Изобретение относится к оборудованию используемому 1при выполнении тибочных операций.
Известна гибочная м;ашина, содержащая СТ10Л, подвижную прижимную балку и поворотную гибочную траверсу.
Недостаток такой машины заключается в необходИМОсти выполнять гибку деталей закрытого профиля за сравнительно большое число переходов.
Цель изобретения - повысить производительность машины.
Это достигается тем, что машина снабжена дополнительной поворотной гибочной траверсой, а также закрепленным на столе между гибочными траверсами по направлению перемещения прижимной балки упором, рабочая поверхность которого расположена от плоскости стола на расстоянии, не превышающем расстояние от плоскости- стола до рабочих поверхностей поворотных гибочных траверс. При этом -последние установлены симметрично относительно оси стола и с возможностью перемещения в противоположных направлениях по предусмотренным на столе направляющим. Кроме того, гибочная машина снабжена подштаМПовой плитой, размещенной в плоскости, параллельно плоскости стола, и закрепленной на рычагах, установленных на поворотных гибочных траверсах.
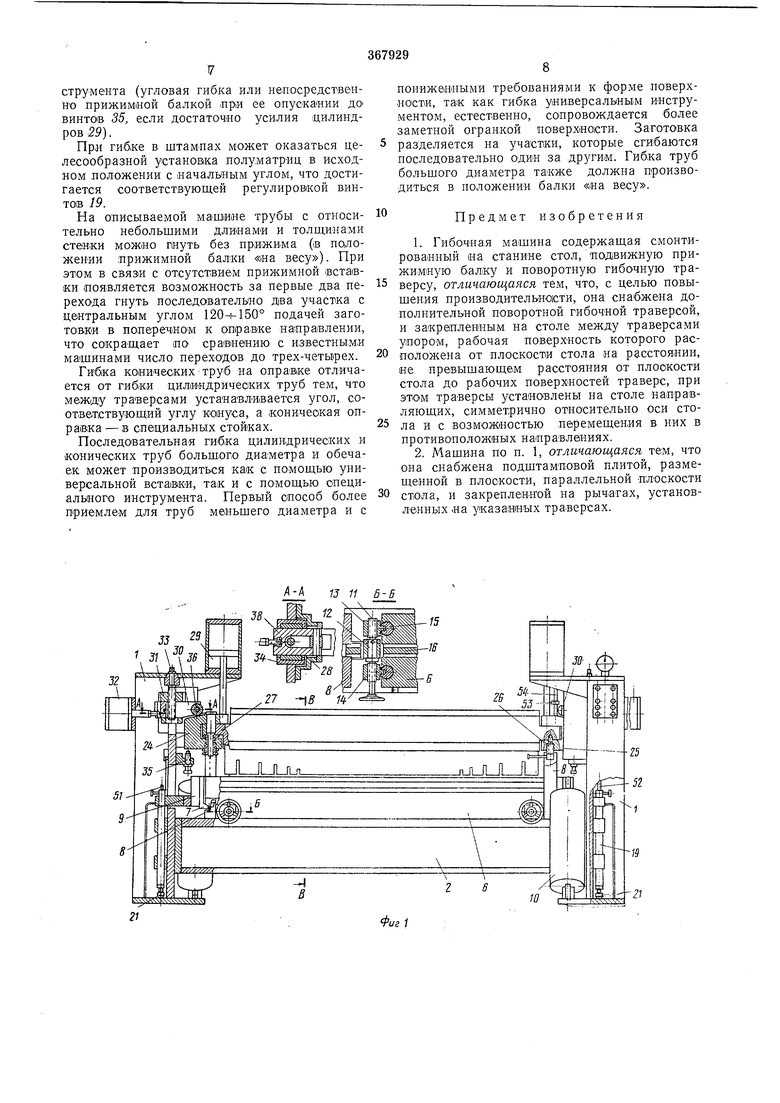
