«4;; о
4
сл
Од
Изобретение относится к черной металлургии, а именно к способам нагрева заготовок и проходных пламенных печах перед обработкой давлением, . может быть использовано в машиностроительной промьппленности.
Цель изобретения - повьшение качества нагрева и производительности работы печи.
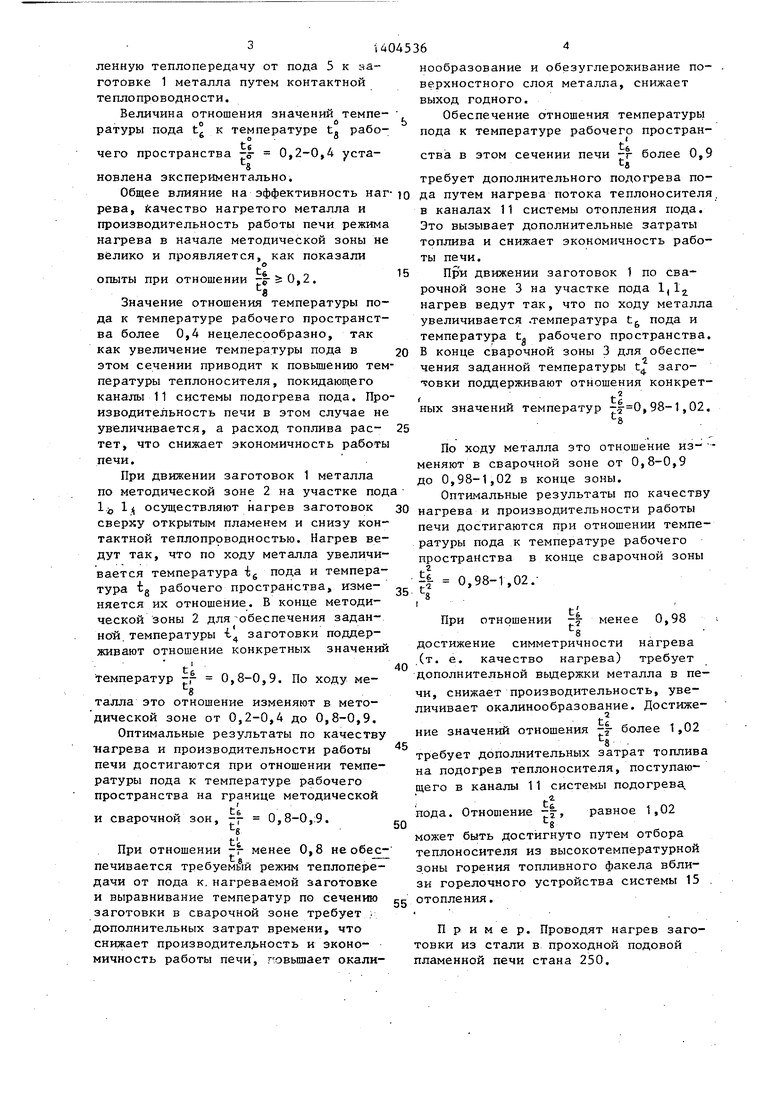
На фиг.1 графически показано изменение температур заготовки, рабочего пространства и пода по длине печи; на фиг.2 - проходная подовая пламенная печи для реализации способа, продольный разрез.
Способ нагрева заготовок в проходной подовой пламенной печи включает нагрев заготовок 1 металла в методической зоне 2 протяженностью Igl, и в сварочной зоне 3 протяженностью 1,1 (фиг.2) по заданному температурному графику - линия 4 (фиг.1). При этом температуру пода 5 изменяют по длине печи по одному графику - линия 6, а рабочего пространства 7 печи - по другому графику - линия 8. Нагрев ведут с превышением температуры (линия 6) пода 5 над температурой (линия 4) заготовки 1 металла, при этом от- ношения температуры пода 5 к температуре рабочего пространства 7 изменяют по длине печи от одного сечения к другому. Конкретные значения температур в конкретных сечениях печи поддер живают следующими.Температура (линия 4) заготовки 1 в начале методической зоны 2 - t4 , в конце методической зоны 2 - t , в конце сварочной зоны 3 - t. ,Значения температуры (линия 6) пода 5 соответственно поддерживают tg J t f, tg . Значения температуры (линия 8) рабочего пространства 7 под.0 .1 J.5
держивают соответственно tg, tg, tg. Отношение температуры пода (tg) к температуре рабочего пространства (tft) изменяют по ходу металла в мето- I
дической зоне 2 от значений -|- 0,28 t 0,4, В начале зоны до значений -г
8
0,8-0,9 в конце зоны, а в сварочной зоне от значений -г 0,8-0,9 в начаto.2
ле сварочной зоны до значений
t6
,02 в конце сварочной зоны.
