Изобретение относится к области эксплуатации алмазных отрезных кругов диаметром от 100 до 3000 мм и может найтри применение на камнеобрабатывающих заводах и друг1-;х предприятиях, осуществляющих обработку неметаллических материалов алмазными инструментами.
Известен способ правки абразивного инструмента, при котором свободный абразив подается в зону -резания в в процессе работы круга 1.
При известном способе вскрытия свободный абразив, с помощью которого производится вскрытие, можно разместить только в очень ограниченном пространстве между рабочей поверхностью алмазного круга и поверхностью обрабатываемого материала (забоем). Этот Объем назовем рабочим пространством. Толщина зазора между поверхностями круга и забоя определяется высотой выступания алмазных зерен из связки. Принимая во внимание то, что в лучшем случае на поверхности связки выступает половина или одна треть алмазного зерна, необходимо выбирать зернистость свободного абразива для вскрытия в 2-3 раза меньше, чем зернистость алмазов во вскрываемом крз/ге, что снижает интенсивностьвскрытия. Кроме того, необходимо учитывать, что в том же небольшом пространстве между рабочей поверхностью круга и забоем находятся продукты разрушения обрабатываемого материала, непрерывно образуе1«ие в процессе работы круга. Это естественным образом.сокращает количество сво10бодного абразива, которое можно разместить в рабочем пространстве в зоне резания. Указанное обстоятельство значительно ограничивает, с одной стороны, интенсивность вскрытия, а
15 с другой - уменьшает потенциально возможную производительность круга, так как превьпиение объемов снимаемой стружки и вводимого абразива над объемом пространства между рабочей по20верхностью круга и забоем немедленно приводит к заклиниванию круга.
Целью изобретения является интенсификация процесса вскрытия абразивных зерен отрезных кругов.
25
Цель достигается тем, что в известном способе г;равки отрезного круга, при котором свободный абрази) подается в зону резания, свободный абразив засыпают непосредственно
30 в паз, предварительной образованной
кругом в обрабатываемом материале, при этом круг устанавливают ниже уровня дна паза на 20-25% от высоты абразивного слоя, а процесс правки осуществляют по схеме попутного резания.
Использование паза, образованног кругом в процессе обработки материала, в качестве емкости для размещения в ней свободного абразива позволяет отказаться от специальных устройств по дозированию абразива и подводу его в зону резания. Наряду с этим ввод свободного абразива непосредственно в паз дает возможность использовать при вскрытии абразивные материалы с любой зернистостью, так как размер применяемых зерен ограничивается практически только шириной паза, образованного кругом. Это позволяет значительно повысить интенсивность вскрытия алмазоносного слоя
Абразивный материал, засыпанный в паз, диспергируется при продольном ,:ении круга и вращении его по схеме попутного резания (вращени круга по часовой стрелке и подача стола станка с обрабатываемым материалом справо налево). Вращение отрезного круга по схеме попутного резания необходимо для предотвращения выброса свободного абразива из паза. При такой схеме вращения круга частицы абразива увлекаются кругом вниз и попадают между рабочей поверхностью круга и дном, а также стенками паза. При этом происходит сжатие и раздавливание абразивных частиц с образованием на гранях новых острых кромок. В процессе диспергирования в пазе свободного абразивного материала связка на рабочей поверхности инструмента интенсивно изнашивается из-за микроцарапания острыми гранями абразивных частиц, в результате чего новые кристаллы алмаза выступают из связки, а стары затупленные выпадают из нее. На дно паза увлекаются только те слои абразивных частиц, которые прилегают к рабочей поверхности круга, остальное избыточное количество абразива, не захваченное кругом, оттесняется в объеме паза.
При вращении круга по схеме встречного резания (вращение круга против часовой стерлки и подача стола станка с обрабатываемым материалом справа.налево) абразивные частицы, не связанные друг с другом, будут выбрасываться из паза.
С целью компенсации отжима круга в процессе вскрытия и для предотвращения проскапьзывания свободного абразива между дном паза и рабочей поверхностью круга, нижняя кромка его перед началом движения по пазу, заполняемому абразивом, опускается.
ниже уровня дна паза на 20-25% от высоты алмазоносного слоя. Это позволяет осуществить более эффективный процесс диспергирования свободного абразива, увлекаемого кругом вниз, на дно паза. Врезающийся на указан 1ую глубину в дно паза круг препятствует проскальзыванию под ним свободного абразива.