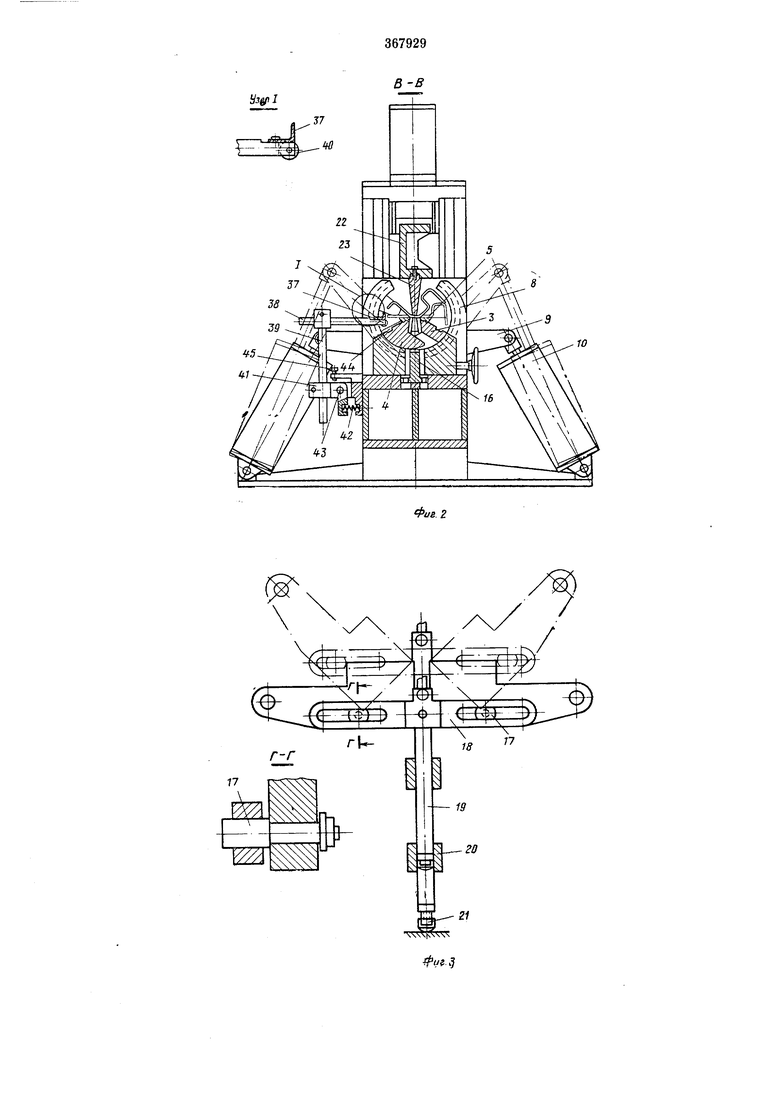
На фиг. I изОбражена описываемая гибочная машина с частичными разрезами по А-А и Б - Б; на фиг. 2-разрез по В - В на фиг. 1; на фиг. 3 - левая часть синхронизатора гибочных траверс с разрезом по Г - Г; на фиг. 4 - подштамповая --плита.
Машина содержит станину, выполненную в виде двух стоек / и жестко связанного с ними стола 2. На столе установлены гибочные тра0версы 3 и 4, снабженные -комплектом сменных вставок 5 различных размеров. Рабочая поверхность вставок находится в одиой плоскости с осью вращения траверс. Для размещения изгибаемых деталей в траверсах вы5полнены выемки . Кроме того, каждая траверса имеет пять-шесть устзпов для возможности контакта с опорами при больших углах поворота. Уступы чередуются с выемка1ми для размещения в последних уступов другой тра0версы.
Гибочные траверсы поворачиваются в опорах 6, получая дополнительное направление через секторы 7 в направляющих 8, жестко связанных с опорами. Рабочие поверхности
5 секторов и направляющих имеют коническую форму. Каждая траверса приводится в движение рычагами 9, перемещаемыми двумя силовыми цилиндрами 10.