Для реализации предлагаемого способа используют методическую печь.
имеющую рабочее пространство 7, ограниченное стенами 9, сводом 10 и подом 5, выполненньгми из огнеупорных материалов. Под 5 снабжен системой подогрева пода, выполненной в виде каналов 11 в поду 5 для прохода теплоносителя, закрытых сверху подовой плитой 12. Последняя выполнена из материала, обладающего высокой теплопроводностью. Заготовку 1 металла располагают на полу 5 и проталкивают по мере нагрева до заданной температуры соответствующей графику - линия 4, из методической зоны 2 в сварочную зону 3 от окна 13 загрузки к окну 14 выдачи. Печь снабжена системой 15 отопления, предназначенной для сжигания топлива, получения горячих продуктов сгорания (теплоносителя) и передачи тепла.заготовкам 1 металла. Передачу тепла заготовкам 1 осуществляют сверху из рабочего пространства 7 и снизу от подогретого пода 5 через подовую плиту 12. Подогрев пода 5 осуществляют, пропуская теплоноситель по каналам 11 системы подогрева пода 5, соединенным на входе с высокотемпературной зоной горения топлива, а на выходе с общей системой ды- моудаления из печи.
Нагрев заготовок 1 осуществляют следующим образом.
Холодную заготовку 1 помещают через окно 13 загрузки в рабочее пространство 7 на подовую плиту 12 пода 5 а затем продвигают по поду 5 по мере нагрева к окну 14 выдачи. Конкретные значения температуры рабочего пространства (tg с помощью регулирования подачи топлива поддерживают по длине печи в соответствии с графиком 8, а конкретные значения температуры пода (tg) - в соответствии с графиком 6, регулируя подачу теплоносителя в каналы 11 системы подогрева пода 5 из высокотемпературной зоны горения топлива. Регулируя подачу теплоносителя в каналы 11, подбирают начальную температуру t° пода 5. Изменение температуры tg по длине пода в соответствии с графиком 6 обеспечивают формой каналов, проходным сечением или, например, дополнительным подогревом теплоносителя в каналах 11.
В начале методической зоны 2 температуру tg поддерживают вьщ1е заданной температуры t, соответствующей графику 4, что обеспечивает направленную теплопередачу от пода 5 к заготовке 1 металла путем контактной теплопроводности.
Величина отношения значений темпе- ратуры пода t° к температуре t. рабоtsчего пространства -1- 0,2-0,4 уста 8новлена экспериментально.
Общее влияние на эффективность наг рева, Качество нагретого металла и производительность работы печи режима нагрева в начале методической зоны не Велико и проявляется, как показали
о
опыты при отношении -|-feO,2.
в
Значение отношения температуры пода к температуре рабочего пространства более 0,4 нецелесообразно, так как увеличение температуры пода в этом сечении приводит к повышению температуры теплоносителя, покидающего каналы 11 системы подогрева пода. Производительность печи в этом случае не увеличивается, а расход топлива рас- тет, что снижает экономичность работы печи.
При движении заготовок 1 металла по методической зоне 2 на участке под 1., 1 осуществляют нагрев заготовок сверху открытым пламенем и снизу контактной теплопроводностью. Нагрев ведут так, что по ходу металла увеличивается температура ig пода и температура tg рабочего пространства, изме- няется их отношение. В конце методической зоны 2 для-обеспечения заданподдер-значений
но-й температуры i заготовки живают отношение конкретных
t;
температур -р 0,8-0,9. По ходу ме8
талла это отношение изменяют в методической зоне от 0,2-0,4 до 0,8-0,9.
Оптимальные результаты по качеству нагрева и производительности работы печи достигаются при отношении температуры пода к температуре рабочего пространства на границе методической
и сварочной зон, -f 0,8-0,;9.
-g I
При отношении -г менее 0,8 не обес печивается требуемой режим теплопередачи от пода к. нагреваемой заготовке и выравнивание температур по сечению заготовки в сварочной зоне требует . дополнительных затрат времени, что снижает пpoизвoдитeл нocть и экономичность работы печи, повышает окалинообразование и обезуглероживание поверхностного слоя металла, снижает выход годного.
