Изобретение относится к изготовлению абразивного инструмента на гальванической связке, в частности к конструкциям устройств для получения фасонных алмазных правящих роликов методом гальваностегии.
Для повышения качества фасонных правящих роликов путем равномерного распре- деления зерен алмазов на рабочей поверхности изделия в приспособлении для изготовления фасонных правящих роликов методом гальваностегии, содержащем основание с центральным стержнем для установки корпуса обрабатываемого изделия и- цилиндрическую перфорированную обечайку из диэлектрического материала с диаметром большим диаметра обрабатываемого изделия, обечайка выполнена разрезной с чехлом из материала стойкого к среде электролита и снабжена зажимными регулирующими элементами, равномерно распределенными по ее высоте, причем
концы обечайки установлены с возможно- « стью соединения внахлест.
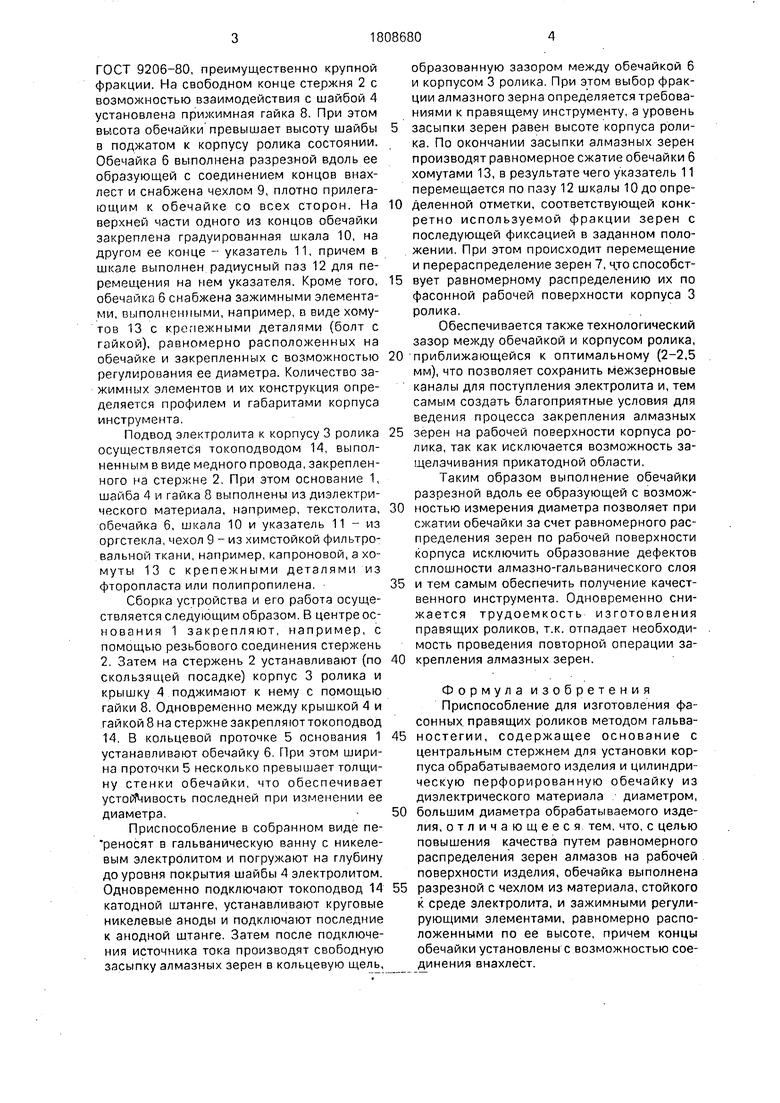
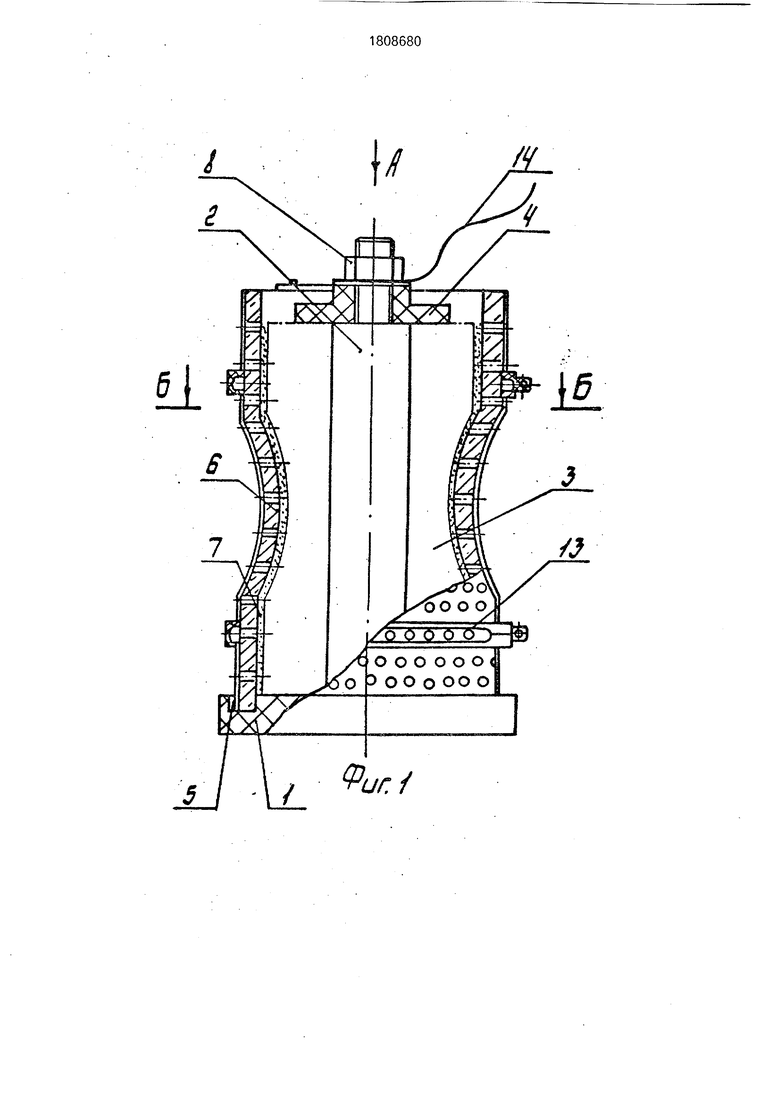
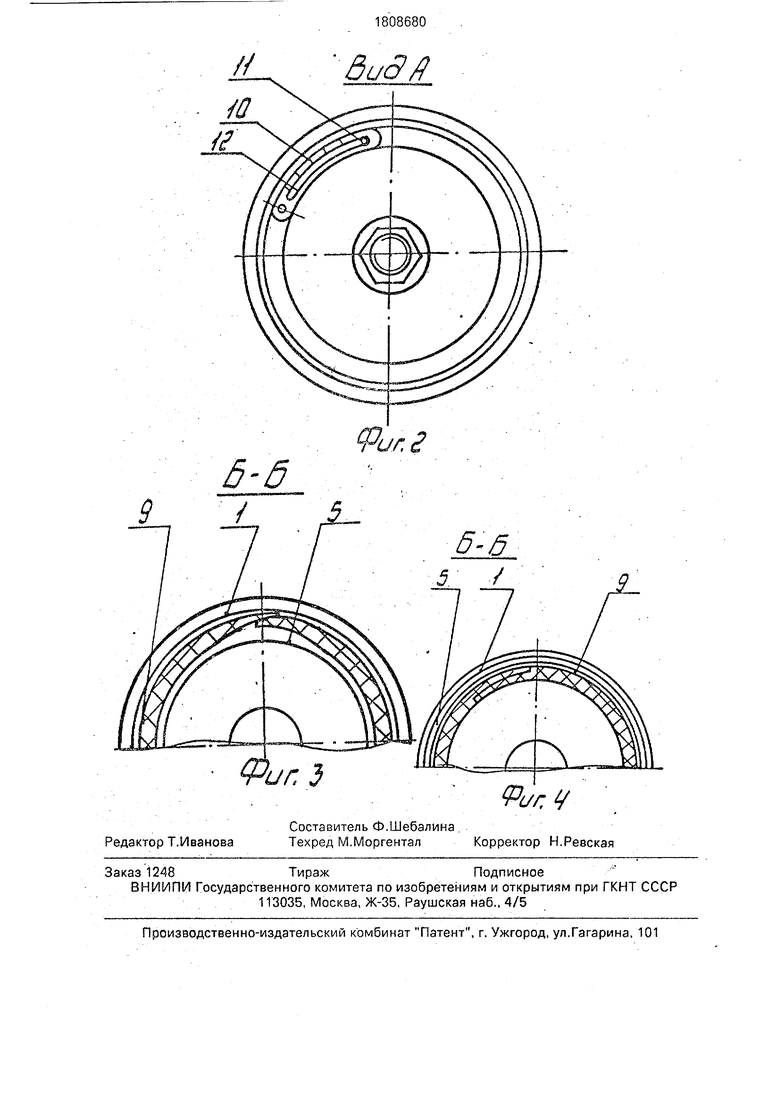
На фиг. 1 показан общий вид устройства, разрез; на фиг, 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1 (обечайка в исходном состоянии); на фиг. 4 - разрез Б-Б на фиг. 1 (обечайка в сжатом состоянии).