Взаимное расположение опор, а следовательно, и гибочных траверс регулируется с по0
мощью двух впитое и с правой и левой резьбой, Вращающихся в связанных со столом стойках 12. На винтах установлены гайки 13 и 14, имеющие выст,упы .и входящие в пазы осеД 15, свободно «.{ ащающихся в опорах. При вращении одного из -винтов гибочные траверсы с одного конца раздвигаются или сближаются, новОрачИваясь вокруг осей на другой стороне. Между опорами на столе размещен упор 16, который имеет окна для расположения уступов гибочных траверс. В основании упора выполнены продольные пазы для .Просыпания окалины и ныли. Такие же пазы вьгаюлнены и « столе.
Для более надежа-юй фиксации заготовки при прижиме и для облегчения ее перемещения при переходах и съеме готовой детали, при гибке без предварительного прижима (работа прижимной балки «.на весу), верхняя кромка упора выполнена ниже рабочих плоскостей траверс на 0,5-0,8 мм.
Для гибки тонколистового материала с малыми внутренними радиусами внутренние края рабочих плоскостей вставок отстоят от осей вращения на величину, равную половине щирины верхней кромки упора.
Для поворота гибочных траверс служит синхронизатор, состоящий из камней 17 кулисы 18 и жестко связанной с ней штанги 19, перемещающейся при повороте рычагов в направляющих 20. На нижних концах щтаег закреплены регулируемые упоры в виде двух BiBHTOB 21 для регулировки исходного положения траверс.
Балка 22 предназначена для прижима заготовок.
Н-а нижней плоскости ее выполнен паз для крепления инструмента, в частности, универсальной встаики 23, имеющей поперечные пазы для гибки деталей с предварительно загнутыми на 90° кромками. Балка щарнирно связана с левой буксой 24, а в правой буксе 25 она фиксируется и зажим ается винтом 26 с коническим концом. Для выбора зазора в пазу левой буксы 24, что нео|бходимо при применении балки во время работы «на весу, служит щайба 27, поджимаемая резьбовой втулкой. Буксы вместе с балкой перемещаются в вертикальных направляющих 28 под действием цилиндров 29, жестко связанных с буксами. Выдвижные упоры 30 предназначены для передачи нагрузки при гибке от балки на станину и для прижима заготовки. Они перемещаются в гайках 31 от цилиндра 32 и ОБОИМИ скосами воздействуют на буксы. Благодаря этим скосам можно производить прижим заготовок с толщинами до предела, соответствующего заданному типоразмеру машины, не прибегая к изменению положения yinopOiB по высоте. Угол сиоса обеспечивает самоторможение, поскольку нагрузка на упор может во много раз превосходить усилие, развиваемое им под действием силового цилиндра.
Изменение положения упоров по высоте неооходимО при гиоке узких, но толстых заготовок, и смене инструмента в прижимной балке, для чего используют винты 33. При вращении последних гайка вместе с раамещеннъш в ней упором перемещается в направляющих 34. При этом цилиндр 32 привода упора остается неподвижным, так как он жестко связан со стойкой. Регулируемые упоры балки в виде винтов
35 необходимы при работе балки «на весу для восприятия ее веса, усилий цилиндров 29 привода балки и для выравнивания ее положения относительно плоскости стола, а так же при гибке узких заготовок.
Упоры на концах, обращенных к буксам, имеют ролики 36. Положение упора в горизонтальном направлении отрегулировано так, чтобы ролики касались вертикальных плоскостей букс.
Для фиксации заготовки перед гибкой служит упор 37. Положение упора можно изменять в горизонтальном и вертикальном направлениях с помощью щтанг 38 и 39, фиксируемых тангенциальными зажимами.
Особенность упора описываемой машины заключается в том, что при необходимости ycTaiHOBKH его в зоне вращения траверсы, он выходит из этой зоны под действием самой гибочной траверсы при ее вращении.
Для этого щтанги 38 имеют на концах, обращенных к траверсе, ролики 40, а штанги 39 закреплены в двуплечих рычагах 41, подпружиненных пружинами 42 и вращающихся на осях 43. Траверса при повороте воздействует иа ролики 40 закрепленными на нее концах профильными планками 44, а затем - цилиндрической поверхностью.
