Изобретение относится к машиностроению, в частности к оснастке для металлорежущих станков.
Целью изобретения является расширение технологических возможностей прихвата.
На фиг. 1 изображен прихват; на фиг. 2 - направление усилия прижима к различным поверхностям; на фиг. 3 - соединение планки с опорой.
Прихват содержит прижим 1 с окном 2. На одном конце прижима 1 выполнен рабочий элемент, а на другом - резьбовое отверстие 3 для прижимного винта 4. Рабочий элемент с одной стороны имеет призму 5 для крепления обрабатываемых деталей с цилин- дрическими поверхностями, а с противоположной стороны - радиусный выступ 6 для крепления деталей с плоскими поверхностями. В прижиме 1 выполнено дополнительное окно 7, перпендикулярное окну 2. Через окно 7 прижима 1 проходит опорная резьбовая стойка 8, имеющая два опорных выступа 9, которые при повороте прижима 1 в горизонтальной плоскости на 90° от положения, изображенного на фиг. 1, дают возможность при необходимости (при пересгройке) выходить из зацепления с прижимом 1. Опорная резьбовая стойка 8 устанавливается во втулку 10 с возможностью вертикального перемещения. Втулка 10 и контргайка 11 дают возможность осуществлять настройку прихвата на зажим обрабатываемых деталей с задан- ной высотой И и Н. Прижимной винт 4 при смене положения может осуществлять прижим обрабатываемых деталей к трем взаимно перпендикулярным поверхностям А, Б и Б (фиг. 2).
Закрепление обрабатываемой детали осуществляют следующим образом.
В Т-образный паз стола вводят втулку 10 с ввернутой в нее опорной резьбовой стойА
0 0
5
кой 8 ориентировочно до высоты Н. Затем прижим 1 вводят в зацепление с опорной стойкой 8 посредством совмещения окна 7 с опорными выступами 9 и поворотом на 90°. После чего вворачивают винт 4 в резьбовое отверстие 3 прижима 1. Затем производят регулировку прижима с помощью опорной стойки 8 и винта 4 на требуемую высоту Н и фиксирование по.ложения опорной стойки 8 контргайкой 11. В этом положении винтом 4 осуществляют закрепление обрабатываемой детали к поверхности В (фиг. 2).
Для закрепления обрабатываемой детали к поверхности А и Б (фиг. 2) необходимо, не меняя положения опорной стойки 8, вывести ее из зацепления с прижимом, придать прижиму 1 требуемое положение путем поворота вокруг продольной оси на 90 или 180° и ввести обратно в зацепление с опорной стойкой 8 описанным методом. Для прижима обрабатываемой детали к поверхностям А и Б необходимо иметь опорные поверхности 12 для винта 4.
Формула изобретения