Устройство состоит из основания 1 с закрепленным на нем стержнем 2, выполненным из электропроводного материала и предназначенным для установки корпуса 3 ролика, шайбы 4, закрепленной на стержне. На основании 1 имеется кольцевая проточка 5, в которой с зазором концентрично корпусу 3 и соответственно стержню 2 установлена перфорированная обечайка 6, выполненная по форме ответной профилю рабочей поверхности ролика с образованием кольцевой щели для загрузки абразивных зерен 7, в частности алмазных синтетических шлифовальных порошков по
ел
с
00
о
IOO
о
00
о
ГОСТ 9206-80, преимущественно крупной фракции. На свободном конце стержня 2 с возможностью взаимодействия с шайбой 4 установлена прижимная гайка 8. При этом высота обечайки превышает высоту шайбы в поджатом к корпусу ролика состоянии. Обечайка 6 выполнена разрезной вдоль ее образующей с соединением концов внахлест и снабжена чехлом 9, плотно прилегающим к обечайке со всех сторон. На верхней части одного из концов обечайки закреплена градуированная шкала 10, на другом ее конце - указатель 11, причем в шкале выполнен радиусный паз 12 для перемещения на нем указателя. Кроме того, обечайка 6 снабжена зажимными элементами, выполненными, например, в виде хомутов 13 