(21)3882430/25-28
(22)09.04.85
(46) 23.06.88. Бюл. № 23
(71)Харьковский политехнический институт им. В.И.Ленина
(72)А.И.Грабченко, И.Н.Пыжов, В.А.Федорович и Э.В.Литвинов (53) 620.178.16(088.8)
.(56) Попов С.А. и др. Алмазно-абра- зивная обработка металлов и твердых сплавов. -М.: Машиностроение, 1977, с. .
. (54) СПОСОБ ОПРЕДЕЛЕНИЯ НАИБОЛЬШЕЙ ВЫСОТЫ ВЫСТУПАНИЯ ЗЕРЕН АЛМАЗНЫХ КРУГОВ
(57) Изобретение относится к обработке сверхтвердых материалов алмазными кругами. Целью изобретения является
повышение производительности и точности измерения наибольшей высоты выступания зерен для кругов с одинаковыми характеристиками за счет измерения высоты зерен относительно базовой поверхности известной высоты. Прижатием алмазного поликристалла к рабочей поверхности круга выполняют в ней канавку. Давление прижатия и линейную скорость вращения круга выбирают одинаковыми для всех кругов. Один раз измеряют расстояние между дном канавки и уровнем связки. Измеряют для каждого круга вьюоту Ь„ наиболее выступающих зерен над дном канавки. Наибольшую высоту выступания зерен определяют по формуле h . 2 ил, 2 табл.
W
| название | год | авторы | номер документа |
|---|---|---|---|
| Материал абразивного круга | 1982 |
|
SU1148761A1 |
| СПОСОБ СОРТИРОВКИ АЛМАЗОСОДЕРЖАЩЕГО МАТЕРИАЛА | 2016 |
|
RU2625640C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СПОСОБНОСТИ СВЯЗКИ ШЛИФОВАЛЬНЫХ КРУГОВ УДЕРЖИВАТЬ АБРАЗИВНЫЕ ЗЕРНА | 2001 |
|
RU2191680C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2185951C1 |
| Способ изготовления алмазного инструмента | 1982 |
|
SU1192955A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭФФЕКТИВНОСТИ СВЯЗКИ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2191682C1 |
| ПРАВЯЩИЙ КАРАНДАШ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2069145C1 |
| Способ правки отрезного круга | 1981 |
|
SU986769A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСОСТОЙКОСТИ СВЯЗКИ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2177872C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА АЛМАЗЫ | 1994 |
|
RU2090648C1 |

00 QD
