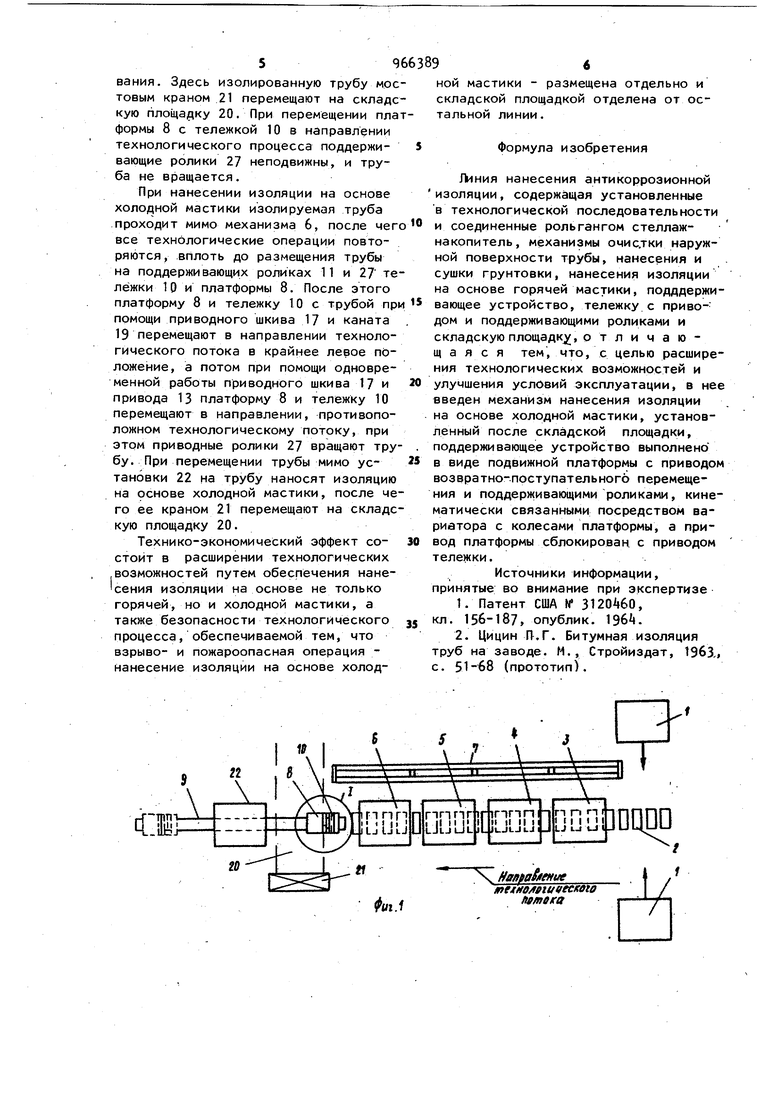
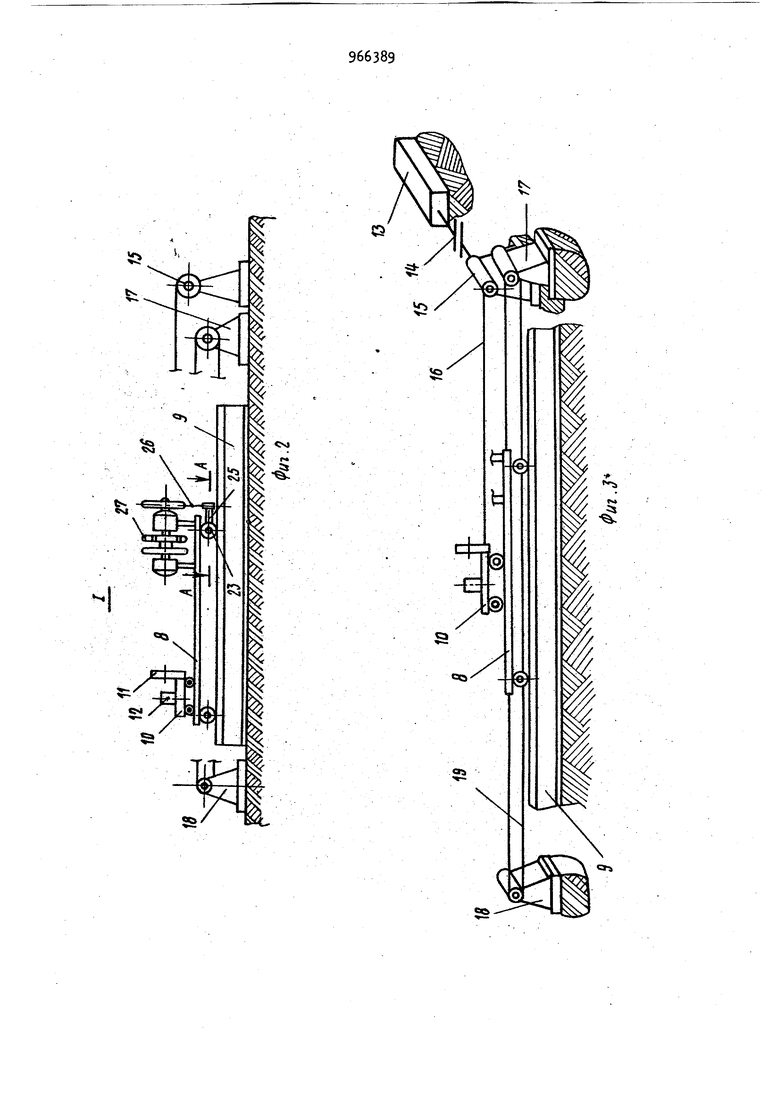
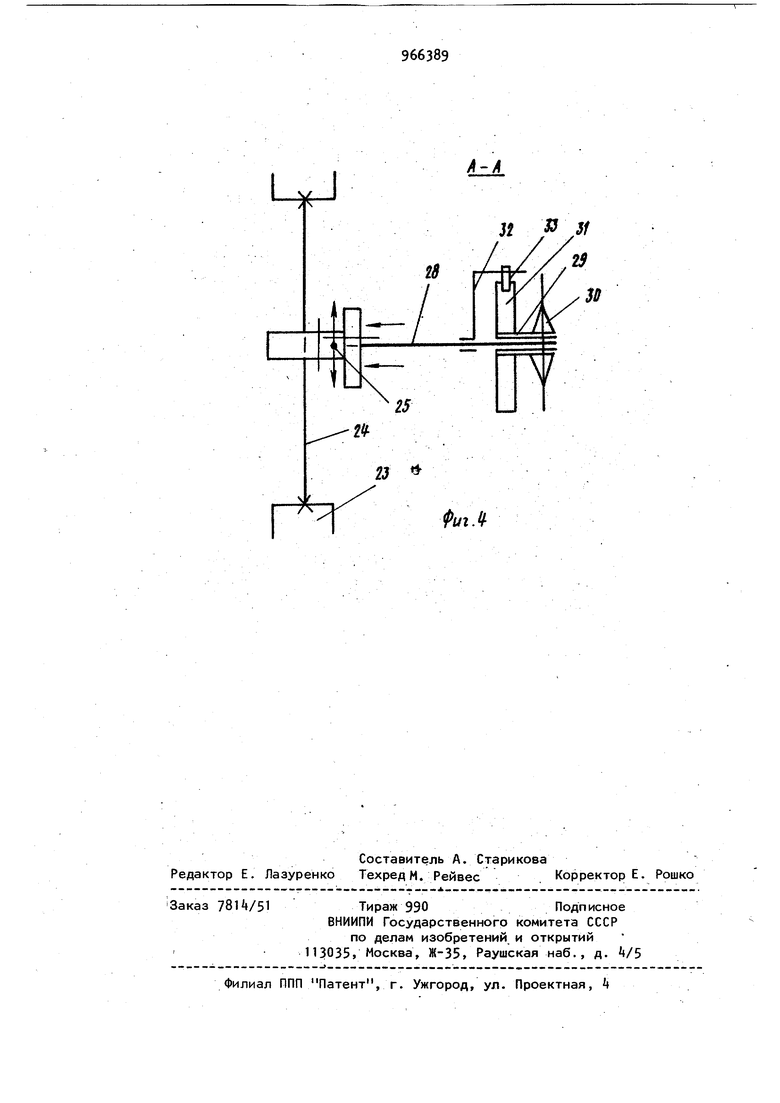
Изобретение относится к строительству и может быть использовано для антикоррозионной изоляции наружных поверхностей стальных труб н основе как горячей, так и холодной мастики. Известна линия нанесения антикоррозионной изоляции, содержащая установленные в технологической последовательности механизмы очистки наружной поверхности, нанесения и сушки грунтовки, нанесения горячей мастики, а также складскую площад-. куГ1. Наиболее близким техническим реш нием является линия нанесения антикоррозионной изоляции стальных труб содержащая установленные в технолог ческой последовательности и соедине 1Ь(е рольгангом стеллаж-накопитель, механизмы очистки наружной поверхнос ти, нанесения и сушки грунтовки, на сения изоляции на основе горячей ма тики, поддерживающее устройство, те- , лежку с обеспечивающим ее перемещение в направлении, противоположном технологическому потоку, приводом и поддерживающими роликами, а также складскую площадку 2j. Недостатком известных линий является ограниченная область их применения, так как они, обеспечивают нанесение изоляции только на основе горячей мастики. Цель изобретения - расширение технологических возможностей и улучшение условий эксплуатации. Поставленная цель достигается тем, что в линию -введен механизм нанесения изоляции на основе холодной мастики, установленный после складской площадки, поддерживающее устройство выполнено в виде подвижной платформы с приводом возвратно-поступательного перемещения и поддерживающими роликами, кинематически связанными посредством вариатора с колесами платформы, ,а привод платформы сблокирован с приводом .тележки. На фиг. 1. показана схема линии нанесения антикоррозионной изоляции; на фиг. 2 - узел 1 на фиг. 1; на фиг. 3 - схема запасовки канатов платформы и тележки; на фиг. Ц разрез А-А на фиг. 2. Линия нанесения антикоррозионной изоляции содержит механизированные стеллажи-накопители 1 с отсекающим механизмом, рольганг, состоящий из приводных опор 2, механизм 3 очистки наружной поверхности, механизм Ц нанесения грунтовки, камеру 5 сушки, механизм 6 для нанесения горячей изо ляции, устройство 7 для возврата муф подвижную платформу 