Изобретение относится к строительству и может быть использовано для нанесения антикоррозионной изоляции на наружные поверхности стальных труб
Цель изобретения - новьиение производительности путем исключения операций по съему и установке соединительных муфт,
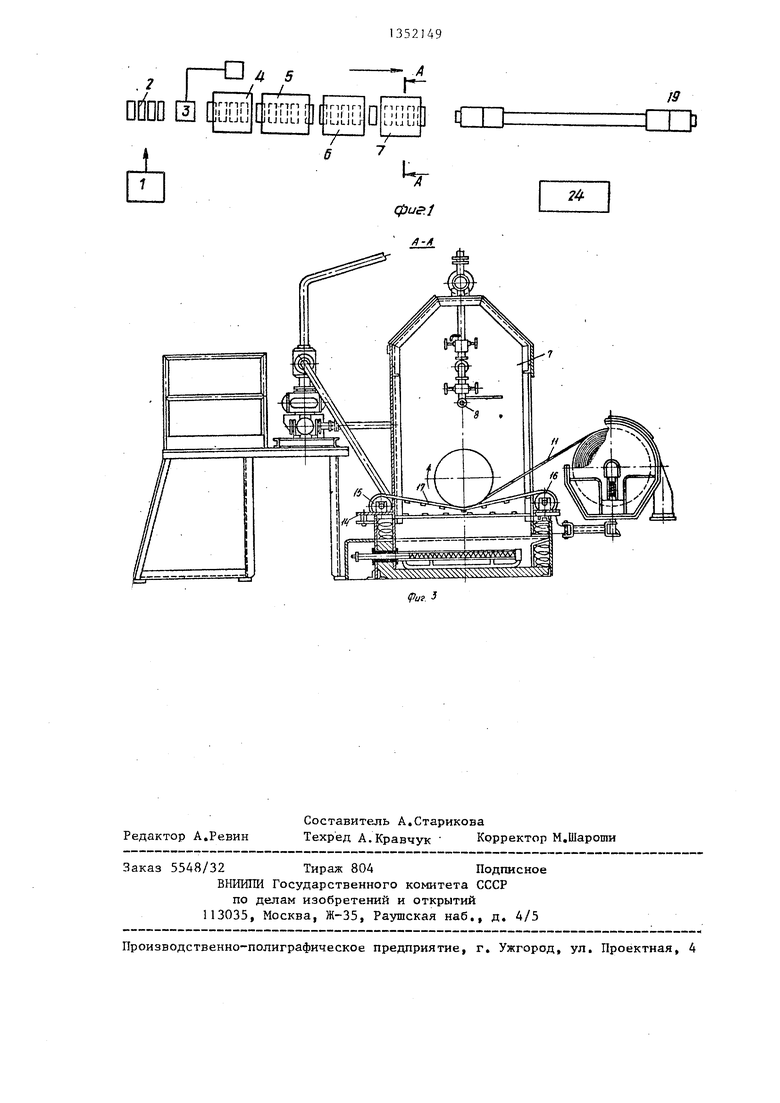
На фиг,1 изображена схема линии нанесения антикоррозионной изоляции на трубы; на фиг.2 - схема-- прохода изолируемой трубы через устройство для нанесения горячей мастики; на фиг.З - сечение А-А на фиг,1.
Линия нанесения антикоррозионной изоляции содержит механизированный стеллаж-накопитель 1 с отсекающим .устройством, рольганг, состоящий из приводных роликовых опор 2, устройство 3 для сушки труб, механизм 4 для очистки наружной поверхности труб, устройство 5 для нанесения грунтовки камеру 6 для сзлшки грунтовки, устройство 7 для нанесения горячей мастики с лeйкa ш 8-10 и шпулями с армирующи материалом 11 и крафт-бумагой 12, Внутри и на выходе этого устройства расположены с возможностью установки под углом к оси трубы опорные транспортеры 13, каждый из которых состоит из рамы 14, приводного барабана 15, отклоняющего барабана 16, ленты 17 и привода 18, В линию также входит устройство 19 для приема изолированных труб, содержащее тележку 20 имеющую ролики 21, тележку 22 с лентой 23 и стеллаж 24 для приема изолированных труб,
Линия работает следующим образом.
