сл
ся о
9if
Изобретение относится к гальваног технике, в частности к устройствам для изготовления абразивного инструмента заращиванием абразивного порошк на рабочей кромке инструмента гальваническим осадком металла.
Цель изобретения - повьппение качества инструмента за счет увеличения концентрации абразивных частиц в галь ваническом осадке,
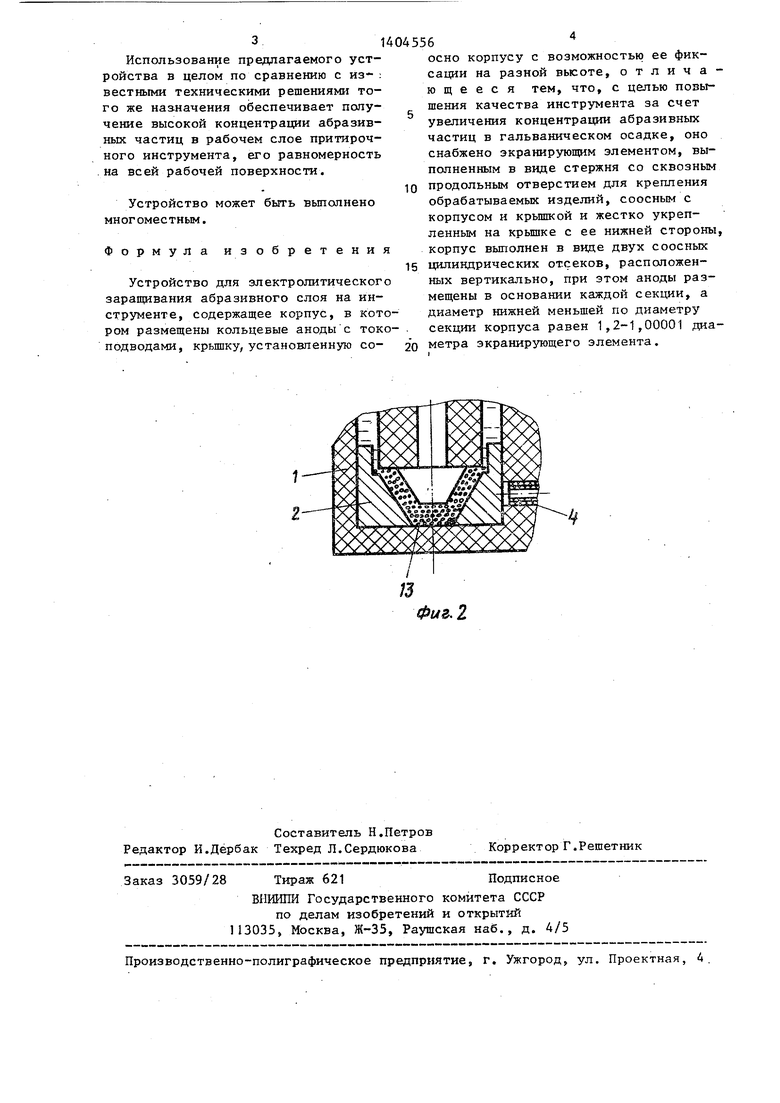
На фиг. 1 показано предлагаемое устройство, поперечный разрез; на фиг. 2 - то же, в положении закрепления абразива, фрагмент.
Устройство для злектролитического заращивания абразивного слоя на фигурном притирочном инструменте содержит корпус 1, представляющий собой электролизер, в углублении которого поме- щены кольцевые фигурные аноды 2 и 3 с токоподводами 4 и 5.
Крьшка 6 зафиксирована на направляющих стойках 7 при помощи ограничительных 8 и прижимных 9 гаек. В крьшке 6 при помощи токоподвода Ю закреплен катод 11, функцию которого выполняет заготовка притирочного инструмента. Соосно С отверстием для закрепления притирочного инструмента в крышке 6 к нижней ее стороне прикреплен экранирующий элемент 12, выполненный со сквозным осевым отверстием.
В верхнем отсеке электролизера по мещен кольцевой фигзфный анод 3, а в нижнем меньшем по диаметру чем верх-: НИИ - анод 2, верхняя внутренняя часть которого выполнена в виде цилиндра, диаметр которого равен 1,2- 1,00001 диаметра экранирующего порщ- невого элемента, а поверхность нижней внутренней его части эквидистантна рабочей поверхности заготовки притирочного инструмента.