Изобретение относится к обработке сверхтвердых материалов алмазным кругами и может быть использовано для определения эксплуатационных характеристик алмазных кругов на то копроводящих связках с непрерывным электрофизикохимическим управлением их режущим инструментом.
Целью изобретения является повышение производительности и точности для кругов с одинаковыми характеристиками измерения наибольшей высоты выступания зерен за счет измерения высоты зерен относительно базовой повер хности известной высоты.
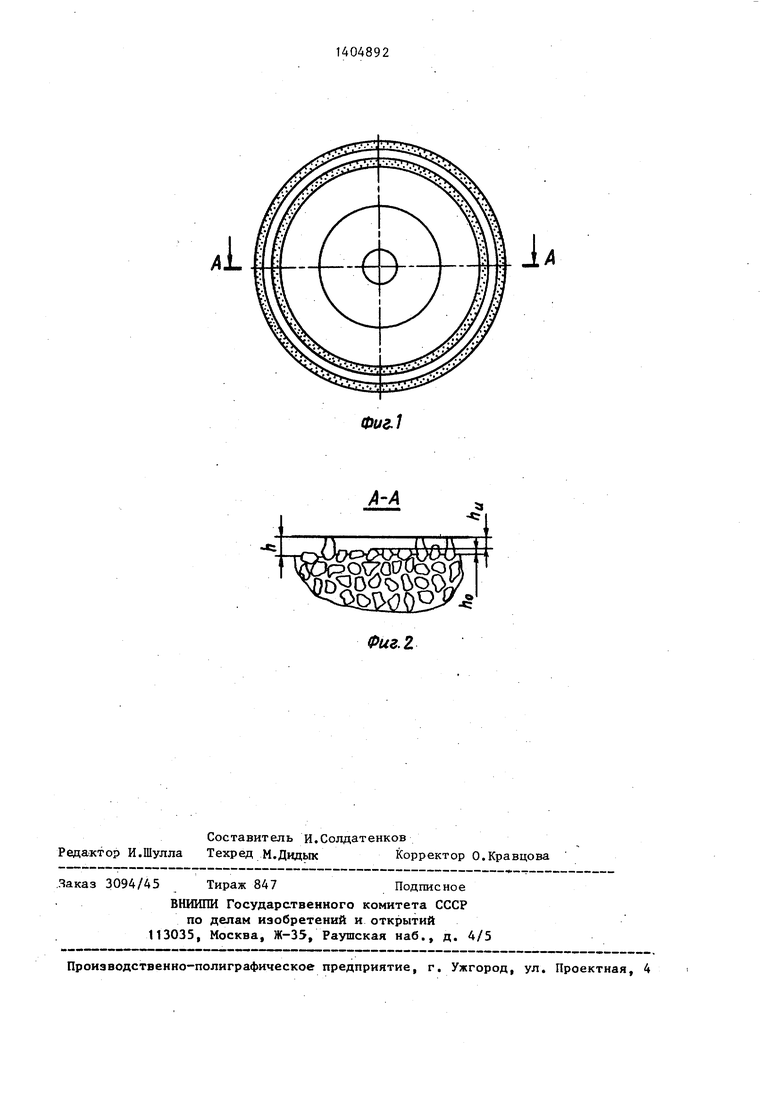
На фиг. 1 изображен алмазный кру с канавкой, вид сверху; на фиг. 2 - сече1ше А-А на фиг. 1 (канавки), где h - высота наиболее выступающих зерен над уровнем .связки; Ь, - воз- вьшение дна канавки над уровнем свяки; Ъ - возвышение наиболее выступающих зерен над дном канавки.
Способ осуществляется следующим образом.
Исследуемый алмазньш круг привод во вращение и прижимом к рабочей поверхности круга алмазного поликристалла вьшолняют в зернах круга кана ку (фиг. 1 и 2). Давление Р в зоне контакта поликристалла с кругом выбрают в 1,5 - 2,0 раза вьше давления РЯ в зоне обработки при эксплуатаци круга.
По мере изнашивания зерен круга поликристаллом интенсивность износа затухает и через некоторое время t износ зерен практически прекращаетс
Время t, а также возвышение Ъ.д дна канавки над уровнем связки зависят от давления Р в зоне контакта поликристалла с кругами, скорости V круга и характеристик круга. Поэтому если для кругов с одинаковыми характеристиками при вьтолнении в них канавки использовать одинаковое давление Р и скорость VQ, то высота h дна каг навки для каждого круга одинаковая, вне зависимости от давления Р, в зоне обработки.
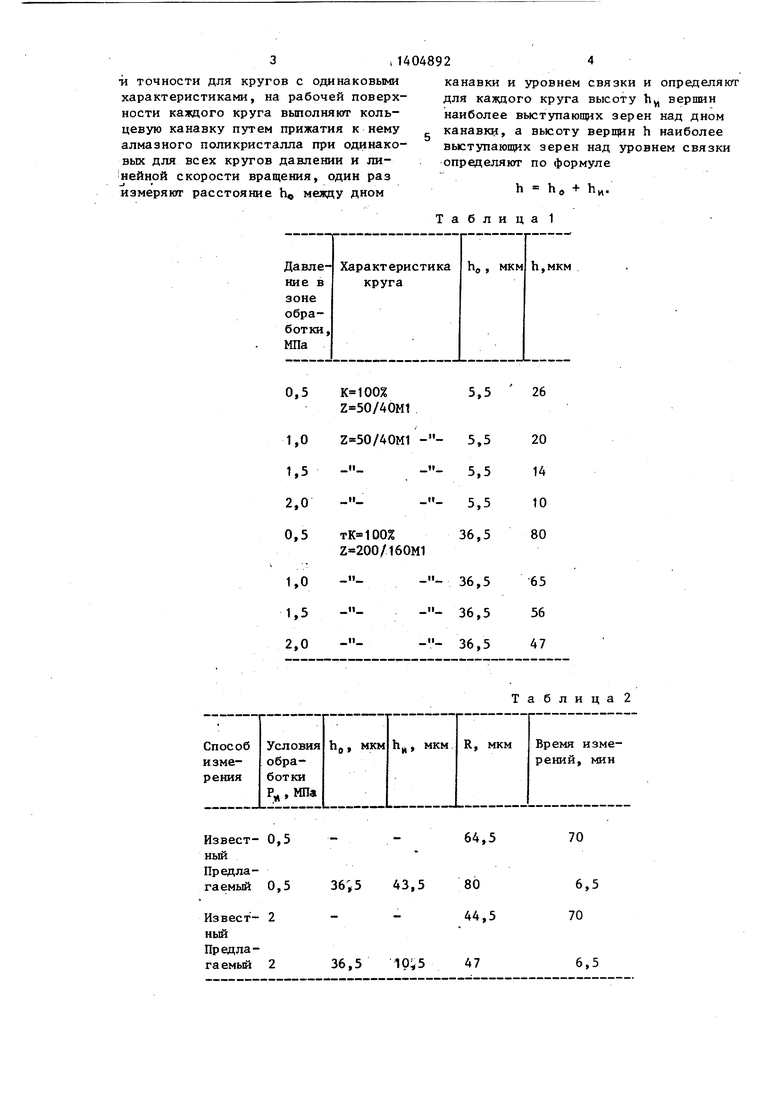
В табл. 1 представлены соответствующие данные для круга 12А2-45 150x10x3x32 АС6 Z 50/40-200/160 100% с бронзовой связкой Ml. Поликристалл синтетический алмаз АСПК с диаметром 4 мм, ,5 МПа, м/с.
Прижатием алмазного поликристалла с заданным давлением РО к рабочей по0
5
верхности круга, вращающегося со скоростью VQ, вьшолняют канавку на рабочей поверхности круга. Время t прижима определяют по окончанию износа зерен круга один раз для данных характеристик круга и параметров Р,,
HVo-.
