5
Петал,
сл
vj
О5
I Металл
Изобретение отноеится к области прокатки, в частности к устройствам для перемещения металла на прокатных станах от печей по передаточному оольгангу до окали- ноломателя, установленного перед клетями прокатного стана.
; Цель изобретения - повышение эффекITHBHOCTH на1 рева.
: На фпг. 1 изображено предлагаемое устjpoficTBO, вид; на фиг. 2 - то же,
поперечный разрез.
Устройст-во для нагрева и транспортировки .металла перед прокаткой содержит нагревательные печи 1, механизмы 2 для перемещения металла, например слябов 3, вдоль нечей 1, передаточный рольганг 4, рас- по. юженный перпендикулярно механизмам 2 перемещения металла. В качестве нагревательных печей для нагрева слябов перед прокаткой могут быть использованы нагревательные печи 1 с механизмом перемещения металла в виде Н1аг ающих балок (д. шна печи 49 м, ширина 12 м, макси- ма.льной производительностью 420 т/ч). В печах нагреваются слябы толщиной 150- 200, длиной 4500-10500, шириной 1080- 1850 мм, используемые,,например, для прокатки листа толщиной 1,2-12мм (стан 2000). Для участка с четырьмя нагревательными печами д, 1ина ро.пикового передаточного рольгап1 а 90 м.
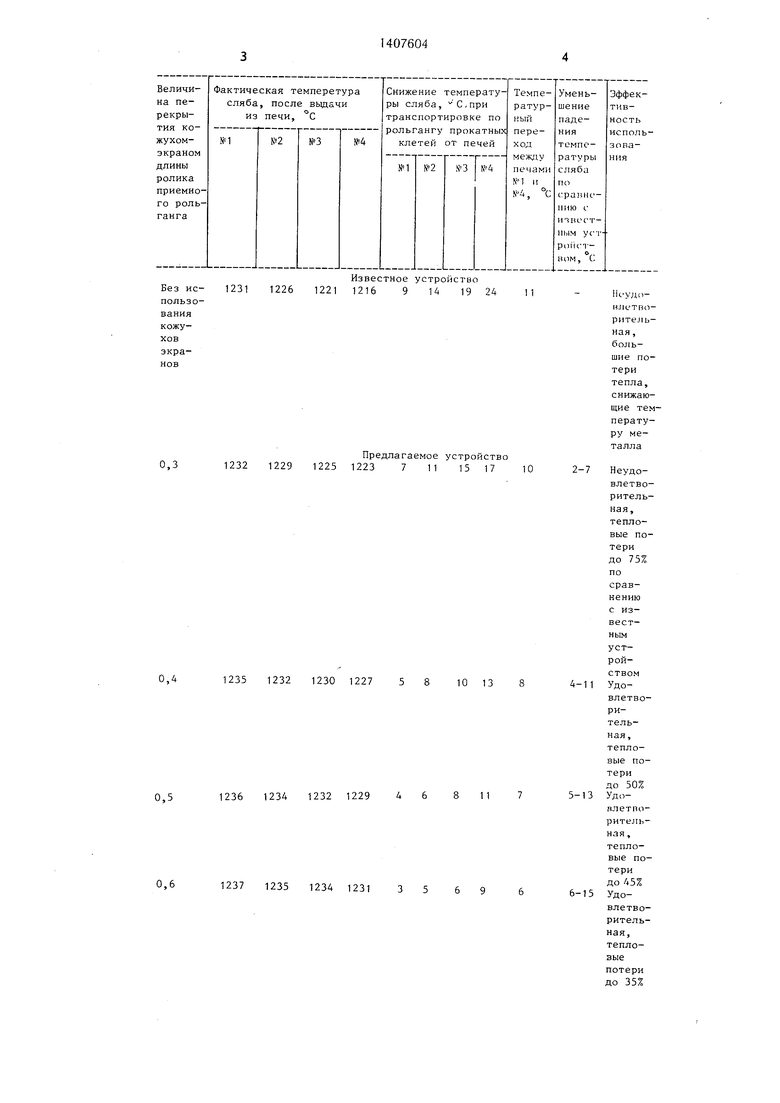
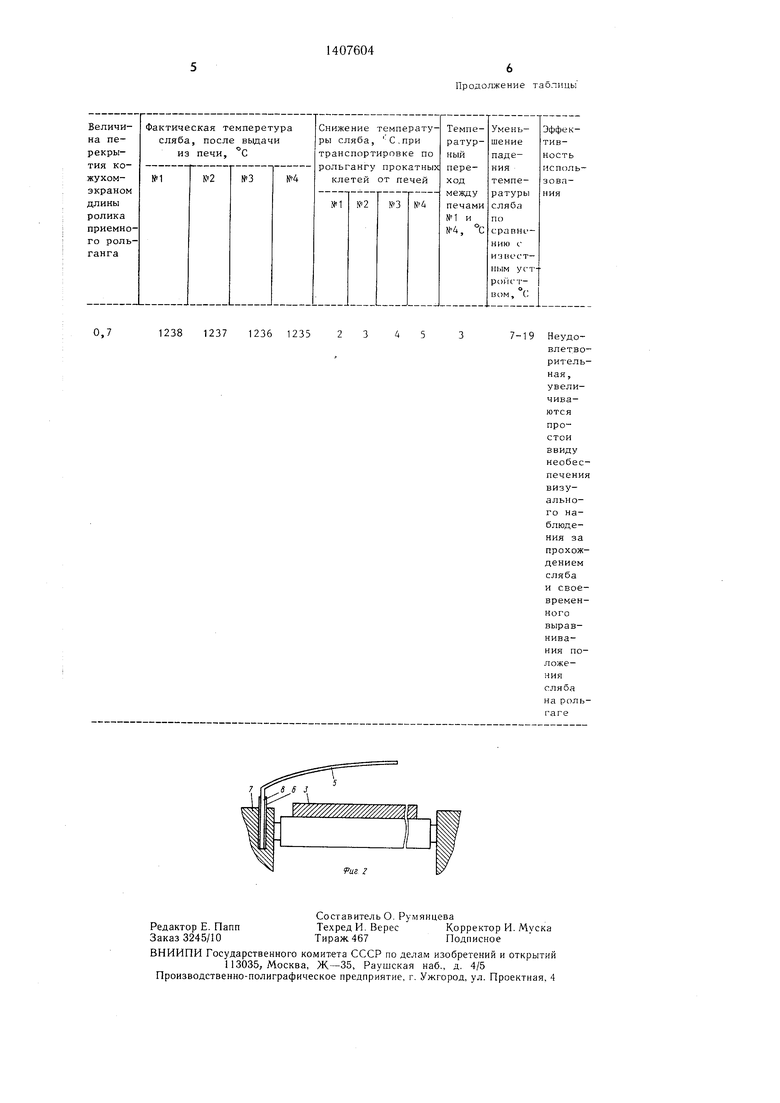
Над передаточным рольгангом 4 установлены теплоизо.труюшие кожухи-экраны 5, вьшо;1непные, например, из листового алюминия. Крепление кожуха-экрана 5 с рольгангом выполнено телескопическим, например, в виде направляющего элемента 6 с осе- BiiiM отверстием, размеп1,енного внутри неподвижной плиты 7, рольганга 4 и цилиндрической насадки 8, жестко соединенной с кожухом-экраном 5. Теплоизолирующие кожухи-экраны 5 закреплены с одной стороны рольганга в продольном направлении со стороны, противоположной расположению печей. Кожух-экран 5 выполнен с вогнутой внутренней поверхностью, перекрывающей 0,4---0,6 длины ролика передаточного рольганга 4. Величина перекрытия длины ролика установлена экспериментально, данные нриведены в таблице.
