Известны устройства для автоматической заливки форм металлом на литейном конвейере с использованием стопорного ковша и желоба с возвратно-поступательным движением.
Особенность предлагаемого устройства заключается в том, что, с целью автоматизации дозирования металла при заливке его в формы с целью измерением уровня металла, в нем применена пустотелая огнеупорная насадка с наконечником, опускаемая до уровня металла в ковше и соединенная с сильфонным контактным датчиком и воздухопроводом, взаимодействуюш,им с реле и электромагнитным клапаном, приводящим в действие стопорно-разливочный механизм.
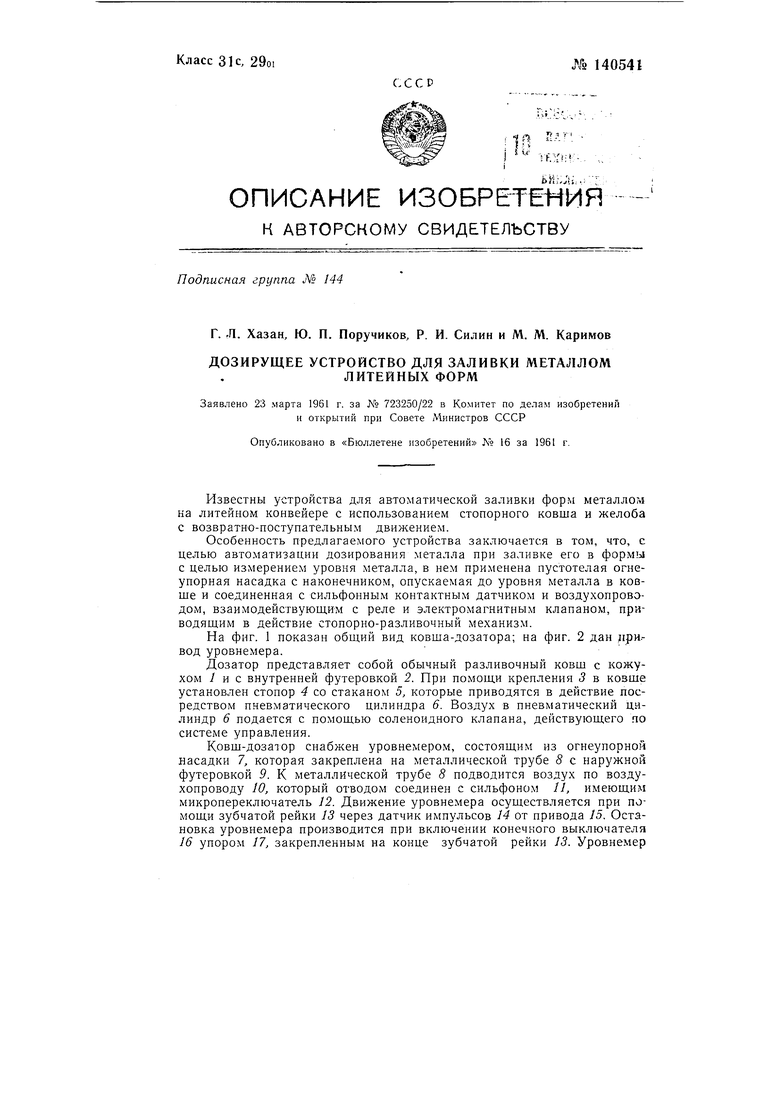
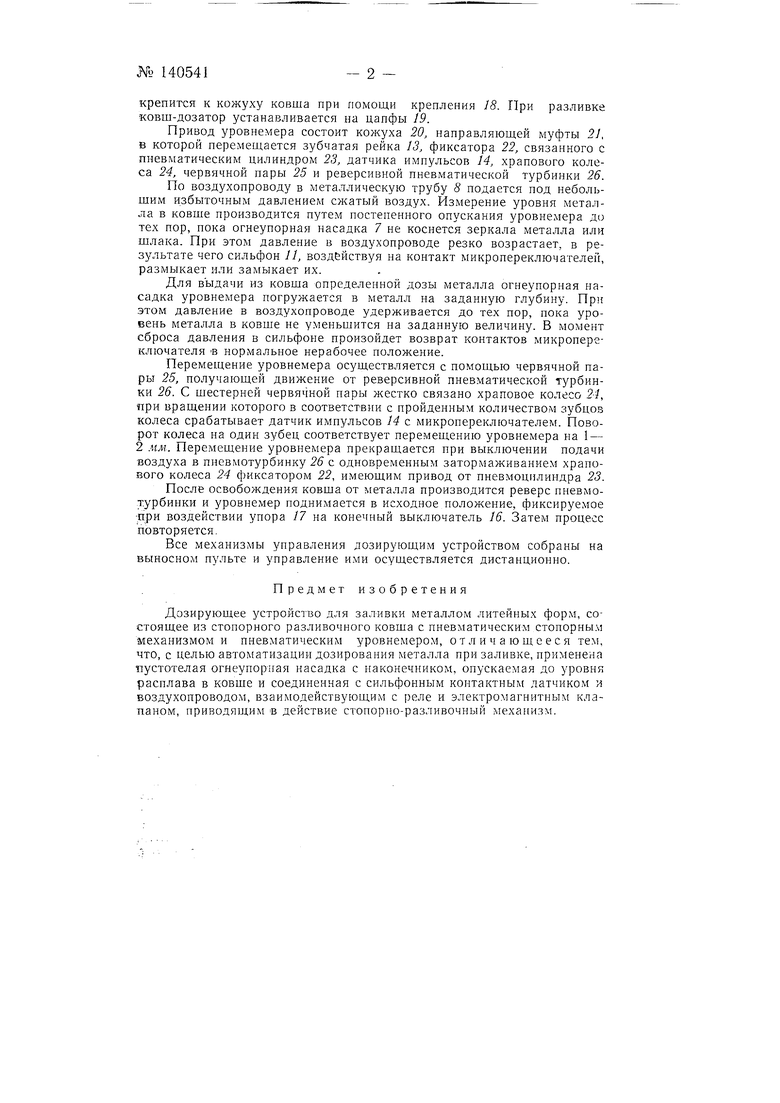
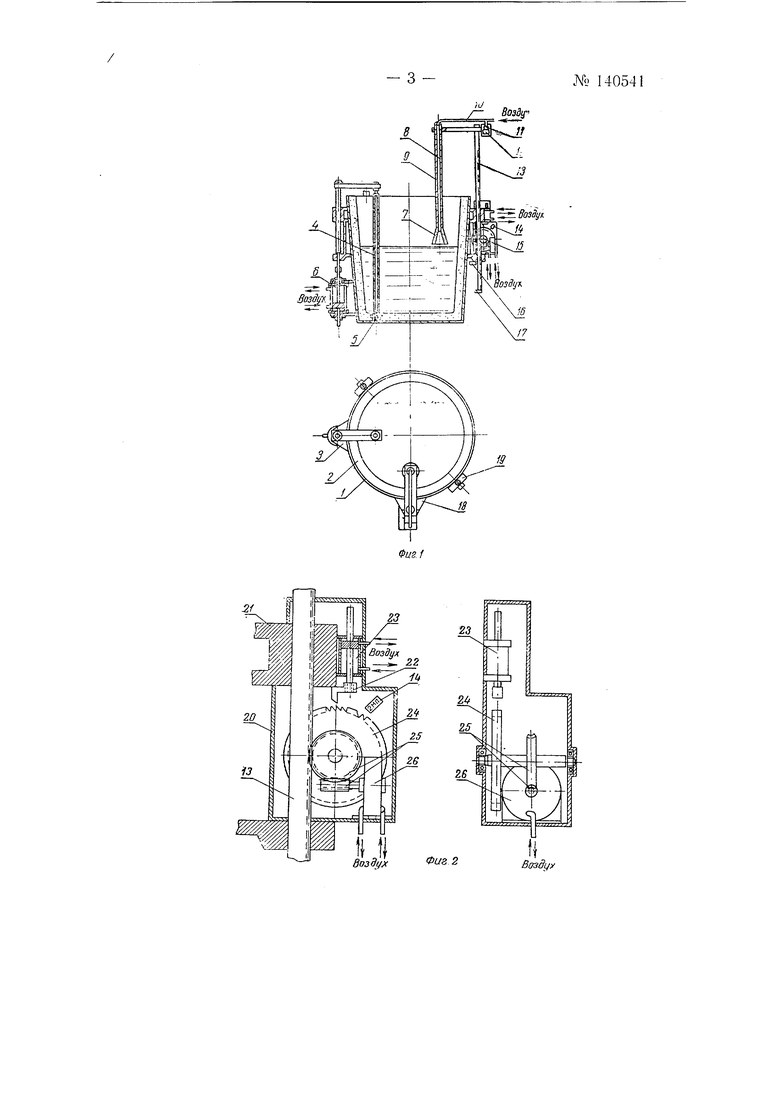
На фиг. 1 показан общий вид ковша-дозатора; на фиг. 2 дан ,лри.вод уровнемера.