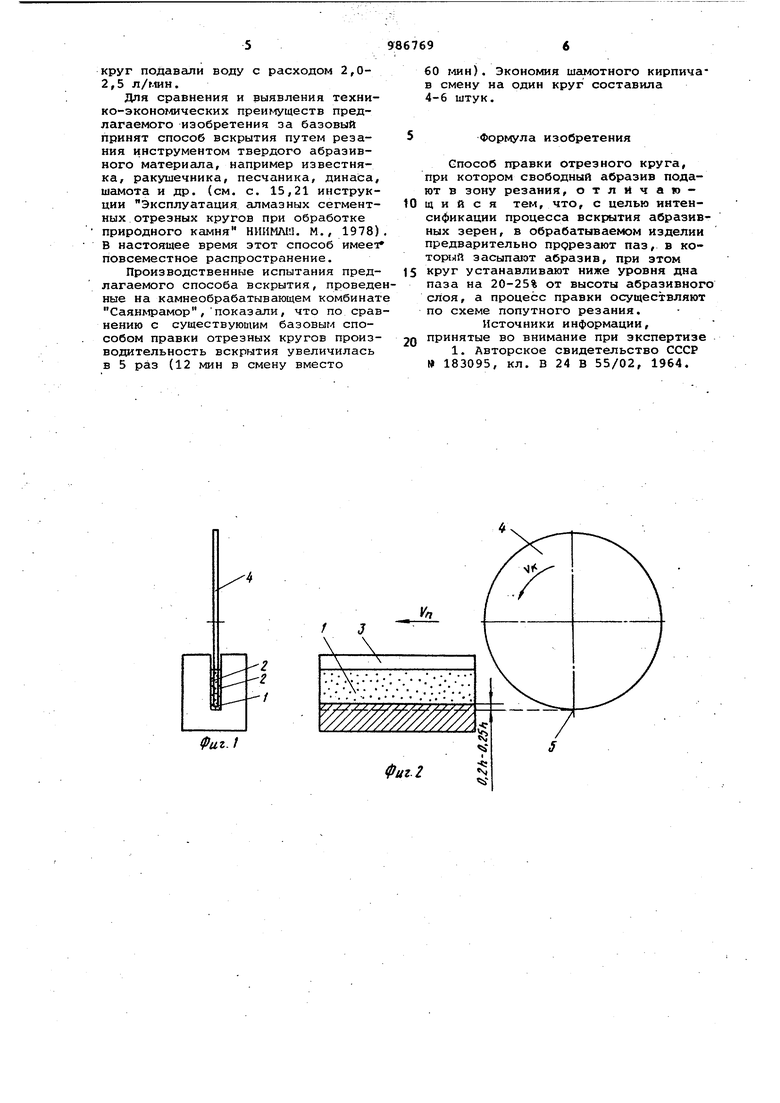
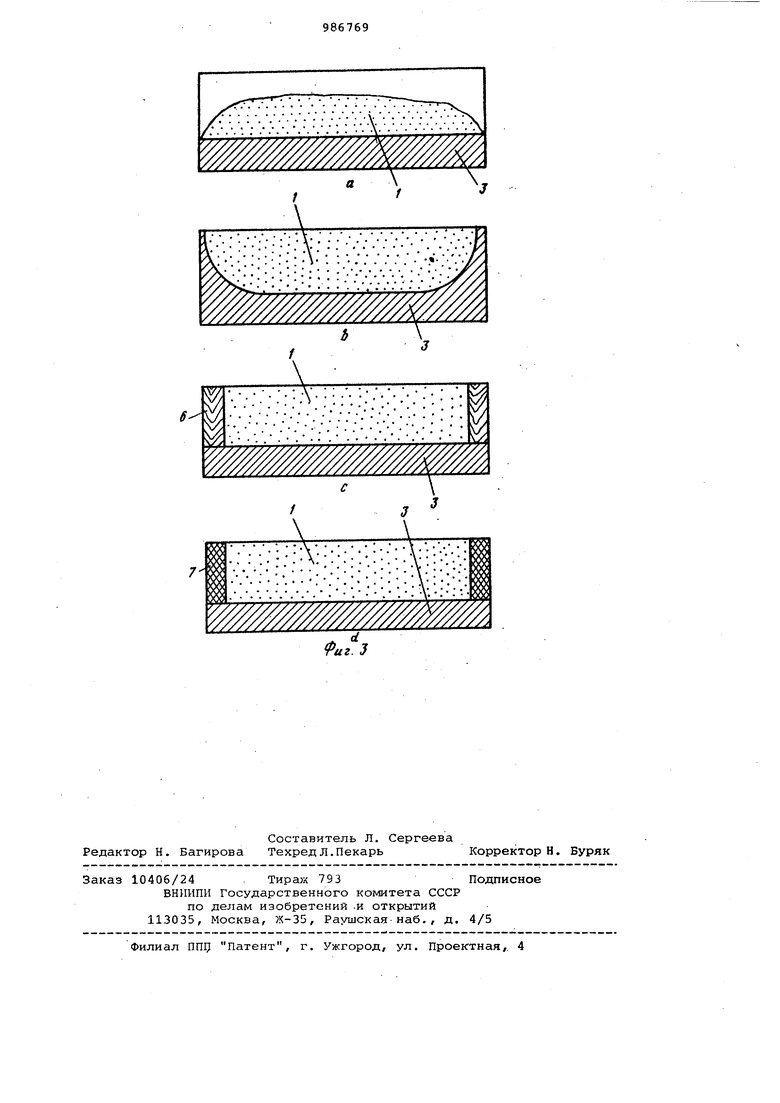
На фиг. 1 представлена схема процесса правки отрезного круга; на фиг. 2 - схема подготовки к процесу правки отрезного круга; на фиг. 3 варианты выполнения паза в твердом материале и способы закрытия начала и конца паза, осуществляемого для предотвращения высыпания из дна паза абразивного материала.