С помощью индикатора часового типа определяют возвьшзение h наиболее выступающих зерен над дном канавки. Высоту h наиболее выступающих зерен над уровнем связки находят по формуле , в которой Ьд - возвьш1ение дна канавки над уровнем связки-вели- чина постоянная для заданных характеристик круга и параметров Р;, и Vg .
ролит 5% NaNO,
Значение h для заданных характеристик круга и параметров Р и 9 определяется один раз, например, методом профиллографирования.
Пример. Производят обработку (шлифование) сверхтвердого материала кампозит 10 при давлении ,5 МПа ): и МПа на алмазно-электрохимическом станке модели 3622Э. Условия обработки: круг 12А2-45 150x10x3x32 АСб 200/160 100% М1; V 20 м/с; /мин, ток правки круга А, электj; NaNOj 0,5%, остальное вода .
Канавку выполняют синтетическим алмазом АСПК (04 мм) при ,5 МПа, V 20 м/с. Сравниваются два способа; известный и предлагаемый.
Высоту зерен известным способом определяют путем профилографирования. Предлагаемым способом профилографи- рованием определяют лишь возвьш1ение дна канавки над связкой, причем только один раз, а возвьш1ение вершин зерен над канавкой фиксируют индикатором часового типа.
Результаты измерений представлены в табл.2.
Как видно из табл. 2, точность определения высоты h в предлагаемом способе увеличивается до 20%, а время измерения снижается на порядок.
Формула изобретения
Способ определения наибольшей высоты выступания зерен алмазных кругов, по которому для каждого круга измеряют высоту вершин наиболее выступающих зерен над уровнем связки, отличающийся тем, что, с целью повьш1ения производительности
и точности для кругов с одинаковыми характеристиками, на рабочей поверхности каждого круга выполняют кольцевую канавку путем прижатия к нему алмазного поликристалла при одинаковых для всех кругов давлении и линейной скорости вращения, один раз измеряют расстояние h между дном
0,5
0,5
2
2
64,5
36;5 43,580
44,5
36,5 1р;547
канавки и уровнем связки и определяют для каждого круга высоту hy, вершин наиболее вьютупающих зерен над дном канавки, а вьюоту верщин h наиболее выступающих зерен над уровнем связки определяют по формуле
h« + h
Таблица 1
Таблица 2
70
6,5
70
Фиг.1
Фиг.2