Дозатор представляет собой обычный разливочный ковш с кожухом / и с внутренней футеровкой 2. При помощи крепления 3 в ковше установлен стопор 4 со стаканом 5, которые приводятся в действие посредством пневматического цилиндра 6. Воздух в пневматический цилиндр 6 подается с помощью соленоидного клапана, действующего по системе управления.
Ковш-дозатор снабжен уровнемером, состояшим из огнеупорной насадки 7, которая закреплена на металлической трубе 8 с наружной футеровкой 9. К металлической трубе 8 подводится воздух по воздухопроводу 10, который отводом соединен с сильфоном 11, имеющим микропереключатель 12. Движение уровнемера осуществляется при помощи зубчатой рейки 13 через датчик импульсов 14 от привода 15. Остановка уровнемера производится при включении конечного выключателя 16 упором 17, закрепленным на конце зубчатой рейки 13. Уровнемер
№ 140541- 2 крепится к кожуху ковша при помощи крепления 18. При разливке ковш-дозатор устанавливается на цапфы 19.
Привод уровнемера состоит кожуха 20, направляющей муфты 21. в которой перемещается зубчатая рейка 13, фиксатора 22, связанного с пневматическим цилиндром 23, датчика импульсов 14, храпового колеса 24, червячной пары 25 и реверсивной пневматической турбинки 26.
По воздухопроводу в металлическую трубу 8 подается под небольщим избыточным давлением сжатый воздух. Измерение уровня металла в ковше производится путем постепенного опускания уровнемера до тех пор, пока огнеупорная насадка 7 не коснется зеркала металла или щлака. При этом давление в воздухопроводе резко возрастает, в результате чего сильфон //, воздействуя на контакт микропереключателей, размыкает или замыкает их.
Для выдачи из ковша определенной дозы металла огнеупорная насадка уровнемера погружается в металл на заданную глубину. При этом давление в воздухопроводе удерживается до тех пор, пока уровень металла в ковше не уменьшится на заданную величину. В момент сброса давления в сильфоне произойдет возврат контактов микропереключателя В нормальное нерабочее положение.
Перемещение уровнемера осуществляется с помощью червячной пары 25, получающей движение от реверсивной пневматической турбинки 26. С щестерней червячной пары жестко связано храповое колесо 24, при вращении которого в соответствии с пройденным количеством зубцов колеса срабатывает датчик импульсов 14 с микропереключателем. Поворот колеса на один зубец соответствует перемещению уровнемера на 1 - 2 .чм. Перемещение уровнемера прекращается при выключении подачи воздуха в пневмотурбинку 26 с одновременным затормаживанием храпового колеса 24 фиксатором 22, имеющим привод от пневмоцплиндра 23.
После освобождения ковша от металла производится реверс пневмот.урбинки и уровнемер поднимается в исходное положение, фиксируемое -при воздействии упора 17 на конечный выключатель 16. Затем процесс повторяется.
Все механизмы управления дозирующим устройством собраны на выносном пульте и управление ими осуществляется дистанционно.
Предмет изобретения
Дозирующее устройство для заливки металлом литейных форм, состоящее из стопорного разливочного ковша с пневматическим стопорным механизмом и пневматическим уровнемером, отличающееся тем, что, с целью автоматизации дозирования металла при заливке, применена пустотелая огнеупорная насадка с наконечником, опускаемая до уровня расплава в ковше и соединенная с сильфонным контактным датчиком и воздухопроводом, взаимодействуЕощим с реле и электромагнитным клапаном, приводящим ъ действие стопорио-разливочный механизм.