Винты 45 служат для устранения перекоса упора и для тонкой регулир01вки положения
упора при корректировке размера на изготовление партии деталей.
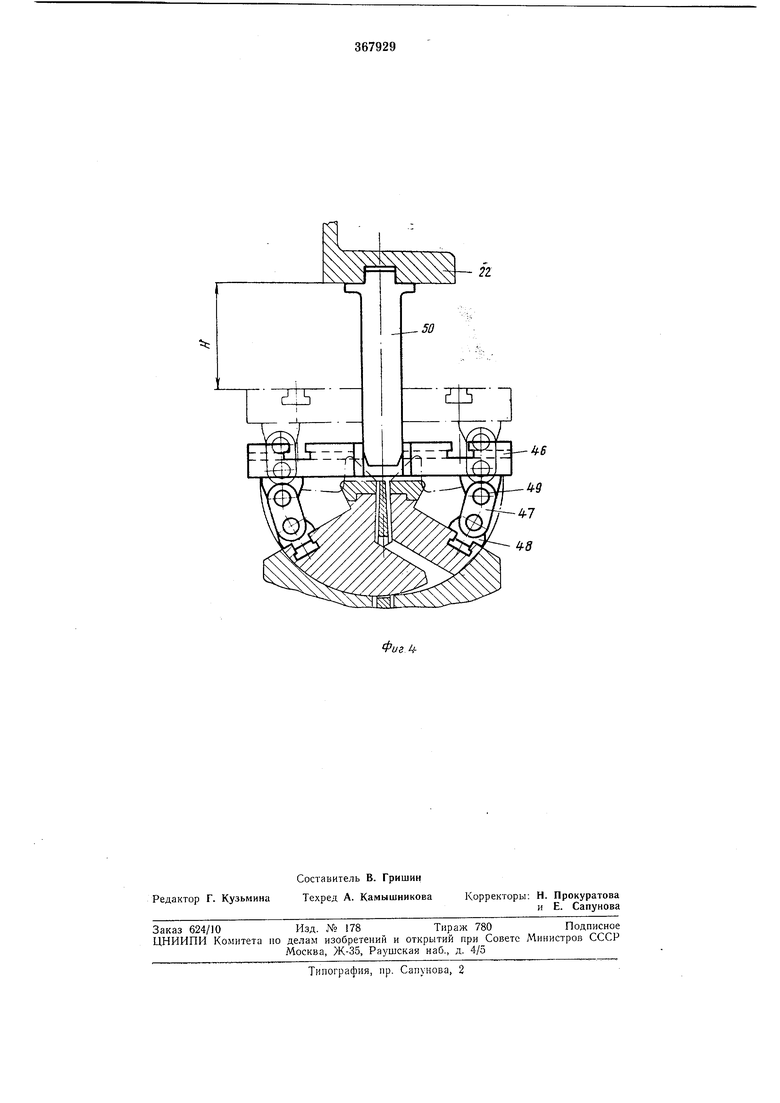
Подщтамповая плита предназначена для установки на машине штампов при выполнении разнообразных штамповочных операций.
Плита 46 выполнена почти на всю длину траверс и на верхней плоскости ее имеются Тобразные пазы для закрепления- ниж-вих частей штампов. Рычапи 47 и стойки 48 щарлярно связана между собой посредством осей
49. Стойки закрепляют на плоскостях траверс с фиксацией в продольных пазах. Плита при движении получает направление на колонках 50, закрепляемых в прижимной балке. ,Простав1Кн при надобности закрепляют в
Т-образных пазах траверс. На рабочих плоскостях проставок выполнены продольные и поперечные Т-образные пазы для крепления штампов. Агрегаты гидропривода смонтированы в
столе.
Для переключения траверс па обратный ход по достижении настроенного угла изгиба (или хода - при применении подштампавой плиты) служит кулачок 51 (см. фиг. 1), воздействующий на конечный выключатель. Этот
кулачок устанавливают на заданный угол (ход) путем изменения -положения его в отверстии штан1ги 19 с последующей фиксацией стопорным винтом.