Устройство работает следующим образом.
При подготовке устройства к работе в углублении корпуса 1 помещаются кольцевые фигурные аноды 2 и 3, конфигурация внутренних стенок которых соответствует форме рабочей части заготовки фигурного притирочного инструмента. .К анодам подключаются то- коподводы 4, и 5. Объемj образованный внутренними стенками нижнего фигурного анода 2, заполняется абразивным материалом 13. В посадочное отверстие жестко соединенных экранирую
д
5
0
5 .«
щего поршневого элемента 12 и крьшки 6 вставляется технологическая часть (хвостовик) заготовки фигурного притирочного инструмента и фиксируется ввинчиванием токоподвода 10.
Крышка 6 в сборе с экранирующим элементом и заготовкой инструмента устанавливается на направляющие стойки 7 и фиксируется по высоте при помощи ограничительных гаек 8.
Закрепление абразивного материала проводится следующим образом.
Электролизер заполняется электролитом. Ограничительные гайки 8 устанавливаются в крайнее нижнее положение. Завинчиванием прижимных гаек 9 экранирующий поршневой элемент 12 вводят в фаски цилиндрической части нижнего кольцевого фигурного анода 2. При этом закрывается пространство, образованное поверхностью анода 2, дном электролизера и торцом элемента 12, заполненное абразивным материалом и электролитом. Дальнейшим завинчиванием прижимных гаек 9, т.е. перемещением вниз экранирующего поршневого элемента 12, создается давление на твердые частицы абразивного материала и обеспечивается их плотный прижим к рабочей части фигурного притирочного инструмента. Токоподводы 4 и 10 подключаются к соответствующим клеммам источника постоянного тока и проводится электроосаждение металла.
Для заращивания прикрепленного абразивного материала в свободном от абразивных частиц объеме электролита прижимные Гайки 9 (фиг. 1) отвинчиваются в крайнее верхнее положение. При .помощи ограничительных гаек 8 крышка 6 поднимается на высоту, обеспечивающую расположение на одном дс Зфовне рабочей части инструмента 11 и верхнего фигурного кольцевого ано0
5
0
5
да 3. От клеммы + источника питания отсоединяется токоподвод 4 и присоединяется токоподвод 5.
После заращивания. абразивных частиц отвинчиваются прижимные гайки 9 (фиг. 1), снимается крышка 6, отсоединяется токоподвод 10 и извлекается притирочный инструмент 11.
Равномерность абразивосодержащего слоя на фигурном притирочном инструменте обеспечивается путем использования фигурных кольцевых анодов (фиг. 2).
Использование предлагаемого устройства в целом по сравнению с из- ; вестными техническими решениями того же наэначения обеспечивает получение высокой концентрации абразивных частиц в рабочем слое притирочного инструмента, его равномерность на всей рабочей поверхности.
Устройство может быть выполнено многоместным.
Формула изобретения