Способ правки осуществляется следующим образом; свободный абразив 1 засыпают в прорезанный паз 2 обрабатываемого изделия 3, отрезной круг 4 устанавливают так, что нижняя кромка 5 круга 4 должна быть ниже уровня дна паза на 20-25% от высоты h абразивного слоя. |
Варианты выполнения пазов в обрабатываемом изделии.
Вариант а: свободный абразив 1 засыпан в паз 2, начало и конец.паза не закрыты. Вариант Ь: паз образован путем вертикального опускания круга в обрабатываег/ый материал и подъема круга из обрабатываемого материала без доведения паза до края обрабатываемой плиты. Варианты с и d: начало и конец паза закрыты деревянным клином 6 или быстротвердеющим раствором 7. . I
В качестве примера конкретного осуществления предлагаемого способа .приводится описание вскрытия алмазного отрезного сегментного круга диаметром 1250 глм на связке Мб-03, используемого для мрамора.
Круг диаметром 1250 мм был установлен на фрезерном станке модели МП-бОО. Первоначально в фaмopыoй плите при минимальной производительности был сделан алмазныгд кругом паз 2 глубиной 120 мм. В паз 2 засыпали кварцевый песок 1. Для предотвращения вымывания песка из паза 2 начало и конец его заделали деревянныгш клиньями 6 (фиг. 3 с). Засыпанный в паз сухой песок 1 смочили водой для уменьшения его распьшения. Нижнюю кроглку 5 круга 4 (см. фиг. 2) установили на 2 мм ниже уровня дна паза 2, заполненного абразивным материсшом 1. Затем при продольной подаче V 4-5 м/мин и окружной скорости V 30-40 м/с было сделано три прохода по пазу, заполненному песком. После каждого проходи паз вновь заполняли песком, а концы паза за.делывсши деревянныгли клиньями. В процессе резания на
круг подавали воду с расходом 2,02,5 л/мин.
Для сравнения и выявления технико-эконоглических пpeи Iylцecтв предлагаемого изобретения за базовый принят способ вскрытия путем резания инструментом твердого абразивного материала, например известняка, ракушечника, песчаника, динаса, шамота и др. (см. с. 15,21 инструкции Эксплуатация алмазных сегментных отрезных кругов при обработке природного камня НИИМЛМ. М., 1978). В настоящее время этот способ имеет повсеместное распространение.
Производственные испытания предлагаемого способа вскрытия, проведенные на камнеобрабатывающем комбинате Саянмрамор,показали, что по сравнению с существующим базовым способом правки отрезных кругов производительность вскрытия увеличилась в 5 раз (12 мин в смену вместо
60 г-шн). Экономия ша.мотного кирпичав смену на один круг составила 4-6 штук.
5 Формула изобретения
Способ правки отрезного круга, при котором свободный абразив подают в зону резания, отлИчаю10 щ и и с я тем, что, с целью интенсификации процесса вскрытия абразивных зерен, в обрабатываемом изделии предварительно прирезают паз, в который засыпают абразив, при этом
15 круг устанавливают ниже уровня дна паза на 20-25% от высоты абразивног слоя, а процесс правки осуществляют по схеме попутного резания. Источники информации,
2Q принятые во внимание при экспертизе
1. Авторское свидетельство СССР W 183095, кл. В 24 В 55/02, 1964.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 1989 |
|
SU1839393A1 |
| СПОСОБ УСКОРЕННОГО ФОРМИРОВАНИЯ МАКРОТОПОЛОГИИ ВЫСТУПОВ ИНСТРУМЕНТА В ВИДЕ ПРЕРЫВИСТОГО КРУГА | 1997 |
|
RU2136477C1 |
| Масса с полимерным связующим для изготовления алмазного инструмента для работы с наложением электрического тока и в обычном режиме | 2016 |
|
RU2643400C2 |
| Состав абразивной массы высокоструктурного инструмента для шлифования с его непрерывной правкой | 2017 |
|
RU2684466C1 |
| Способ изготовления абразивного инструмента гальваническим методом | 1982 |
|
SU1021588A1 |
| Способ изготовления абразивного инструмента | 1988 |
|
SU1620280A1 |
| ФРЕЗА АЛМАЗНАЯ ТОРЦЕВАЯ ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ИЗ УГЛЕРОДНЫХ ИЛИ УГЛЕГРАФИТОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2308357C1 |
| Способ изготовления абразивного инструмента | 1978 |
|
SU861052A1 |
| Абразивный круг | 1983 |
|
SU1085800A1 |
| Абразивный инструмент | 1984 |
|
SU1283071A1 |
Фиг.1
/
V-:;-::-V:;:: :;::X;.
I
