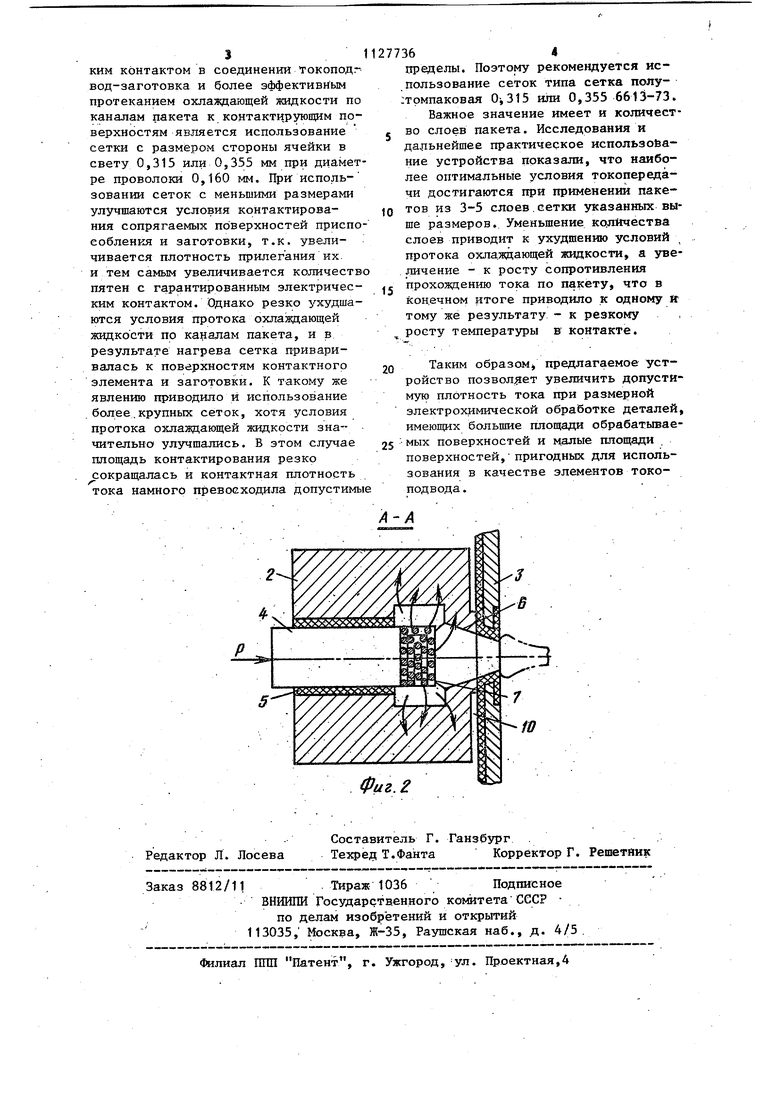
Изобретение относится к электрофи зическим и электрохимическим методам обработки, в частности к токоподводящим устройствам, при размерно электрохимической обработке о . Известно устройство для подвода тока к изделию при размерной электро химической обработке, в котором меяад контактным элементом и изделием уста новлена токопроводная прокладка, выполненная из сетки С I- Недостатком известного устройства является малая величина допустимой плотности тока в контакте токоподвод заготовка, поскольку большая часть фасонной поверхности заготовки не контактирует с поверхностью проклад ки. Целью изобретения является увели чение допустимой плотности тока. Поставленная цель достигается тем, что в устройстве для подвода тока к изделию при размерной электр химической обработке мезкду контактн элементом и Изделием установлена токопроводная прокладка, вьшолненная в виде многослойного пакета из 3-5 слоев сетки полутомпаковой 0,315 или 0,355. На фиг.1 представлена принципиал ная схема устройства .на фиг.2 разрез А-А на фиг.1. Устройство для подвода тока к об рабатываемой детали 1 состоит из корпуса 2, уплотнительной прокладки 3, контактного эле,мента, 4, электроизоляционной обоймы 5, токоведущей шины 6, токопроводной прокладки 7 и вставки 8. Внутренние поверхности, корпуса 2, контактная поверхность детали 1 и поверхность вставки 8 образуют полузакрытую зону, которая через отверстие 9 соединяется с системой подачи охлаждающей жидкости. Токопроводная прокладка 7 пред ставляет собой пакет из 3-5 слоев сетки Tijna сетка полутомпаковая ГОСТ 6613-73 с размером стороны йчейки в свету 0,315 или 0,355 мм при диаметре проволоки 0,160 мм. Уплотнительная прокладка 3 по контуру обрезинена, что способствует изоляции зоны токоподвода от рабочего пространства. Для предохранения резины прокладки 3 от