Изобретение относится к металлургии, в частности к разработке способов внепечной обработки чугуна.
Цель изобретения - повьшение .степени десульфурации чугуна и стали, улучшение условий труда и уменьшение уноса порошкообразных реагентов.
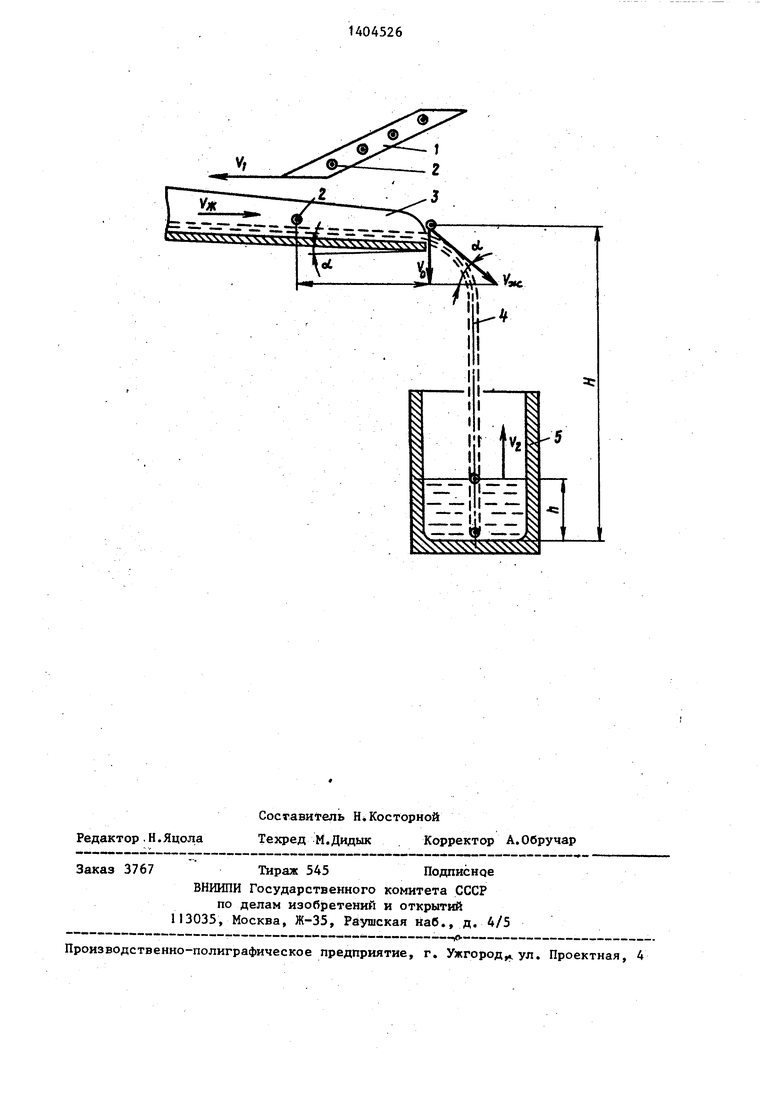
На чертеже представлена схема, поясняющая предлагаемый способ.
На схеме показано: место 1 начала подачи расфасовок, расфасовка 2, желоб 3, поток 4 жидкого металла, металлопри- емник 5, 1 - расстояние от места подачи расфасовки до конца желоба; h- полезная высота металлоприемника; Н - расстояние от конца желоба до дна металлоприемника; V - скорость передвижения места подачи расфасорки; Vg - скорость подъема (наполнения)
жидкого металла в металлоприемнике; УО - начальная скорость свободного падения расфасовки; od - угол наклона желоба; f - удельньй вес расплава; S - площадь сечения металлоприемника; t - время от начала подачи расфасовок.
Сущность предлагаемого способа заключается в обеспечении постоянства времени контакта расфасовки, содержащей порошкообразные реагенты, с жидким расплавом, сливаемым по желобу в ковш. Для этого место ввода расфасовки с реагентами перемещают против движения потока выпускаемого расплава.