Обеспечение отношения температуры пода к температуре рабочего пространства в этом сечении печи -г более 0,9
tj
требует дополнительного подогрева пода путем нагрева потока теплоносителя в каналах 11 системы отопления пода. Это вызывает дополнительные затраты топлива и снижает экономичность работы печи.
При движении заготовок 1 по сварочной зоне 3 на участке пода 1, 1. нагрев ведут так, что по ходу металла увеличивается .температура t пода и
температура t. рабочего пространства.
В конце сварочной зоны 3 для обеспе
чения заданной температуры t заготовки поддерживают отношения конкрет |t-t
ных значений температур , 98-1,02.
-8
t
По ходу металла это отношение из- - меняют в сварочной зоне от 0,8-0,9 до 0,98-1,02 в конце зоны.
Оптимальные результаты по качеству нагрева и производительности работы печи достигаются при отношении температуры пода к температуре рабочего пространства в конце сварочной зоны
l 0,98-1,02.При отношении
ti tl
менее 0,98
0
5
0
достижение симметричности нагрева (т. е. качество нагрева) требует дополнительной вьщержки металла в печи, снижает производительность, увеличивает окалинообразование. Достижеtlние значений отношения -f более 1,02
8 требует дополнительных затрат топлива
на подогрев теплоносителя, поступающего в каналы 11 системы подогрева,
J.2.
пода. Отношение -|-, -s
равное 1,02
5
может быть достигнуто путем отбора теплоносителя из высокотемпературной зоны горения топливного факела вблизи горелочного устройства системы 15 отопления.
Пример. Проводят нагрев заготовки из стали в проходной подовой пламенной печи стана 250.
5140А536
Нагрев заготовки ведут по температурному режиму, представленному в таблице.
Использование предлагаемого способа позволяет обеспечить направленную теплопередачу от пода к нижней поверхности заготовки за счет контактной теплопроводности и симметричность нагрева, а кроме того, повышается каче-10 на сплошного пода до температуры вьппе ство нагрева металла. Симметричный заданной температуры нагрева металла, нагрев позволяет отказаться от допол- нительной вьщержки заготовок в сварочной зоне, сократить время нагрева и,
15
ствами, установленными в верхней части методической и сварочной зон, включающий двусторонний подвод теп- с ла сверху и снизу металла, отличающийся тем, что, с целью повьшения качества нагрева и производительности работы печи, нагрев металла снизу осуществляют путем нагреа отношение температуры пода к температуре рабочего пространства изменяют по длине печи.
тем самым, повысить производительность печи..
Формула изобретения
1. Способ нагрева заготовок,преимущественно в проходной печи со сплошным подом и горелочными устрой20
2. Способ по п.1, отличающий с я тем, что в методической зоне отношение температуры пода к температуре рабочего пространства по ходу металла изменяют от 0,2-0,4 до 0,8-0,9, а в сварочной зоне - от 0,8- 0,9 до 0,98-1,02.
на сплошного пода до температуры вьппе заданной температуры нагрева металла,
ствами, установленными в верхней части методической и сварочной зон, включающий двусторонний подвод теп- ла сверху и снизу металла, отличающийся тем, что, с целью повьшения качества нагрева и производительности работы печи, нагрев металла снизу осуществляют путем нагрена сплошного пода до температуры вьппе заданной температуры нагрева металла,
а отношение температуры пода к температуре рабочего пространства изменяют по длине печи.