перегре ва предусмотрены карманы 10, по которым циркулшрует охлаждающая жидкость. Изолирование корпуса 2 от Контактного элемента 4 изоляционной обоймой 5 исключает прохождение электрического тока через базовые поверхности корпуса и детали. Деталь 1, например, лопатка компрессора с замком типа ласточкин хвост, устанавливается в корпусе 2 по базовым поверхностям Б. Разъемная упЛотнительная обрезиненная прокладка 3 замыкается и запирается, герметизируя зону токоподвода от рабочего пространства. Контактный элемент 4, имеющий соответствующую форму контактной поверхности и смонтированньй в электроизоляционной обойме 5, вклеенной в свою очередь в корпус 2, соединен с положительным полюсом источника питания токоведущей имной 6. После установки детали 1 в корпусе. 2 между контактныs K поверхностями детали, 1 и элемента 4 помещается токопроводная прокладка 7, выполненная в виде многослойного пакета из сетки. На контактный элемент 4 перпендикулярно к контактной поверхности детали 1 прикладывается усилие Р, прижимающее деталь через прокладку 7 к базовым поверхностям -корпуса 2. В силу своей эластичности прокладка 7 плотно прилегает к контактирующим поверхностям детали 1 и хсонтактного элемента 4, обеспечивая многоточечный электрический контакт этих поверхностей. Через отверстие 9, расположенное в нижней части корпуса 2, в зону токоподвода под давлением до двух атмосфер подается вода. Снизу зона токоподвода уплотняется электроизоляционной вставкой 8. При прокачке воды через зону токоподвода в направлении снизу вверх она, проникая: в каналы прокладок 7, омывает контактирующие поверхности детали 1 и элемента 4, а также проволоку пакета прокладки 7 и уносит с собой тепло, пузырьки газа и пара;, образующиеся при прохождении электрического тока через элементы токоподвода. Вода циркулирует также по карманам ,10, охлаждая при этом