Изолируемую трубу со стеллажей- накопителей 1 подают на приводные опоры 2 рольганга. Приводные опоры обеспечивают одновременно поступательное и вращательное движения трубе, которая, двигаясь в направлении технологического потока, подвергается сушке (устройство З), очистке наружной поверхности (механизм 4), нанесению грунтовки (устройство 5) и сушке грунтовки (камера 6),В дальнейшем процесс происходит по следующей схеме. Грунтованная труба поступает в устройство для изоляции. Ролики приводной опоры, вращаяс перемещают изолированную трубу под лейку 8, наносящую способом полива мастику на нее Оператор приклеивает
0
к липкой мастике конец ленты армирующего материала 11. Вравияясь,. труба наматывает на себя по винтовой линии армирующий материал 11 и закрывает последним политую мастикой поверхность. Труба, продолжая движение при переходе центра тяжести через опорные ролики, падает на ленту 17 опорного транспортера 13, Лента 17, вращаясь от привода 18, передает трубе враща- тельно-поступательное движение, одновременно уплотняя первый нанесенный слой. Затем труба попадает под лейки 9 и 10, которые наносят мастику на на- мотанный на трубу армируюпшй материал 11 и вновь наматывающийся материал 11, на который наматывается слой крафт-бумаги 12, закрывающий последыши нанесенный слой мастики„ Труба, продолжая свое врап1ательно-поступа- тельное движение, попадает на ленту второго опорного транспортера, где происходит уплотнение последнего слоя
0
изоляции, а затем своим концом попадает на ролики 21 тележки 20,
Опорный тр Янспортер 13, продолжая вращать трубу, выталкивает последний до момента, когда ее второй конец сходит с него и попадает на ленту 23 тележки 22 устройства 19 для приема изолированных труб, откуда автоматически сбрасывается на стеллаж для приема изолированных труб,