Устройство для электролитического заращивания абразивного слоя на инструменте, содержащее корпус, в котором размещены кольцевые аноды с токо- подводами, крьшку, установленную соосно корпусу с возможностью ее фиксации на разной высоте, отличающееся тем, что, с целью повышения качества инструмента за счет увеличения концентрации абразивных частиц в гальваническом осадке, оно снабжено экранирующим элементом, выполненным в виде стержня со сквозным
продольным отверстием для крепления обрабатываемых изделий, соосным с корпусом и крышкой и жестко укрепленным на крьш1ке с ее нижней стороны, корпус выполнен в виде двух соосных
цилиндрических отсеков, расположенных вертикально, при этом аноды размещены в основании каждой секции, а диаметр нижней меньшей по диаметру секции корпуса равен 1,2-1,00001 диаметра экранирзтощего элемента.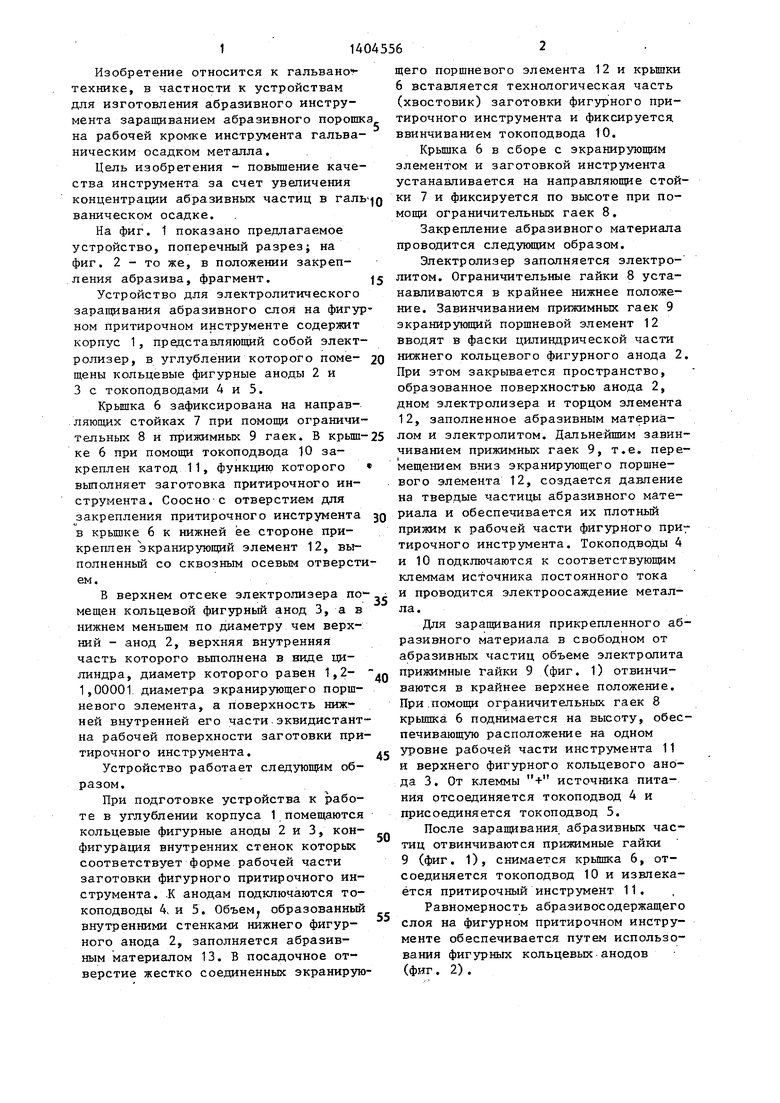
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления алмазного инструмента на гальванической связке с повышенной износостойкостью, модифицированной углеродными нанотрубками | 2016 |
|
RU2660434C2 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU1004086A1 |
| Способ изготовления абразивного инструмента | 1984 |
|
SU1250449A1 |
| Приспособление для изготовления фасонных правящих роликов методом гальваностегии | 1990 |
|
SU1808680A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРО-АБРАЗИВНЫХ КРУГОВ | 1973 |
|
SU368969A1 |
| ЭЛЕКТРОХИМИЧЕСКИЙ СПОСОБ И УСТРОЙСТВО НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ОЧИСТКИ ВОДЫ | 2005 |
|
RU2305071C2 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ВЫДЕЛЕНИЯ МЕТАЛЛОВ | 1998 |
|
RU2133304C1 |
| Способ электрохимической очистки сточных вод и устройство для его осуществления | 1988 |
|
SU1583362A1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ ОЗОНА | 2004 |
|
RU2285061C2 |
| Устройство токоподвода к электроду для электролитического получения окислителей перекисного типа | 2018 |
|
RU2711425C2 |
Изобретение относится к гальванотехнике, в частности к устройствам для изготовления абразивного инструмента с применением электролитического заращивания абразивных зерен. Устройство содержит корпус 1, фигурные аноды 2 и 3 с токоподводами 4 и 5 и крьшшу 6, Отличительная особенность устройства состоит в наличии экрайи- рующего элемента 12 и в выполнении корпуса 1 в виде двух соосных цилиндрических отсеков, расположенных вертикально . Указанное от.пичие обеспечивает вначале закрепление плотно прижатого к катоду слоя абразивньк частиц в нижнем цилиндрическом отсеке, а затем заращивание частиц в верхнем отсеке, чем достигается увеличение концентрации абразивных частиц в гальваническом осадке. 2 ил. g
Фиг. 2
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Патент США № 4082640, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