8, установленную на рельсовый путь 9, тележку 10 с по держивающими роликами 11 -и вращающим ся упором 12, установленную с возмож ностью возвратно-поступательного перемещения на платформу 8, привод 13 тележки 10, через фрикционную муфту Н соединенный с канатным барабаном ,15 канад 16, соединенный одним концом с тележкой 10, а другим - с канатным барабаном 1$, приводной шкив 17, отводной блок 18, канат 19, проходящий через приводной шкив 17, и отводной блок 18, соединённый своими концами с платформой 8, складскую площадку 20, мостовой кран 21, установку 22 для нанесения холодной изоляции . Включение приводного шкива 17 для перемещения платформы 8 в направ лении, противоположном технологическому потоку, сблокировано с включени ем пРИ вода 13 тележки 10, при этом привод 13 тележки может быть включен при неподвижной платформе 8. Приводы тележки 10 и платформы 8 выполнены так, что скорости перемещения тележки 10 и платформы 8 равны. Колеса 23 платформы 8 установлены на валу 2k, который через фрикционный вариатор 25 и цепную передачу 2б соединен с установленными на платформе 8 привод ными поддерживающими роликами 27. Фрикционный вариатор 25 выполнен в виде торцовой регулируемой фрикционной передачи, которая обеспечивает передачу крутящего момента с вала 2 на промежуточный вал 28, на конце которого свободно установлена втулка 29, на которой неподвижно установлены звездочка1 30 цепнойпередачи 2б и храповое Колесо 31 Кроме того, на валу 2k неподвижно установлен кронштейн 32 с подпружиненной собачкой33, взаимодействующей с храповым колесом 31. Установка собачки обеспечивает вращение поддерживающих роликов 27 при перемещении платформы В в направлении, противоположном технологическому потоку, неподвижность роликов 27 при перемещении платформы 8 в направлении технологического потока и возможность свободного проворачивания их при неподвижной платформе. Линия работает следующим образом. Изолируемые трубы со стеллажейнакопителей 1 подаются на приводные опоры 2 рольганга, где они неподвижно соединяются между собой муфтами. Приводные опоры 2 обеспечивают одновдеменно поступательное и вращательное перемещение изолируемых труб, которые, двигаясь в направлении технологического потока, подвергаются операциям очистки наружной поверхности (механизм