Скорость передвижения места подачи расфасовок и модификатора в сливном желобе определяется уравнением:
| название | год | авторы | номер документа |
|---|---|---|---|
| Вихревой смеситель | 1978 |
|
SU779392A1 |
| Технологическая линия получения стали | 1990 |
|
SU1770373A1 |
| Устройство для обработки металла | 1990 |
|
SU1747499A1 |
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ ЖИДКОЙ СТАЛИ | 2012 |
|
RU2495138C1 |
| ПРОВОЛОКА ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ РАСПЛАВОВ | 2005 |
|
RU2299248C2 |
| Желоб для перелива жидкого металла | 1979 |
|
SU840655A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ДЕСУЛЬФУРАЦИИ ЧУГУНА | 2000 |
|
RU2187559C1 |
| Способ обработки расплавов | 1985 |
|
SU1315482A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПРИСАДКИ МАГНИЯ В РАСПЛАВЫ НА ОСНОВЕ ЖЕЛЕЗА | 2006 |
|
RU2317337C2 |
| ПРОВОЛОКА ДЛЯ ПРИСАДКИ МАГНИЯ В РАСПЛАВЫ НА ОСНОВЕ ЖЕЛЕЗА | 2002 |
|
RU2234539C2 |
Изобретение относится к металлургии и может быть.использовано при внепечной обработке чугуна и стали. Цель изобретения - повьшение степени десульфурации чугуна и стали, улучшение условий труда « уменьшение уноса порошкообразных реагентов. Предлагаемый способ включает подачу расфасовок с порошкообразными реагентами на ; струю расплава в сливной желоб при выпуске расплава в ковш. Место ввода расфасовок по мере заполнения ковша перемещают против движения потока выпускаемого расплава гри постоянстве времени от подачи расфасовки до ее раскрытия на поверхности расплава в ковше. Это обеспечивает повьш1ение степени десульфурации чугуна в 1,25 ра- Q за и снижение уноса порошкообразных реагентов на 20%. 2 з.п. ф-лы, 1 ил., 1 табл. ш СЛ
V
V,j -sinV +
2gH
Расстояние передвижения места подачи расфасовок от начала места их
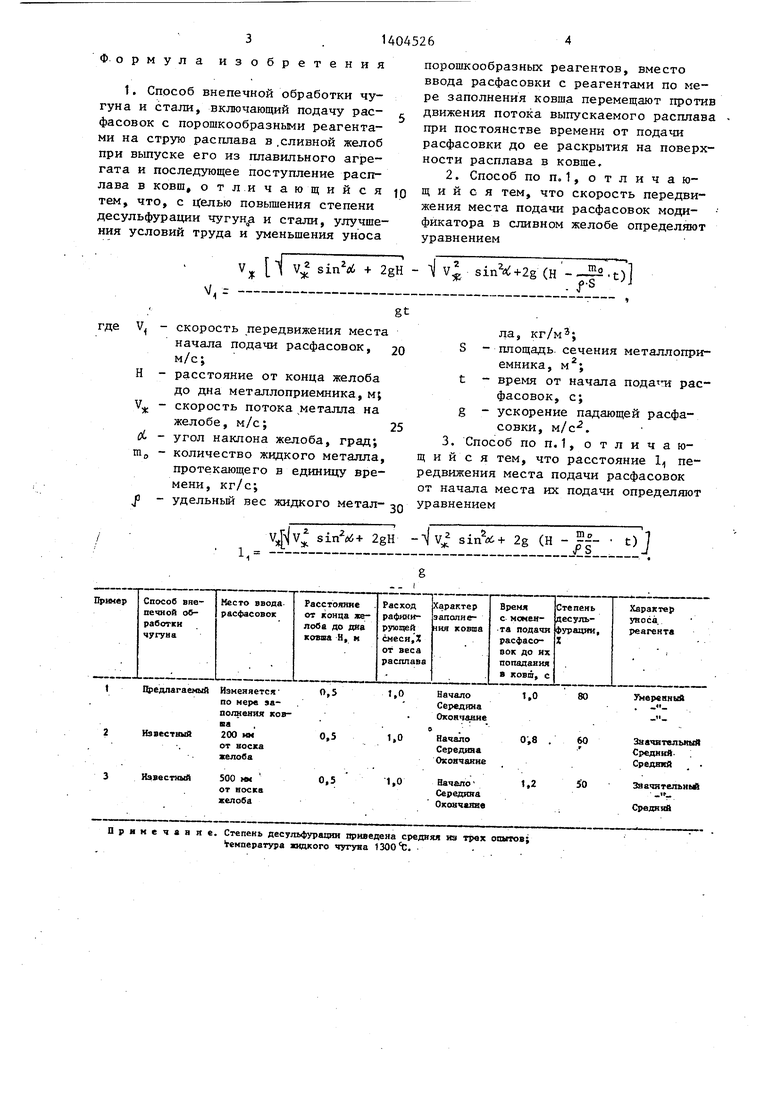
Результаты сравнительного анализа известного и предлагаемого способов внепе.чной обработки чугуна и степень его десульфурации приведены в таблице. Состав рафинирующей смеси,%: алюми- ниевьй порошок 20; хромовая руда 3,5; бентонитовая глина 3,5; известь ос- тальное.