с крепежными деталями (болт с гайкой), равномерно расположенных на обечайке и закрепленных с возможностью регулирования ее диаметра. Количество зажимных элементов и их конструкция определяется профилем и габаритами корпуса инструмента.
Подвод электролита к корпусу 3 ролика осуществляется токоподводом 14, выполненным в виде медного провода, закрепленного на стержне 2. При этом основание 1, шайба 4 и гайка 8 выполнены из диэлектрического материала, например, текстолита, обечайка 6, шкала 10 и указатель 11 - из оргстекла, чехол 9 - из химстойкой фильтровальной ткани, например, капроновой, а хомуты 13 с крепежными деталями из фторопласта или полипропилена.
Сборка устройства и его работа осуществляется следующим образом. В центре ос- нования 1 закрепляют, например, с помощью резьбового соединения стержень 2. Затем на стержень 2 устанавливают (по скользящей посадке) корпус 3 ролика и крышку 4 поджимают к нему с помощью гайки 8. Одновременно между крышкой 4 и гайкой 8 на стержне закрепляюттокоподвод 14. В кольцевой проточке 5 основания 1 устанавливают обечайку 6. При этом ширина проточки 5 несколько превышает толщину стенки обечайки, что обеспечивает устойчивость последней при изменении ее диаметра.