близлежащие к базовым поверхности корпуса 2 и резину прокладки 3. . Лабораторные исследования и практика применения предлагаемого устройства на производстве показывает,, что наиболее оптимальным из условий достижения наибольшего числа пятен с гарантированным электричес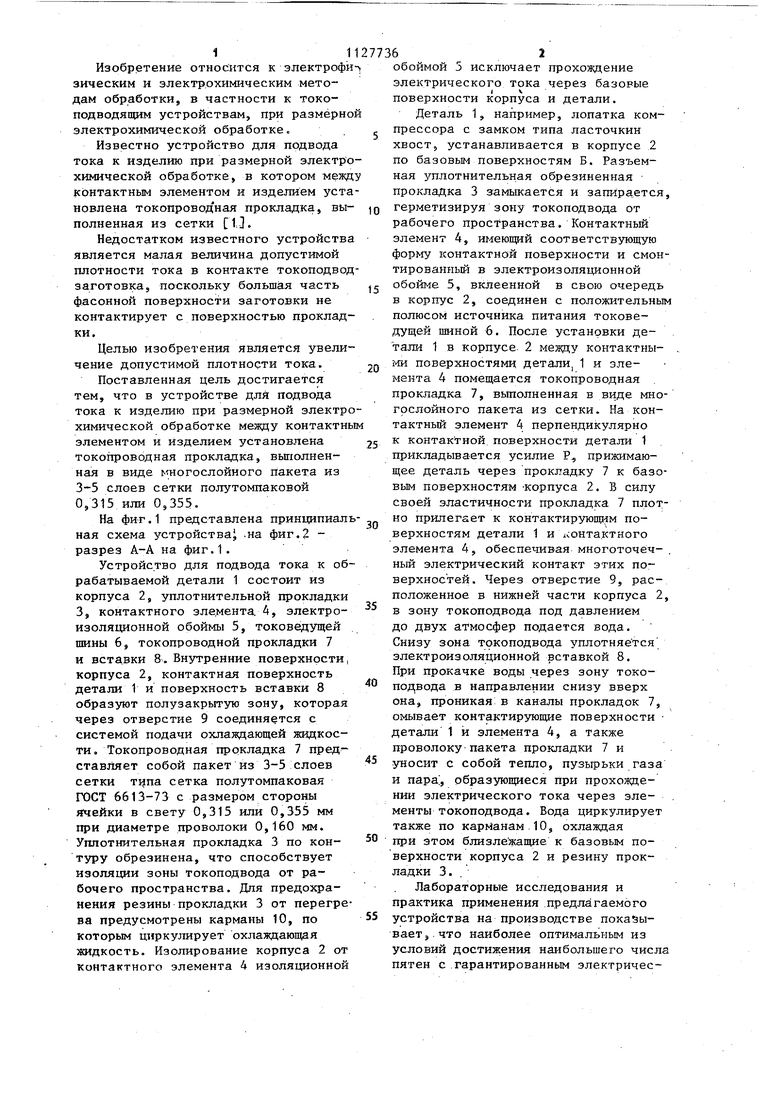
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления алмазных инструментов | 1986 |
|
SU1404316A1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ И СПЛАВОВ | 1995 |
|
RU2081214C1 |
| Устройство для формирования соединения при контактной сварке | 1977 |
|
SU664785A1 |
| Горелка для сварки магнитоуправляемой дугой | 1980 |
|
SU903011A1 |
| Электрод-инструмент для электрохимической обработки | 1980 |
|
SU979067A1 |
| Полуавтомат для заточки изделий типа инъекционных игл | 1980 |
|
SU931347A1 |
| Устройство для многоэлектродной электроэрозионной обработки | 1987 |
|
SU1562078A1 |
| Пуансон пресс-формы для горячего прессования | 1989 |
|
SU1622083A1 |
| Устройство для пайки электросопротивлением | 1985 |
|
SU1389958A1 |
| МНОГОСЛОЙНЫЙ ПАКЕТ ДЛЯ ТЕРМОСТАТИРОВАНИЯ ИЗДЕЛИЙ СЛОЖНОЙ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ | 2001 |
|
RU2225083C2 |
УСТРОЙСТВО ДЛЯ ПОДВОДА ТОКА К ИЗДЕЛИЮ ПРИ РАЗМЕРНОЙ ЭЛЕКТРОХШИЧЕСКОЙ ОБРАБОТКЕ, в котором мезкду контактным элементом .и изделием установлена токопроврдная прокладка, выполненная из сетки, отличающееся тем, что, с целью увеличения допустимой плотности тока, токопроводная прокладка выполнена в виде многослойного пакета из 35 слоев сетки полутомпаковой 0,315 или 0,355. ее о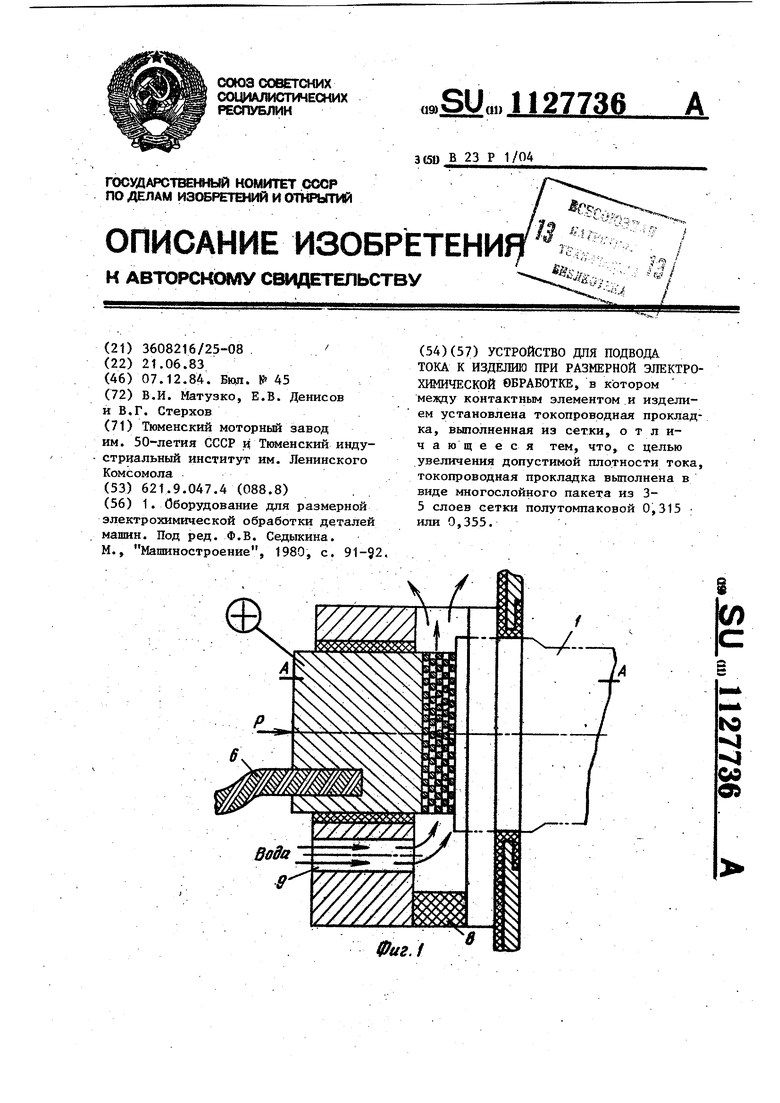
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Оборудование для размерной электрохимической обработки деталей машин | |||
| Под ред | |||
| Ф.В | |||
| Седыкина | |||
| М., Машиностроение, 1980, с | |||
| Огнетушитель | 0 |
|
SU91A1 |
