3149504
нительного передвижного опорного штифта 7 с лысками. Основание стойки 1 вьтолнено в виде Т-образного выступа 8, заходящего в паз зацепа 9. с В боковых стенках обоймы 2 выполнены удлиненные окна для размеп1ения штифта 5, опорные площадки 13 для ее опоры на штифт 7 и сквозные горизонтальные пазы для установки прижима 3. ю Прихват зацепом 9 устанавливается в
паз плитыJ в Т-образный паз которого заходит В1:ступ 8 стойки 1. Обойма 2 с прижимом 3 и пятой 16 опускаются , до контакта с деталью 10, Затем в ближайшее отверстие ряда 6 вставляется штифт 7. Перемещением винта 15 обеспечивается контакт площадки 13 со штифтом 7, а его дальнейшим перемещением - закрепление детали 10. 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| РУЧНОЕ УСТРОЙСТВО ДЛЯ МАРКИРОВКИ | 2000 |
|
RU2189289C2 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СОЕДИНЕНИЯ ФИГУРНЫХ ПОЛЫХ ШТАНГ | 2001 |
|
RU2222719C2 |
| Универсальный прихват | 1983 |
|
SU1135589A2 |
| Веломобиль | 1989 |
|
SU1702869A3 |
| Универсальный прихват | 1986 |
|
SU1404245A1 |
| Зажимной поворотный патрон | 1978 |
|
SU764862A1 |
| РЕГУЛИРУЕМАЯ ОПОРА ДЛЯ СТРЕЛКОВОГО ОРУЖИЯ И СПОСОБ СТРЕЛЬБЫ С ЕЁ ПРИМЕНЕНИЕМ | 2016 |
|
RU2631156C1 |
| Электрический угловой разъем с нулевым усилием сочленения | 1986 |
|
SU1379842A1 |
Изобретение относится к обработке материалов резанием, а именно к устройствам для закрепления деталей на металлорежущих станках. Изобретение позволяет повысить производительность труда путем сокращения времени на установку деталей. В опорной стойке 1 с подвижной коробчатой обоймой 2 и прижимом 3 выполнены передний ряд 4 отверстий для установки передвижного опорного штифта 5 и задний ряд 6 отверстий для установки дополнительного передвижного опорного штифта 7 с лысками. Основание стойки 1 выполнено в виде Т-образного выступа 8, заходящего в паз зацепа 9. В боковых стенках обоймы 2 выполнены удлиненные окна для размещения штифта 5, опорные площадки 13 для ее опора на штифт 7 и сквозные горизонтальные пазы для установки прижима 3. Прихват зацепом 9 устанавливается в паз плиты, в Т-образный паз которого заходит выступ 8 стойки 1. Обойма 2 с прижимом 3 и пятой 16 опускается до контакта с деталью 10. Затем в ближайшее отверстие ряда 6 вставляется штифт 7. Перемещением винта 15 обеспечивается контакт площадки 13 со штифтом 7, а его дальнейшим перемещением - закрепление детали 10. 5 ил.
Изобретение относится к обработке материалов резанием, а именно к устройствам для закрепления деталей на метаплорежупсих станках.
Це.лью изобретения является повышение производительности труда путем сокращения времени на установку деталей.
