0
00 П
ОП1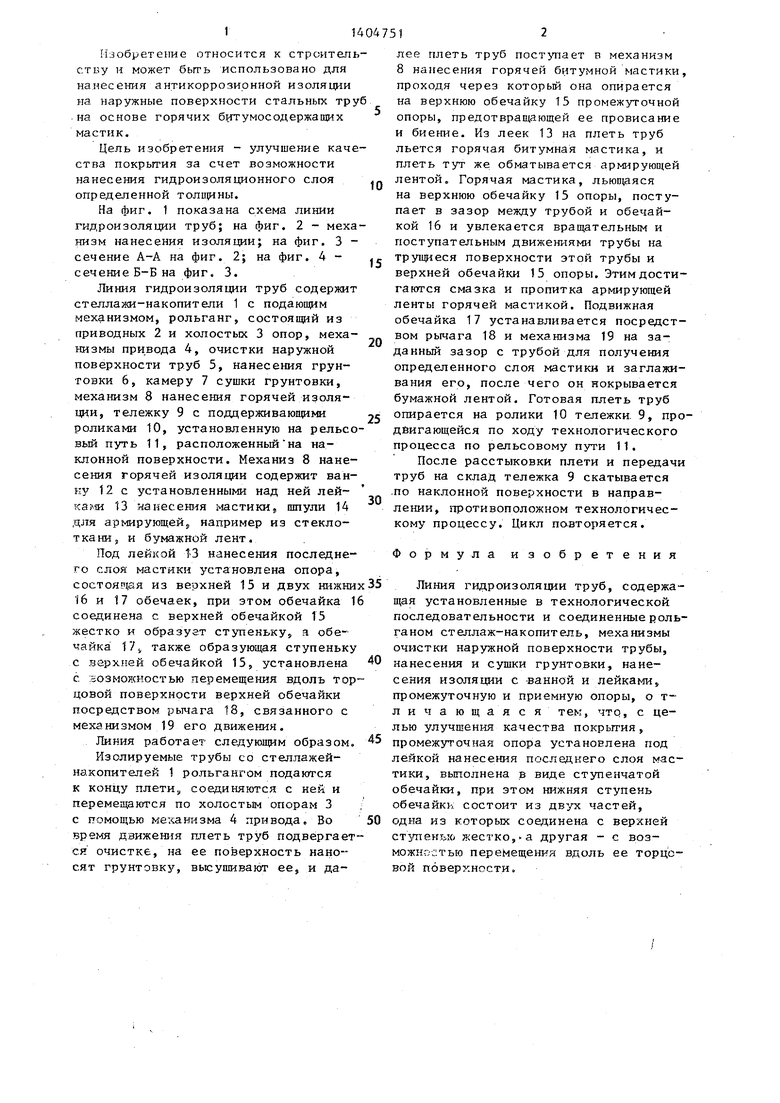
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия нанесения антикоррозионной изоляции труб | 1984 |
|
SU1352149A1 |
| Линия нанесения антикоррозионной изоляции | 1980 |
|
SU966389A1 |
| СПОСОБ РЕМОНТА КРОВЕЛЬНЫХ ПОКРЫТИЙ | 1990 |
|
RU2024702C1 |
| ЛИНИЯ ДЛЯ ГИДРОИЗОЛЯЦИИ ТРУБ | 1999 |
|
RU2143633C1 |
| Способ изготовления сборных железобетонных элементов | 1981 |
|
SU952827A1 |
| СПОСОБ ФОРМИРОВАНИЯ ДОРОЖНОЙ ОДЕЖДЫ И КОНСТРУКЦИЯ ДОРОЖНОЙ ОДЕЖДЫ, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2016 |
|
RU2633844C1 |
| Способ гидроизоляции бетонной поверхности | 1977 |
|
SU707284A1 |
| СПОСОБ ИЗОЛЯЦИИ МЕТАЛЛИЧЕСКИХ ТРУБ | 1998 |
|
RU2138726C1 |
| ГИДРОТЕПЛОИЗОЛЯЦИЯ ПОДЗЕМНОГО СООРУЖЕНИЯ | 2007 |
|
RU2340731C1 |
| Установка для нанесения изоляции | 1986 |
|
SU1425409A1 |
Изобретение относится к строительству и может быть использовано для нанесения антикоррозионной изоляции на наружные поверхности стальных труб на основе горячих битумсодержа- щнх мастик. Цель изобретения - улучшение качества покрытия за счет возможности нанесения гидроизоляционного слоя определенной толщины. Механизм 8 горячей изолядаи содержит ванну 12с установленными над ней лейками 13 нанесения мастики. Под лейкой 13 установлена опора, состоящая из верхней обечайки и двух нижних обечаек, при этом одна из них соединена с верхней обечайкой жестко и образует ступеньку, а другая обечайка, также образующая ступеньку с верхней обечайкой, установлена с возможностью перемещения вдоль торцовой поверхности верхней обечайки посредством рычагаJ связанного с механизмом его движения. Горячая мастика, льющаяся на верхнюю обечайку опоры, поступает в зазор между трубой и обечайкой и увлекается вращательным и поступа- тельным движениями трубы на трупреся поверхности этой трубы и верхней обечайки опоры. 4 ил. I е
75 щ J2 / Фиг. 1
Изобретение относится к строительству и может быть использовано для нанесения антикоррозионной изоляции на наружные поверхности стальных тру .на основе горячих битумосодержащих мастик.