Приспособление в собранном виде пе- реносят в гальваническую ванну с никелевым электролитом и погружают на глубину до уровня покрытия шайбы 4 электролитом. Одновременно подключают токоподвод 14 катодной штанге, устанавливают круговые никелевые аноды и подключают последние к анодной штанге. Затем после подключения источника тока производят свободную засыпку алмазных зерен в кольцевую щель.
образованную зазором между обечайкой 6 и корпусом 3 ролика. При этом выбор фракции алмазного зерна определяется требованиями к правящему инструменту, а уровень
засыпки зерен равен высоте корпуса ролика. По окончании засыпки алмазных зерен производят равномерное сжатие обечайки 6 хомутами 13, в результате чего указатель 11 перемещается по пазу 12 шкалы 10 до опреДеленной отметки, соответствующей конкретно используемой фракции зерен с последующей фиксацией в заданном положении. При этом происходит перемещение и перераспределение зерен 7, что способствует равномерному распределению их по фасонной рабочей поверхности корпуса 3 ролика.
Обеспечивается также технологический зазор между обечайкой и корпусом ролика,
приближающейся к оптимальному (2-2,5 мм), что позволяет сохранить межзерновые каналы для поступления электролита и, тем самым создать благоприятные условия для ведения процесса закрепления алмазных
зерен на рабочей поверхности корпуса ролика, так как исключается возможность за- щелачивания прикатодной области.
Таким образом выполнение обечайки разрезной вдоль ее образующей с возможностью измерения диаметра позволяет при сжатии обечайки за счет равномерного распределения зерен по рабочей поверхности корпуса исключить образование дефектов сплошности алмазно-гальванического слоя
и тем самым обеспечить получение качественного инструмента. Одновременно снижается трудоемкость изготовления правящих роликов, т.к. отпадает необходимость проведения повторной операции закрепления алмазных зерен.
Формула изобретения Приспособление для изготовления фасонных, правящих роликов методом гальваностегии, содержащее основание с центральным стержнем для установки корпуса обрабатываемого изделия и цилиндрическую перфорированную обечайку из диэлектрического материала диаметром,
большим диаметра обрабатываемого изделия, отличающееся тем, что, с целью повышения качества путем равномерного распределения зерен алмазов на рабочей поверхности изделия, обечайка выполнена
разрезной с чехлом из материала, стойкого к среде электролита, и зажимными регулирующими элементами, равномерно расположенными по ее высоте, причем концы обечайки установлены с возможностью соединения внахлест.
| название | год | авторы | номер документа |
|---|---|---|---|
| Правящий абразивный инструмент и способ его изготовления | 1983 |
|
SU1138304A1 |
| Способ изготовления абразивного инструмента | 1989 |
|
SU1682153A1 |
| Способ изготовления сложнопрофильного абразивного инструмента | 1990 |
|
SU1754430A1 |
| Способ изготовления абразивного инструмента гальваническим методом | 1982 |
|
SU1021588A1 |
| Способ изготовления абразивного инструмента | 1986 |
|
SU1407783A1 |
| КОНСТРУКЦИЯ КАТОДА ДЛЯ ПРАВКИ КРУГА ПРИ КОМБИНИРОВАННОЙ ЭЛЕКТРОАЛМАЗНОЙ ОБРАБОТКЕ | 2010 |
|
RU2446039C2 |
| Способ изготовления алмазного инструмента | 1985 |
|
SU1316804A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРО-АБРАЗИВНЫХ КРУГОВ | 1973 |
|
SU368969A1 |
| Способ изготовления абразивного инструмента | 1984 |
|
SU1328179A1 |
| Способ изготовления абразивного инструмента | 1984 |
|
SU1234176A1 |
.Изобретение относится к изготовлению абразивного инструмента на гальванической связке, в частности к конструкциям устройств для получения фасонных алмазных правящих роликов методом гальваностегии. Сущность изобретения: обечайка выполнена разрезной с чехлом из материала стойкого к среде электролита и зажимными регулирующими элементами равномерно расположенными по высоте. Концы обечайки установлены с возможностью соединения внахлест. 4 ил.
| Способ изготовления абразивного инструмента | 1984 |
|
SU1250449A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ изготовления абразивного инструмента | 1975 |
|
SU523795A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