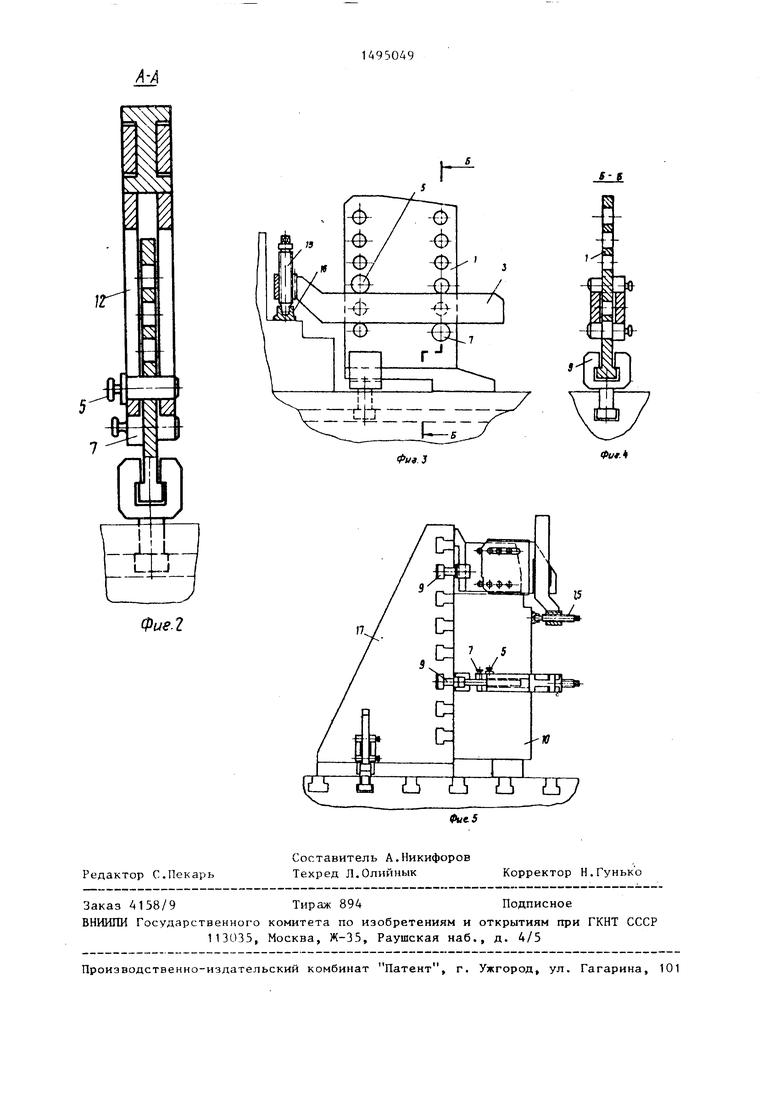
На фиг.1 изображен универсальный прихват, общий вид; на фиг.2 - разре А-Л на фйг.1; на фиг.З - универсальный прихват без выдвижной обоймы, общий вид; на фиг.4 - разрез Б-Б на фиг.З; на фиг.5 - вариант закрепления детали с помощью универсальных прихватов на угольнике.
Универсальный прихват для закрепления деталей включает опорную стойк 1, на которой установлена подвижная обойма 2 коробчатой формы, несущая передвижной прижим 3.
Стойка 1 снабжена двумя вертикальными рядами отверстий - передним рядом 4 для установки передвижного опорного штифта 5 и задним рядом 6 для установки дополнительного передвижного опорного штифта 7 с лысками Основание стойки 1 выполнено в виде Т-образного выступа 8, заходящего в паз зацепа 9, который в свою очередь заходит своим Т-образным высту- пом в паз плиты, на которой установлена обрабатьшаемая деталь 10.
Нижняя площадка Т-образного выступа 8 продлена и снабжена опорной подошвой 11.
Подвижная обойма 2 имеет коробчатую форму , обеспечивающую охват стойки с небольшими зазорами, дающими возможность свободного перемещения обоймы по вертикали. В боковых стенках обоймы 2 выполнены удлиненные окна 12, совпадающие с вертикальным рядом 4 отверстий, в одном из которы
0
5
30
35
50
55
40
установлен штифт 5. На нижних горизонтальных гранях боковых стенок обоймы 2 предусмотрены опорные площадки 13 для опоры на штифт 7, вставляемый в одно из отверстий заднего дополнительного вертикального ряда 6. В верхней части обоймы 2 выполнены сквозные горизонтальные пазы для установки передвижного прижима 3, изготовленного в виде параллельных планок, соединенных частью 14 с резьбовым отверстием. В указанном отверстии установлен винт 15, соединенный с шарнирной пятой 16. Рабочий ход винта 15 соответствует шагу по вертикали между отверстиями стойки 1 в каждом из рядов 4 и 6. В то же время расстояние между указанными отверстиями выбрано таким образом, чтобы прижик , 3 можно бьшо установить между штифтами 3 и 7 непосредственно на стойке 1 для закрепления деталей 10 (фиг.З и 4) за уступ малой высоты. Для закрепления деталей 10 могут использоваться угольники 17.