На правой штанге закреплена стойка 52, несущая два кулачка для привода соответственно двух конечных выключателей. Пер-вый из этих выключателей предназначен для подани комаиды на обратный ход прижимной балки, а второй - для подачи команды на остановку при одиночных циклах, или на возобновление цикла при автоматической работе. Такую же функцию выполняет и третий конечный выключатель, срабатывающий от кулачка 53, закренленного на стойке 54, связанной с прижимной балкой. Когда срабатывает второй и третий выключатели, цикл возобновляется, и рабочие органы останавливаются. Это происходит благодаря тому, что нормально открытые контакты этих выключателей подсоединены последовательно, а нормально закрытые - параллельно.
Перед гибкой заготовки устанавливают траверсы 3 и 4 с помощью ма-ховичков винтами // по линейкам, закрепленным на столе. Затем ставят толкатель 51 на необходимый угол изгиба по шкале угло1В, а упор 57 заготовки- на заданный размер по линейкам на штангах 38 (после пробной гибки первой детали из партии производят корректировку размера винтами 45). После этого на рабочие плоскости траверс укладывают заготовку и включают привод машины. При этом прижимная балка 22 с закрепленной в ней универсальной вставкой 23 опускается. При подходе вставки к заготовке выходят упоры 30, которые совместно с цилиндрами 29 прижимают заготовки и заклинивают прижимную балку. При определенном усилии прилшма срабатывает электроконтактный манометр и начинается вращение траверс, сопровождаемое изгибом заготовки.
По достижении установленного угла изгиба толкатель воздействием на конечный выключатель переключает траверсы на обратный ход.
В начале обратного хода TpaiBepc один из кулачков стойки 52 нажимает на первый конечный выключатель, и прижимная балка перемещается вверх. Остановка или возобповление цикла происходит после того, как прижимная балка и траверсы приходят в исходное положение, т. е. когда срабатывают под их действием второй и третий конечный выключатели.
Все выполняемые на гибочной машине работы можно разделить по характеру использования прижи.мной балки на четыре вида: гибка с прил имом; работа с применением балки в положении «на балка работает при неподвижных траверсах; балка не используется.
Работа балки «на весу необходима при гибке в специальных штампах, при примеатении подштамповой плиты, а также может
быть использована для угловой и радиусной гибки при условии извлечения согнутой детали из-под вставки.
Прижимную балку для работы в положеНИИ «на весу устанавливают следующим образом.
Сначала опускают прижимную балку 22 до упора в винты 35 при подготовке к гибке в штампах, или до упора вставки 23 в нож 16 или в плоскости траверс при подготовке к гибке траверса.ми. При необходимости подвижные упоры 30 отводят винтами 33. С помощью винтов 35 по линейкам, закрепленным на нанравляющих 28 балки, устанавливают ее по высоте, а винтами 33 подводят упоры 30 к буксам 24 -и 25 до полного контакта с ними. Работа прил имной балки 22 в положении «на весу сопровождается и подъемом ее после гибки на высоту, достаточную для съема готовой детали и установки очередной заготовки в режиме «раздельная работа.
Как и на известных машинах при прижиме узких заготовок большой толщины балка может получить значительный перекос, что отражается на качестве детали. Поэтому для гибки таких деталей балку устанавливают в положении «на весу в описанной ранее последовательности, «ли, при необходимости прижима заготовки, винты 35 устанавливают в наивысшее положение, но не препятствующее прижиму.
Машину подготавливают к работе с (Использованием подштамповой плиты следующим образом.
Упоры 30 переводят в крайнее верхнее положение и до отказа вворачивают винты 35. Затем в паз балки 22 устанавливают направляющие колонки 50 и отводят ее в сторону поворотом вокруг оси левой буксы 24, освободив место для установки подштамповой плиты.