З), нанесени:я грунтовки (механизм k) сушки (камера 5). Очередность дальнейших технологических операций зависит от того, какого типа изоляция (на основе горячей или холодной мастики) должна быть нанесена на трубу. При нанесении изоляции на осНове горячей мастики изоляция наносится на трубу при прохождении ее через механизм 6. В это время платформа 8 и тележка 10 находятся в крайнем правом положении. Конец трубы, выдвигаясь, опирается на поддерживающие ролики 11 и упирается в упор 12. По мере выдвижения трубы тележка 10 перемещается по платформе 8. Поддерживающие ролики 27 во время прохождения трубы свободно проворачиваются в соответствии,с вращением трубы. При передвижении тележки 10 под воздействием выдвигаемой трубы канат 16 сматывается с барабана 15 за счет проскальзывания фрикционной муфты 14. Передвижение изолированной трубы останавливается тогда, когда второй ее конец опирается на поддерживающие ролики 27 платформы 8. В этом положении муфгу снимают и устройством 7 для возврата муфтвозвращают к месту их установки. Платформу 8 вместе с изолированной трубой и тележкой 10 при помощи приводного шкива 17 и каната 19 перемещают к месту складирования. Здесь изолированную трубу мо товым краном 21 перемещают на склад кую площадку 20. При перемещении пла Формы 8 с тележкой 10 в направлении технологического процесса поддерживающие ролики 27 неподвижны, и труба не вращается. При нанесении изоляции на основе холодной мастики изолируемая труба проходит мимо механизма 6, после чег все технологические операции повторяются, вплоть до размещения трубы на поддерживающих роликах 11 и 27 те лежки 10 и платформы 8. После этого T-I---- - ..vwj.v. ,,J платформу 8 и тележку ТО с трубой пр помощи приводного шкива 17 и каната 19 перемещают в направлении технологического потока в крайнее левое положение, а потом при помощи одновременной работы приводного шкива 17 и привода 13 платформу 8 и тележку 10 перемещают в направлении, противоположном технологическому потоку, при этом приводные ролики 27 вращают тру бу. .При перемещении трубы мимо установки 22 на трубу наносят изоляцию на рснове холодной мастики, после че го ее краном 21 перемещают на складс кую площадку 20. Технико-экономический эффект состоит в расширении технологических .