2. Способ по п.1, отличающий с я тем, что в методической зоне отношение температуры пода к температуре рабочего пространства по ходу металла изменяют от 0,2-0,4 до 0,8-0,9, а в сварочной зоне - от 0,8- 0,9 до 0,98-1,02.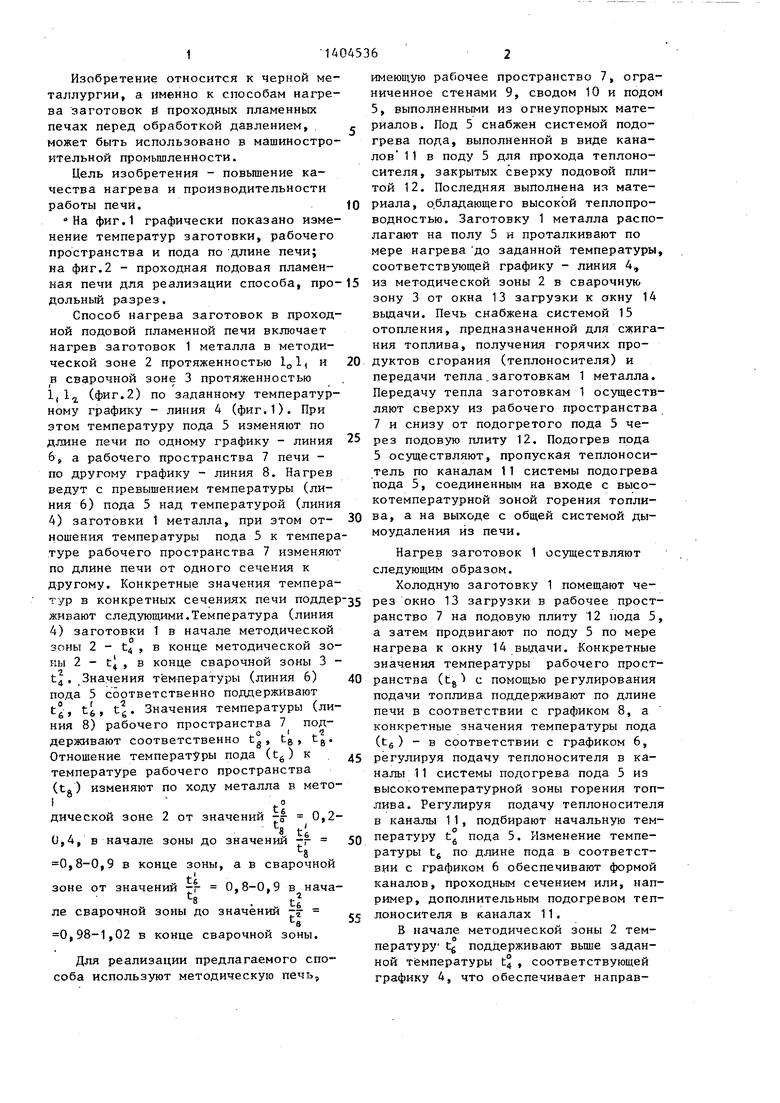

| название | год | авторы | номер документа |
|---|---|---|---|
| ЮЕСинЗЗНАЯПATEBTHe4EXШi^•rHДe | 1973 |
|
SU378692A1 |
| Под нагревательной печи | 1986 |
|
SU1394016A1 |
| Способ отопления пламенных печей | 1983 |
|
SU1235939A1 |
| Проходная печь для нагрева | 1978 |
|
SU877288A1 |
| НАГРЕВАТЕЛЬНАЯ ПЕЧЬ С ШАГАЮЩИМ ПОДОМ ДЛЯ НАГРЕВА ДЛИННОМЕРНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2114185C1 |
| Способ нагрева металла | 1987 |
|
SU1451511A1 |
| Методическая печь | 1977 |
|
SU662603A1 |
| Методическая печь | 1982 |
|
SU1067329A1 |
| Методическая печь | 1987 |
|
SU1439372A1 |
| Нагревательная печь | 1989 |
|
SU1688087A1 |
Изобретение относится к черной металлургии, а именно к способам нагрева заготовок в проходных пламенных печах перед обработкой давлением.. Целью изобретения является повьшение качества нагрева и производительности работы печи. Способ нагрева заготовок в проходной печи со сплошньм подом и горелочными устройствами, установленными в верхней части методической и сварочной зон, включает двусторонний подвод тепла сверху и снизу металла. Нагрев металла снизу осуществляют путем нагрева сплошного тгода до температуры выше заданной температуры нагрева металла, а отношение температуры пода к температуре рабочего пространства изменяют по длине печи. Отношение температуры пода к температуре рабочего пространства по ходу металла в методической зоне изменяют от 0,2-0,4 до 0,8-0,9, а в сварочной зоне - от 0,8-0,9 до 0,98-1,02. 1 з.п. ф-лы, 2 ил., 1 табл. с е
100 200 800
900 1000 1180
1180 1190 1220
Направление движения газов
i
fp Методическая зима
0,25 0,85 0,98
ti
HanpaSASMUs металла
ц СдарочНая зона
2
Фиг-i
Ю 3
Фиг. 2
| ЮЕСинЗЗНАЯПATEBTHe4EXШi^•rHДe | 0 |
|
SU378692A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Тайц Н.Ю., Розенгарт Ю.И | |||
| Методические нагревательные печи | |||
| - Метал- лургиздат, 1964. | |||