Закрепление деталей выполняется следую1цим образом.
Рядом с деталью 10, закрепляемой на плите станка, в ближайший паз плиты устанавливают зацеп 9, в который заводится своим Т-образным выступом 8 стойка 1. Обойму 2 совместно с прижимом 3 опускают до соприкосновения пяты 16 с поверхностью детали 10. Затем под нижнюю часть обоймы 2 в
ближайшее отверстие заднего ряда 6 вставляется штифт 7. После этого вращением регулировочного винта 15 корректируется положение обоймы 2 относительно стойки таким образом, чтобы площадка 13 оперлась на лыски опорного штифта 7, а нижний срез удлиненного окна 12 установился несколько ниже ближайшего отверстия ряда 4, В это отверстие устанавлипается штифт
Благодаря наличию удлиненного окна попадание штифта 5 в нужное отверстие не вызывав затруднений. Теперь вращением винта 15 выполняется натяжка зажимного устройства до выбора всех зазоров, после чего производится окончательный зажим детали 10.
При необходимости произвести зажим детали 10 за выступ малой высоты установку прижима 3 производят ез подвижной обоймы 2 (фиг.З и 4). В этом случае после того, как прижим пятой 16 опирают на деталь 10, под нижнюю грань прижима 3 устанавливают опорный штифт 7, а над его верхней гранью - штифт 5. Затем производится регулировка и зажим так же, ка и при использовании выдвижной обоймы 2. I
При использовании устройства для зажима деталей на продольно-фрезерных и подобных им станках, а также, на вертикальной стенке угольника высота стойки 1 выбирается с учетом допустимого возвышения устройства над деталью 10 минимальной высоты.
При закреплении на угольнике 17 в предварительно вставленные зацепы 9 заводится прихват. В этом случае предварительную настройку на требуемую высоту целесообразно выполнить предварительно. После установки в зацеп 9 остается выбрать люфты вращением pery j ировочных винтов 15 и
1А950А9
после корр- жгировк положения rt.va- ли 10 окончательно зажать t ,:: же винтами. При закреплении и раскреп- Лгнли детали 10 устройство подстраховано от самопроизвольного падения.
5
0
удерживаясь Bsai .ene. ;: 7Ифты 5 и 7 удерживаются от выпадения буртиками.
0 Формула изобретения
Универсальный прихват для закрепления деталей, содержаршй опорную стойку с вертикальным рядом отверстий для установки перестаъного опорного штифта, взаимодействукхцего с опорным элементом, и прижим с шарнирной пятой и винтом,, отличающий с я тем, что, с целью повьгаю- ния производительности труда путем сокращения времени на установку деталей, в опорной стойке выполнен дополнительный вертикальный ряд отверстий, предназ1;аченный для размещения вве- 5 денного в прихват дополнительного
переставного штифта, предназначенного для взаимодействия с опорным элементом, при этом опорная стойка выполнена в виде подвижной коробчатой формы обойми со сквозными горизонтальными пазами в верхней части, опорными площадками в нижней части и удлиненными окнами на боковых стенках, причем .горизонтальные пазы и удлиненные окна предназначены для размещения соответственно прижима и переставного опорного штифта, а опорные площадки - для взаимодействия с дополнительным опорным штифтом.
0
5
ш
т
г;
/Г
- г«
Фие.г
(
,iLb и Q
fl
Фт.З
Фи.
57
| Опора универсального прихвата длязАКРЕплЕНия дЕТАлЕй | 1979 |
|
SU837740A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
