слоя материала, подаваемого к вальцам 3 и 12, произойдет частичная разрядка пневмогидроаккумулятора 5, так как под действием гидроцилиндров 1 верхний валец 3 опустится, а давление масла через маслопровода 4 и 6 в гидроцилиндрах 1 и 7 выравняется, и следовательно, отношение усилия преварительного сжатия к усилию прессования в камере не изменится.
Оптимальное соотношение усилий предварительного сжатия материала вальцами 3 и 12 и прессования в камере 9 задается соответствующим подбором диаметров гидроцилиндров 1 и 7. В процессе формирования тюка это соотношение остается постоянным за счет выравненности давления масла в полостях гидроцилиндров 1 и 7 через маслопроводы 4 и 6 и изменение толщины слоя материала, подаваемого транспортером 11 и вальцами 3 и 12, не оказывает влияния на него.
0
0
5
0
Для соломы давление прессования в камере должно составлять 2-12% давления предварительного сжатия.
Для уточнения этого соотношения при переходе к прессованию материалов, отличающихся физико-механическими свойствами от заданного, предусмотрена дополнительная регулировка путем перестановки точки крепления штоков гидроцилиндров 1 по длине рычагов 2. Формула изобретения
Регулятор плотности прессования пресс-подборщика, включающий механизм непрерывного предварительного сжатия слоя сеносоломистых материалов и механизм уплотнения тюка в прессовальной камере, содержащий гидроаккумулятор, соедийенный маслопроводами с гидроцилиндрами, установленными с возможностью воздействия на элементы камеры для создания давления прессования в ней, отличающий- с я тем, что, с целью снижения энергоемкости процесса прессования путем автоматического поддержания заданного соотношения давлений.предварительного сжатия материала и прессования в камере, механизм предвари- тельного сжатия выполнен в виде гидроцилиндров, связанных маслопровода- |ми с гидроаккумулятором.
| 1972 |
|
SU411805A1 | |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