0
Испытания проводились при нагреве кор- розионностойкой стали при перекрытии передаточного ро.льганга кожухами-экранами и результаты сравнивались с результатами, полученными при нагреве слябов той же марки стали без использования кожухов- экранов.
Во время работы металл - (слябы) 3 - после нагрева в печах 1 поступает на передаточный рольганг 4 и но не.му транспортируется к прокатным клетям.
Снабжение передаточного роликового рольганга теплоизолирующими кожухами- экранами и закрепление их с одной стороны ро.чьганга в продольном направлении
с нерекрытием 0,4-0,6 длины ролика рольганга с обеспечением визуального наблюдения за нахождением сляба на рольганге позволяет сократить потери тепла при транспортировке металла, повысить эффективность нагрева и сократить расход топлива.
0 Использование предлагае.мого устройства обеспечивает снижение тепловых потерь нагретыми слябами при движении их от печей к прокатным клетям стана, дает возможность производить нагрев слябов до мень5 шей температуры в печах Л е 1-4 соответственно на 4-6, 6-9, 9-13 и 11 - УС и сократить расход топлива. Выполнение крепления экранов телескопическим упрощает систему крепления, монтажа и демонтажа экранов и позволяет ко.мпенсировать
0 тепловые расширения.
Формула изобретения
Устройство для нагрева и транспортировки металла, нреимущественно слябов перед
5 прокаткой, содержащее нагревательные печи, механизм перемещения металла вдоль печи, нередаточный роликовый рольганг и установленные над ним теплоизоляционные кожухи-экраны, отличающееся тем, что, с
Q целью повьпиения эффективности нагрева, теплоизоляционные кожухи-экраны закреплены с одной стороны рольганга в продольном направлении с противоположной стороны печей, при этом экраны выполнены с вогнутой внутренней поверхностью и пере5 крывают 0,5-0,6 длины ролика передаточного рольганга, а соединение экранов с рольгангом выполнено телескопическим.