Фор мула изобретения
Линия нанесения антикоррозионной изоляции труб, содержащая установленные в технологической последовательности и соединенные рольгангом стеллаж-накопитель,- устройства очистки наружной поверхности трубы., нанесения и с-ушки грунтовки, нанесения изоляции на основе горячей мастики с ванной и лейками, промежуточную и приемн по опоры и устройство для приема изолированных труб, отличающая- с я тем, что, с целью иовьшения производительности путем исключения операций по съему и установке соедирш- тельных муфт, промежуточная и приемная опоры выполнены в виде приводных транспортеров, установленных под угом к оси трубы, при этом один из транспортеров -расположен в устройстве для нанесения изоляции, а другой - на выходе из него
}9
СО
Цг
фиг1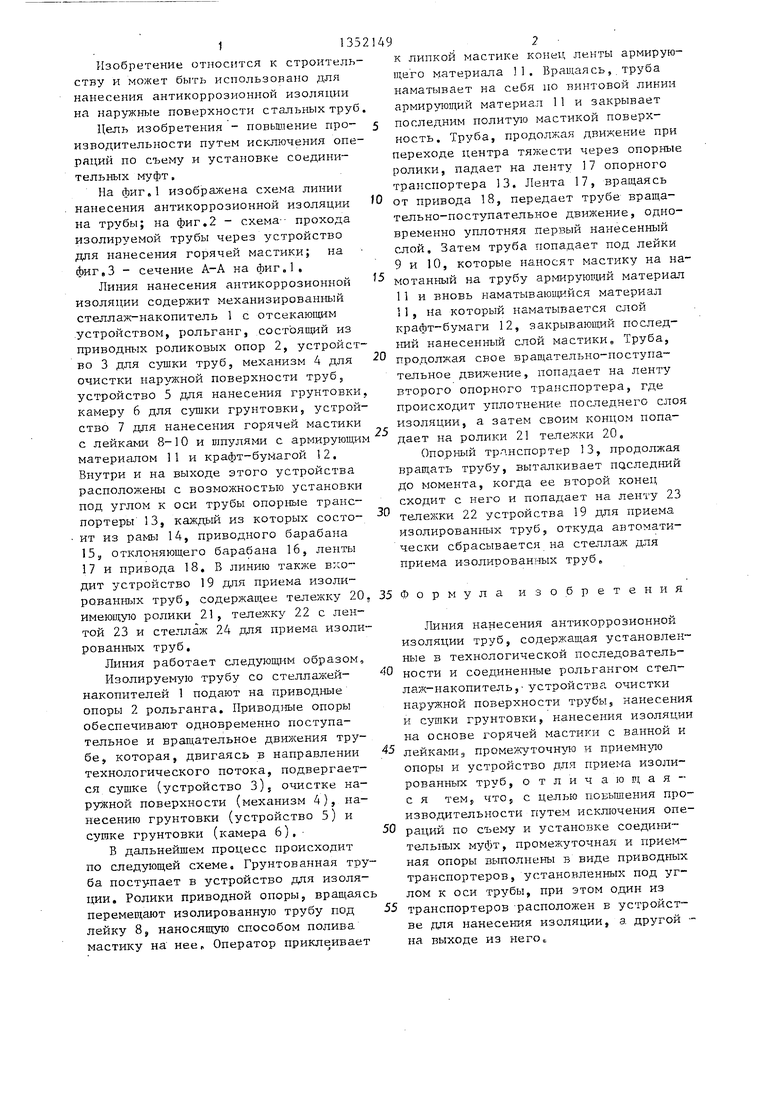
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия гидроизоляции труб | 1985 |
|
SU1404751A1 |
| Линия нанесения антикоррозионной изоляции | 1980 |
|
SU966389A1 |
| Установка для нанесения изоляции | 1986 |
|
SU1425409A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ТРУБЫ | 2000 |
|
RU2187745C1 |
| УСТАНОВКА ДЛЯ НАРУЖНОЙ АНТИКОРРОЗИОННОЙ ИЗОЛЯЦИИ ТРУБ | 2005 |
|
RU2282098C1 |
| УСТАНОВКА ДЛЯ АНТИКОРРОЗИОННОЙ ИЗОЛЯЦИИ ПОВЕРХНОСТЕЙ ТРУБ | 2005 |
|
RU2285858C1 |
| УСТАНОВКА ДЛЯ АНТИКОРРОЗИОННОЙ ИЗОЛЯЦИИ НАРУЖНОЙ И ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2005 |
|
RU2282099C1 |
| Линия нанесения антикоррозионной изоляции труб | 1987 |
|
SU1555590A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ АНТИКОРРОЗИОННОЙ ИЗОЛЯЦИИ НА ПОВЕРХНОСТИ СТАЛЬНОЙ ТРУБЫ | 2005 |
|
RU2285196C1 |
| УСТАНОВКА ДЛЯ АНТИКОРРОЗИОННОЙ ИЗОЛЯЦИИ НАРУЖНОЙ И ВНУТРЕННЕЙ ПОВЕРХНОСТЕЙ ТРУБ | 2005 |
|
RU2285194C1 |