После этого на верхние плоскости траверс 3 и 4 ставят (фиг. 4) подштамповую плиту 46. ПотОМ вводят балку на место зафиксировав нравый конец ее винтом 26, а левый конец поджимают резьбовой втулкой через шайбу 27. Вывертыванием винтов 35 опускают балку так, чтобы колонки 50 вошли в пазы плиты 46, и опускают упоры 30 до соприкосновения с буксами. Далее винтами // сближают траверсы до такого положения, чтобы можно было свободно установить стойку 48 в пазах полуматриц, после чего предварительно закрепляют стойки 48 и затягивают болты окончательно.
Высоту Н межштампового пространства можно изменять винтами 35, а также дополнительно винтами 21. Пижние части штампов закрепляют на нлите 46 в Т-образных пазах, а верхние - в балке 22 через хвостовики пря моуголыюй формы.
Гибка сложного полузамкнутого профиля
в штампе (см. фиг. 3) может производиться
с предварительной гибкой заготовки на необходимый угол с помощью универсального ИН струмента (угловая гибка или непосредственно прижимной балкой лри ее опускании до винтов 35, если достаточно усилия цилиндров 25). Пр.и гибке в штаМПах может оказаться целесообразной установка полуматриц в исходном .положении с начальным углом, что достигается соответствующей регулировкой винтов 19. На описываемой машине трубы с относительно небольшими длинами и толщинами стенки можно пнуть без прижн ма (в по,ложении прижимной балки «на весу). При этом в связи с отсутствием нрижимной Вставки появляется возможность за первые два перехода гнуть последовательно два участка с центральным углом 120- -150° нодачей заготовки в поперечном к овраВКе направлении, что сокращает по сравнению с известными машинами число переходов до трех-четьирех. Гибка конических труб на опрайке отличается от гибки цилиндрических труб тем, что между траверсами устанавливается угол, соответствующий углу конуса, а коническая оправка - в специальных стойках. Последовательная гибка цилиндрических и конических труб большого диаметра и обечаек может производиться как с помощью универсальной встагаки, так и с помощью специального инструмента. Первый способ более приемлем для труб меньшего диаметра и с пониженными требованиями к фор.ме поверхности, так как гибка универсальным инструментом, естественно, сопровождается более заметной огранкой поверхности. Заготовка разделяется на участки, которые сгибаются последовательно один за други1М. Гибка труб большого диаметра также должна производиться в положении балки «на весу. Предмет изобретения 1.Гибочная машина содержащая смонтированный на станине стол, подвижную прижимную балку и поворотную гибочную траверсу, отличающаяся тем, что, с целью повыщения производительности, она снабжена дополнительной поворотной гибочной траверсой, и закрепленным на столе между траверсами упором, рабочая поверхность которого расположена от плоскости стола на расстоянии, не превышающем расстояния от плоскости стола до рабочих поверхностей траверс, при этом траверсы установлены на столе направляющих, симметрично относительно оси стола и с возможностью перемещения в них в противоположных направлениях. 2.Машина по п. 1, отличающаяся тем, что она снабжена подштамповой плитой, размещенной в плоскости, параллельной плоскости стола, и закрепленной на рычагах, установленных на указанных траверсах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| МАШИНА ДЛЯ ГИБКИ ЛИСТОВОГО ПРОКАТА | 1992 |
|
RU2019333C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ, ПОВОРОТНО-ГИБОЧНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ И МАНИПУЛЯТОР ЛИСТОВ К ГИБОЧНОМУ ПРЕССУ | 1993 |
|
RU2110349C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ЛИСТОВ ИЗ МЕТАЛЛА | 2004 |
|
RU2290273C2 |
| Листогибочная машина | 1978 |
|
SU904833A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
| Штамп гибочный | 1978 |
|
SU753517A1 |
| Устройство для одновременной гибки нескольких профилей | 1973 |
|
SU470331A1 |
| ГИБОЧНЫЙ СТАНОК | 1973 |
|
SU367932A1 |
у зет I
It/
г-г
го
/Щ
/
г
/
77
WA
19
го
21