возможностей путем обеспечения нанесения изоляции на основе не только горячей, но и холодной мастики, а также безопасности технологического процесса, обеспечиваемой тем, что взрыво- и пожароопасная операция нанесение изоляции на основе холод89ной мастики - размещена отдельно и складской площадкой отделена от остальной линии. Формула изобретения Л1НИЯ нанесения антикоррозионной изоляции, содержащая установленные в технологической последовательности и соединенные рольгангом стеллажнакопитель, механизмы очис.тки наружной поверхности трубы, нанесения и сушки грунтовки, нанесения изоляции на основе горячей мастики, подддержипа испиве горячей вающее устройство. тележку с привоДОМ и поддерживающими роликами и складскую площадк;, отличающаяся тем, что, с целью расширения технологических возможностей и улучшения условий эксплуатации, в нее введен механизм нанесения изоляции на основе холодной мастики, установленный после складской площадки, поддерживающее устройство выполнено в виде подвижной платформы с приводом возвратно-поступательногб перемещения и поддерживающими роликами, кинематически связанными посредством вариатора с колесами платформы, а привод платформы сблокирован с приводом тележки. Источники информации, принятые во внимание при экспертизе 1.Патент США W 3120460, л. 156-187, опублик. 196i. 2.Цицин П.Г. Битумная изоляция руб на заводе. М., Стройиздат, 1963., . 51-68 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия гидроизоляции труб | 1985 |
|
SU1404751A1 |
| Линия нанесения антикоррозионной изоляции труб | 1984 |
|
SU1352149A1 |
| Установка для нанесения изоляции | 1986 |
|
SU1425409A1 |
| Установка для изоляции трубы | 1990 |
|
SU1828986A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ТРУБЫ | 2000 |
|
RU2187745C1 |
| УСТАНОВКА ДЛЯ НАРУЖНОЙ АНТИКОРРОЗИОННОЙ ИЗОЛЯЦИИ ТРУБ | 2005 |
|
RU2282098C1 |
| СПОСОБ ПРОТИВОКОРРОЗИОННОЙ ИЗОЛЯЦИИ СВАРНОГО СТЫКА ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2398155C2 |
| Линия нанесения антикоррозионной изоляции | 1983 |
|
SU1272051A1 |
| УСТАНОВКА ДЛЯ АНТИКОРРОЗИОННОЙ ИЗОЛЯЦИИ НАРУЖНОЙ И ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2005 |
|
RU2282099C1 |
| УСТАНОВКА ДЛЯ АНТИКОРРОЗИОННОЙ ИЗОЛЯЦИИ ПОВЕРХНОСТЕЙ ТРУБ | 2005 |
|
RU2285858C1 |
f(-f(
ФигЛ