Изобретение относится к области строительства и может быть использовано для нанесения антикоррозионной изоляции на наружные поверхности стальных труб. Целью изобретения является повышение производительности линии за счет исключения операций по съему и установке соединительных муфт, Очищенная и огрунтованная труба поступает в устройство 7 для нанесения горячей мастики. Вращаясь, труба наматывает на себя по винтовой линии армирующий материал 11 и закрывает последним политую мастикой поверхность. Продолжая движение, при переходе центра тяжести через опорные ролики труба падает на ленту опорного транспортера 13, которая, вращаясь от привода 18, передает трубе вращательно- поступательное движение, одновременно уплотняя первый нанесенный слой. Затем труба попадает под лейки 9 и 10, которые наносят масти5су на намотанный на трубу армирующий материал и вновь наматывающийся материал, на который наматывается слой крафт-бума- ги 12, закрывающий последний нанесенный слой мастики. Труба, продолжая свое вращательно-поступательное двя- жение, попадает на ленту второго опорного транспортера 13, где происходит уплотнение последнего слоя изоляции, и затем своим концом попадает на ролики 21 тележки 20. Опорный транспортер 13, продолжая вращать трубу, выталкивает последнюю до момента, когда ее второй конец сходит с него и попадает на ленту 23 второй тележки 22 устройства для приема изолированных труб,откуда автоматически сбрасывается на стеллаж для приема изолированных труб, 3 ил. и) 1,/Ц СО СП /J У h Л7// S Г2 фие.2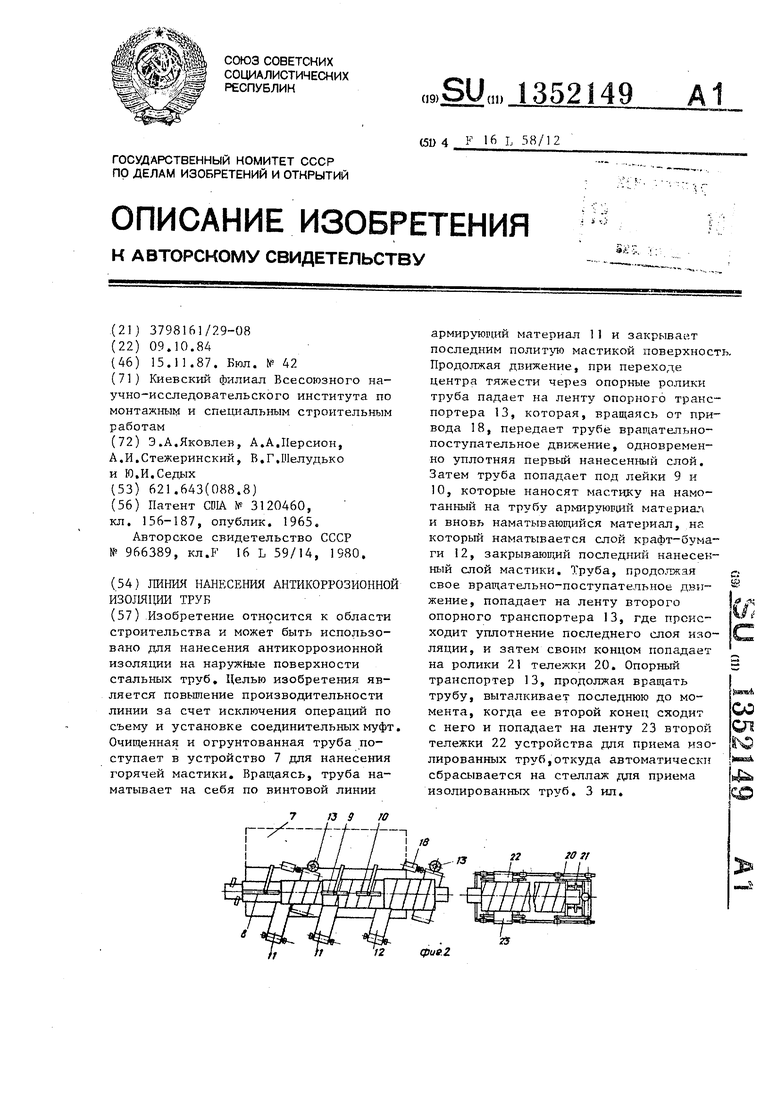
Редактор А.Ревин
Составитель А.Старикова
Техред А.Кравчук Корректор М.Шароши
Заказ 5548/32 Тираж 804Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Патент CDIA № 3120460, кл | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
| Линия нанесения антикоррозионной изоляции | 1980 |
|
SU966389A1 |