Цель изобретения - улучшение качества покрытия за счет возможности нанесения гидроизоляционного слоя определенной толщины.
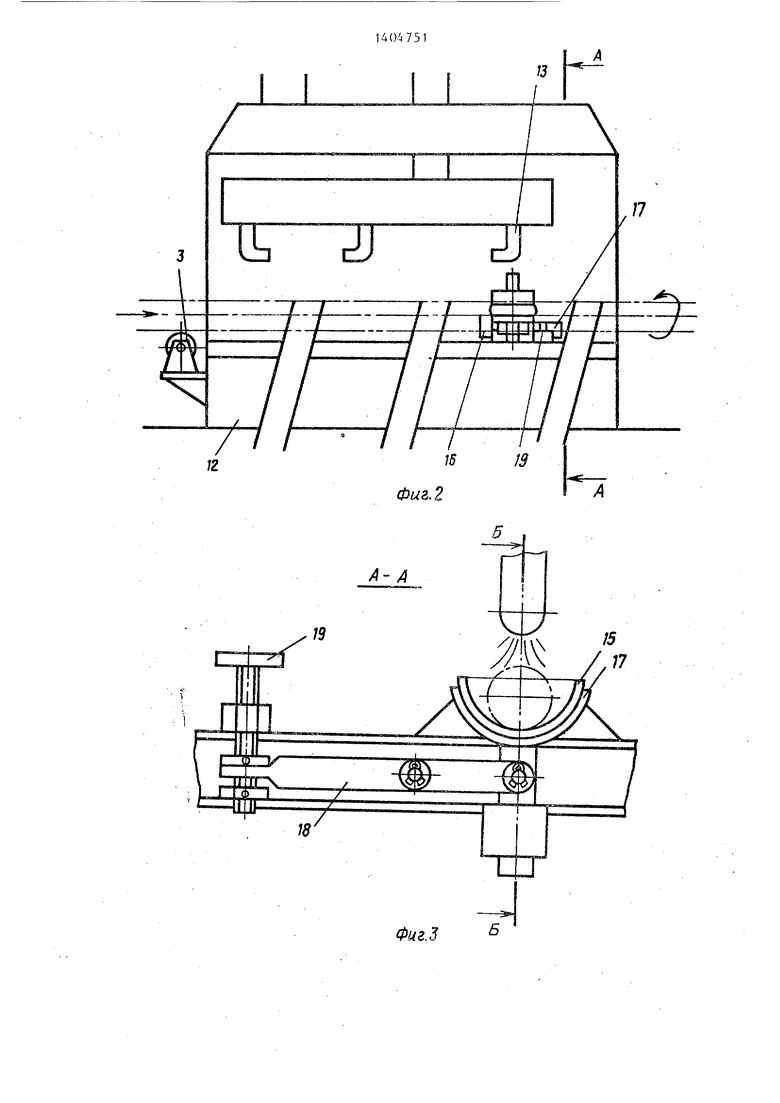
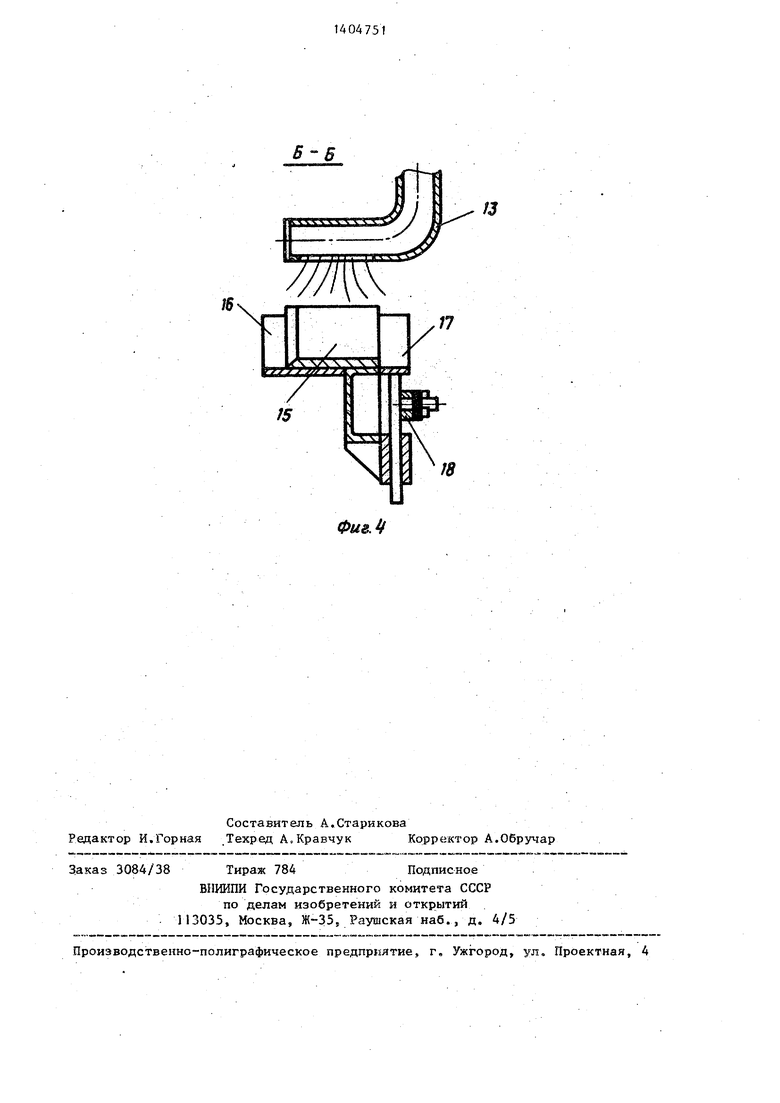
На фиг. 1 показана схема линии гидроизоляции труб; на фиг. 2 - механизм нанесения изоляции; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 3.