При перемещении места подачи расфасовки со скоростью, обеспечивающей постоянство времени от подачи расфасовки до ее попадания и раскрывания на поверхности металла (примем 1), получается максимальная степень десульфурации из-за лучшего перемешивания смеси и жидкого металла. При подаче расфасовок с выбранного (200 мм от носка желоба) места без его перемещения при всех одинаковых условиях степень десульфурации на 15-20% ниже (пример 2) из-за плохого перемешивания порошкообразной смеси с расплав- ленным металлом вследствие выноса нераскрытой расфасовки на поверхност расплава, а при перемещении места подачи расфасовок с большей скоростью.
2g (H --.t)J
.LS.
подачи определяют уравнением
т.е. при увеличении времени ее попадания в ковш, расфасовки раскрываютс до соприкоснове11ия с поверхностью бурлящего металла, степень десульфурации уменьшается на 30% (пример 3) из-за большой потери смеси в виде Заносящейся газами пыли.
Пробы для анализа берут после пятиминутной вьщержки чугуна в ковше емкостью 7 л, футерованного магнезитовым порошком. Время выпуска металл в опытах 20 с.
Как следует из таблицы обеспечение постоянства времени контакта расфасовок с жидким чугуном за счет изменения места их подачи на струю расплава и перемещение этого места с указанной скоростью позволяет повысить степень десульфурации чугуна и стали, а также уменьшить унос реагентов потоками восходящих газов, образующихся в результате взаимодействия реагентов модификатора с расплавом. При этом степень десульфурации чугуна повышается на 20%.
Формула изобретения
.-V, i V, + 2gH gt
де V - скорость передвижения места
начала подачи расфасовок, 20 м/с;
расстояние от конца желоба до дна металлоприемника, м; скорость потока металла на желобе, м/с;25
угол наклона желоба, град; количество жидкого металла, протекающего в единицу времени, кг/с; удельньй вес жидкого метал- JQ
Н v Oiт„
Р Прнмечааяе. Степень десгльфурацнн приведена средняя на трех опытов; температура жцдкого чугуяа ISOOt.
порошкообразных реагентов, вместо ввода расфасовки с реагентами по мере заполнения ковша перемещают против движения потока выпускаемого расплава при постоянстве времени от подачи расфасовки до ее раскрытия на поверхности расплава в ковше,
- V sin «;+2g(H --|5.t)
- V
Ж
ла,
кг/м
b - площадь, сечения металлоприемника,
t - время от начала подает расфасовок, с;
g - ускорение падающей расфасовки, м/с.
| Авторское свидетельство СССР № 621177, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Ковалев Н.И | |||
| и др | |||
| Повышение качества чугунных отливок модифицированием | |||
| Обзор | |||
| -М., НИИМАШ, 1982, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