Универсальный прихват для закрепления деталей, содержащий прижи.мной винт, опорную резьбовую стойку, установленную во втулке с возможностью вертикального перемещения, и размещенный на стойке прижим с окном, при этом на одном конце прижима выполнен рабочий элемент, а на другом - резьбовое отверстие, предназначенное для размещения прижимного винта, отличающийся тем, что, с целью расщирения технологических возможностей, в прижи.ме выполнено расположенное перпендикулярно основному окну дополнительное окно, в резьбовой стойке - опорные выступы, размещенные в окнах прижима, а на рабочем элементе с одной стороны выполнена призма, а с противоположной - радиусный выступ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный прихват для закрепления деталей | 1975 |
|
SU541631A2 |
| Универсальный прихват | 1983 |
|
SU1135589A2 |
| РУЧНОЕ УСТРОЙСТВО ДЛЯ МАРКИРОВКИ | 2000 |
|
RU2189289C2 |
| Универсальный прихват для закрепления деталей | 1987 |
|
SU1495049A1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ШИН ЭЛЕКТРОТЕХНИЧЕСКИХ | 2023 |
|
RU2811023C1 |
| Винто-рычажный прижим | 1978 |
|
SU740464A1 |
| Устройство для закрепления деталей | 1981 |
|
SU1007903A1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| ГИБОЧНАЯ МАШИНА | 1973 |
|
SU367929A1 |
| УСТРОЙСТВО ДЛЯ ЗАЖИМА ДЕТАЛЕЙ | 1994 |
|
RU2084324C1 |
Изобретение относится к машиностроению, в частности к оснастке для металлорежущих станков. Целью изобретения является расширение технологических возможностей прихвата. В прижиме 1 выполнены взаимно перпендикулярные окна 2 и 7. На одном конце прижима выполнен рабочий элемент, а на другом - резьбовое отверстие 3 для прижимного винта 4. Рабочий элемент с одной стороны имеет призму 5, а с противоположной стороны - радиусный выступ 6. Опорная резьбовая стойка 8 устанавливается во втулку 10 с возможностью вертикального перемещения. В Т-образный паз стола вводится втулка 10 с ввернутой в нее опорной резьбовой стойкой 8. Затем прижим 1 вводится в зацепление с опорной стойкой 8 посредством совмещения окна 7 с опорными выступами 9 и поворотом на 90°. После чего вворачивается винт 4 в резьбовое отверстие 3 прижима i. Затем производится регулировка прижима с помощью опорной стойки 8 и винта 4 на требуемую высоту Н и фиксирование положения опорной стойки 8 контргайкой 11.3 ил. (Л N Ю 4: 01 12 Фиг.1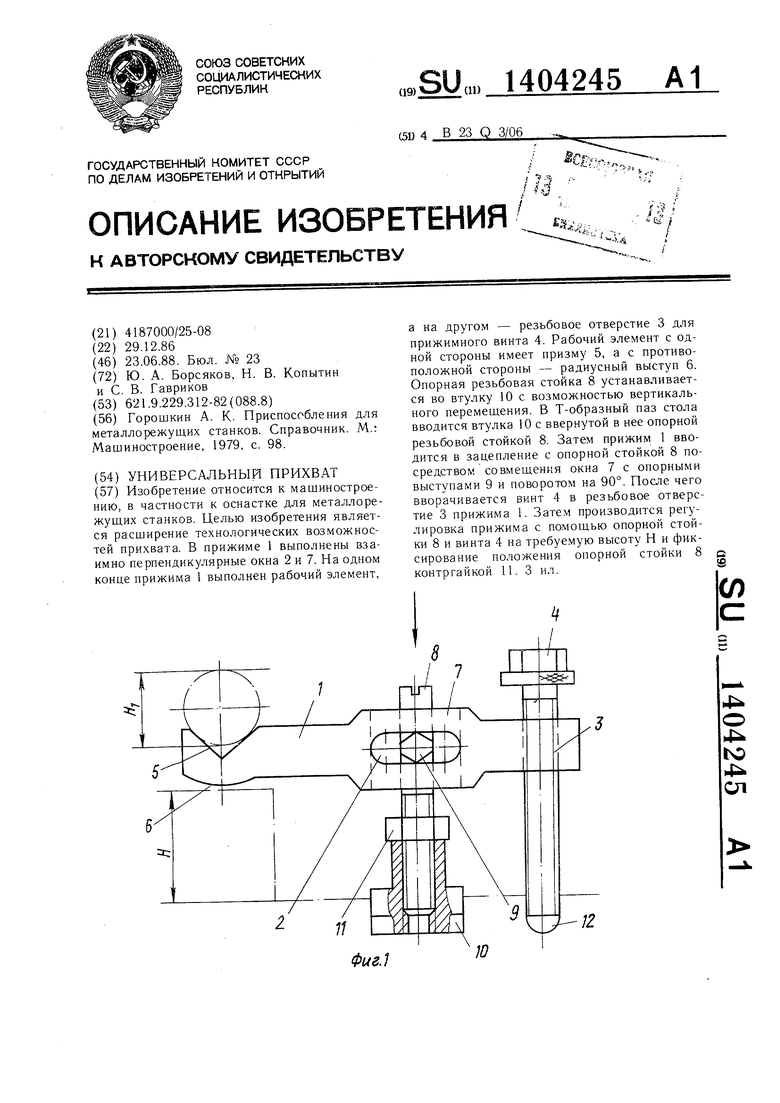
Исилие прижима
5 Ф«г.2
.3
| Горошкин А | |||
| К | |||
| Приспособления для металлорежущих станков | |||
| Справочник | |||
| М.: Машиностроение, 1979, с | |||
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