Линия гидроизоляции труб содержит стеллажи-накопители 1 с подающим механизмом, рольганг, состоящий из приводных 2 и холостых 3 опор, механизмы при.вода 4, очистки наружной поверхности труб 5, нанесения грунтовки 6, камеру 7 сушки грунтовки, механизм 8 нанесения горячей изоляции, тележку 9 с поддерживающими роликами 10, установленную на рельсовый путь 11, расположенный на наклонной поверхности. Механиз 8 нанесения горячей изоляции содержит ван- ку 12с установленными над ней лей- кани 13 нанесенмя мастики, пшули 14 для армирующей,, например из стеклоткани, и бумажной лент.
Под лейкой ТЗ нанесения последнего слоя мастики установлена опора, состоящая из верхней 15 и двух нижни (6 и 17 обечаек, при этом обечайка 1 соединена с верхней обечайкой 15 жестко и образует ступеньку, а обечайка r/i также образующая ступеньку с верхней обечайкой 15, установлена с. возможностью перемещения вдоль Торцовой поверхности верхней обечайки посредством рычага 18, связанного с механизмом 19 его движения.
Линия работает следующим образом.
Изолируемые трубы со стеллажей- накопителей 1 рольгангом подаются к концу плети, соединяются с ней и перемещаются по холостым опорам 3 с помощью механизма 4 привода. Во время движения плеть труб подвергается очистке, на ее поверхность наносят грунтовку, высушивают ее, и да
0
5
0
5
5
0
5
0
лее плеть труб поступает в механизм 8 нанесения горячей битумной мастики, проходя через который она опирается на верхнюю обечайку 15 промежуточной опоры, предотвращающей ее провисание и биение. Из леек 13 на плеть труб льется горячая битумная мастика, и плеть тут же; обматывается армирующей лентой. Горячая мастика, льющаяся на верхнюю обечайку 15 опоры, поступает в зазор между трубой и обечайкой 16 и увлекается вращательным и поступательным движениями трубы на трущиеся поверхности этой трубы и верхней обечайки 15 опоры. Этим достигаются смазка и пропитка армирующей ленты горячей мастикой. Подвижная обечайка 17 устанавливается посредством рычага 18 и механизма 19 на заданный зазор с трубой для получения определенного слоя мастики и заглаживания его, после чего он покрывается бумажной лентой. Готовая плеть труб опирается на ролики 10 тележки. 9, про- дбигающейся по ходу технологического процесса по рельсовому пути 11.
После расстыковки плети и передачи труб на склад тележка 9 скатывается .по наклонной поверхности в направлении, противоположном технологическому процессу. Цикл повторяется.
Формула изобретения
Линия гидроизоляции труб, содержащая установленные в технологической последовательности и соединенные роль- ганом стеллаж-накопитель, механизмы очистки наружной поверхности трубы, нанесения и сушки грунтовки, нанесения изоляции с -ванной и лейками, промежуточную и приемную опоры, о т- л и ч а ю щ а я с я тем, что, с целью улучшения качества покрытия, промежуточная опора установлена под лейкой нанесения последнего слоя мастики, выполнена в виде ступенчатой обечайки, при этом нижняя ступень обечайкк состоит из цвук частей, одна из которых соединена с верхней жестко,-а другая - с возможностью перемещения вдоль ее торцс ной поверхности.
12
Фие.2
15
17
Фиг.З
Б-Б
/5
Фиё.
/J
J8
| Линия нанесения антикоррозионной изоляции | 1980 |
|
SU966389A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
