15
/.
п
10
to сд
о со
ФигЛ
Изобретение относится к строительству трубопроводов и может быть использовано для антикоррозионной обработки труб з стационарных условиях.
Цель изобретения - повышение производительности за счет обработки двух плетей труб одновременно.
На фиг. 1 изображена схема установки; на фиг. 2 - участок рольганга; на фиг. 3 - разрез А-А на фиг. 2.
Установка для нанесения изоляции имеет стеллаж 1 труб 2, к которому подведен рольганг, включающий опоры 3, приводные валы 4 и приводную станцию 5. Рольганг проходит через камеру 6 сушкм труб, механизм 7 очистки, механизм 8 нанесения грунтовки, механизм 9 сушки и .механизм 10 нанесения изоляции на трубы. Для приемки изолированных труб имеются тележки 11 и 12 на рельсовом пути 13. Предусмотрен также кран 14 для пере- .ме1це} ия труб на складскую плошадку 15. Опора 3 выполнена с приводным роликом 16, закрепленным с возможностью поворота относительно продольной оси роль- . анга, и двумя холостыми роликами 17, которые ,„огут быть раздвинуты для настройки установки на различные трубы по диаметру. Ролики имеют резиновые обода 18. Приводные валы 4 в местах крепления к роликам 16 имеют шарниры 19 Гука. Вдоль установки имеется механизм 20 1юзврата соединительных .муфт.
Установка работает следующим образом.
Трубы 2 со стеллажа I подаются на опоры 3 рольганга и соединяются .муфтами 3 плеть. Формируются параллельно две плети. Трубы в плетях располагаются
между холостыми 17 и приводным 16 роликами. За счет вращения приводных роликов 16 опор 3 трубная плеть приводится во. вращение, а за счет установки
роликов под углом к оси рольганга получает поступательное движение. Приводные ролики получают вращение от единой приводной станции 5 с регулированием скорости вращения при помощи валов 4 с шар- нира.ми 19 Гука. Трубы в плетях по мере
перемещения по рольгангу сущатся в камере 6, очищаются от ржавчины в механизме 7, механизм 8 наносит грунтовку, которая сущится в механизме 9, а механизм 10 наносит антикоррозионную изоляцию. Обработанные трубы освобождаются от муфт, помещаются на тележки II и 12, механизмом 20 осуществляется возврат муфт для повторного использования. С тележек краном 14 трубы подаются на складскую площадку 15.
.20
Формула изобретения
Установка для нанесения изоляции, преи- мугцественно для антикоррозионной обработки труб, включающая соединенное в технологической последовательности оборудование рольгангом с опорами для труб, отличающаяся тем, что, с целью повыщения производительности за счет обработки двух плетей труб одновременно, каждая из опор
, рольганга выполнена с приводным и двумя холостыми роликами, при этом приводные ролики последовательно соединены валами с шарнирами Гука, а рольганг снабжен единым приводом регулируемой скорости.
4
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия гидроизоляции труб | 1985 |
|
SU1404751A1 |
| Линия нанесения антикоррозионной изоляции | 1980 |
|
SU966389A1 |
| Линия нанесения антикоррозионной изоляции труб | 1984 |
|
SU1352149A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Линия нанесения антикоррозионной изоляции | 1983 |
|
SU1272051A1 |
| Установка для очистки и окраски трубопроводов | 1973 |
|
SU557830A1 |
| Линия для нанесения изоляции наТРубы | 1979 |
|
SU830072A1 |
| Соединительная муфта для труб при нанесении на них грунтовки и изоляции на конвейере | 1976 |
|
SU618603A1 |
| Устройство для нанесения изоляции на трубы | 1980 |
|
SU974028A1 |
| ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЛИННОМЕРНЫЕ ЦИЛИНДРИЧЕСКИЕ ИЗДЕЛИЯ | 1992 |
|
RU2048602C1 |
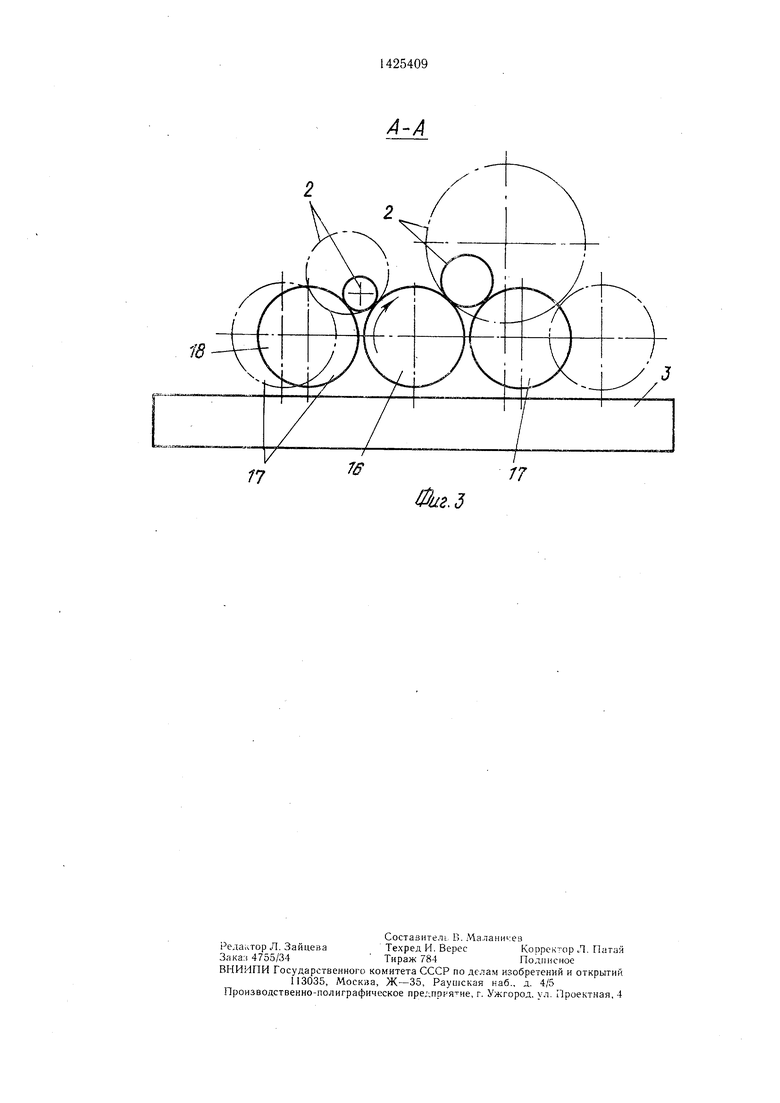
Изобретение касается строительства трубонроводов и может быть использовано для антикоррозионной обработки труб в стационарных условиях. Цель изобретения - повышение производительности за счет обработки двух плетей труб одновременно. К стеллажу 1 труб 2 подведен рольганг, включающий опоры 3, выполненные с приводным роликом 16, закрепленным с возможностью поворота относительно продольной оси рольганга, и двумя холостыми роликами 17. Последние могут быть раздвинуты для настройки установки на различные по диаметру трубы. Приводные валы 4 в местах крепления к роликам 16 имеют шарниры Гука. За счет вращения приводных роликов 16 трубная плеть приводится во вращение, а за счет установки роликов под углом к оси рольганга она получает поступательное движени е. Приводные ролики получают вращение от единой приводной станции 5 с регулированием скорости вращения при помощи валов 4 с шарнирами Гука. 3 ил. ;с (Л
2
| Цицин П | |||
| Г | |||
| Битумная изоляция труб на заводе М.: - Машиностроение, 1963, с | |||
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