1231 1226
Известное устройство 1221 1216 9 14 19 24 11
0,3
1232 1229
Предлагаемое устройство 1225 1223 7 11 15 17 Ю
0,4
1235 1232 1230 1227
0,5
1236 1234 1232 1229
0.6
1237 1235 1234 1231
во 24 11
ойство 5 17 Ю
2-7
13
4-11
1 1
5-13
6-15
Нс умо- нлетв 1- ритель- ная, большие потеритепла, снижающие температуру металла
Неудо- влетво- ритель- ная, тепловые потеридо 75% по
сравнениюс известнымустройствомУдо- влетво- ри- тель- ная, тепловые потеридо 50% Удо- нлетпо- ритель- ная, тепловые потеридо 45% Удо- влетво- ритель- ная, тепловые
потери до 35%
Продолжение таблицы
Изобретение относится к области прокатки, в частности к устройствам для перемещения металла на нрокатных станах от печей по передаточному рольгангу до окали- ноломателя, установленного перед клетями прокатного стана. Цель изобретения - повышение эффективности пагрева. Во время работы металл 3 после нагрева в печах I поступает на передаточный рольганг 4 и по нему транспортируется к прокатным клетям. Снабжение рольганга теплоизолирующими кожухами-экранами позволяет визуально наблюдать за слябом на рольганге при сокра- П1ении потерь тепла. I таб.ч.. 2 ил.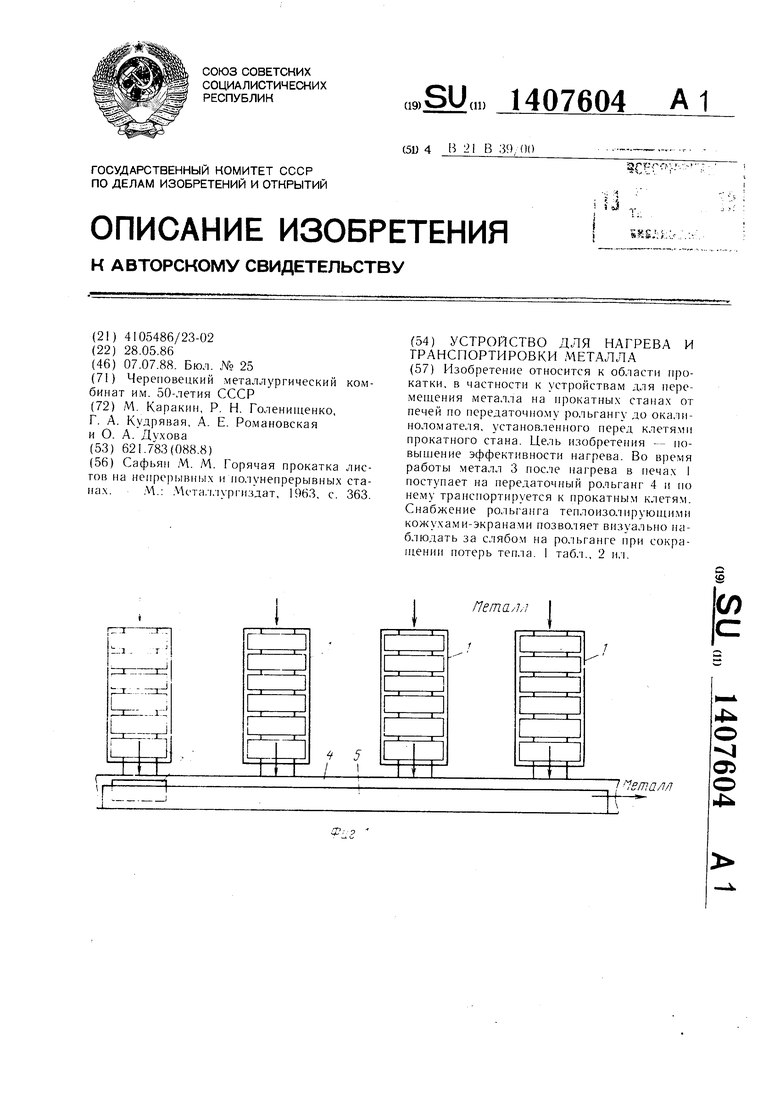
0.7
1238 1237 1236 1235
19
Неудо- влетво- ритель- ная, увеличиваютсяпростоиввиду необеспечениявизуального наблюдения за прохождениемсляба и своевременноговыравнивания положениясляба на роль- гаге
| Сафьян М | |||
| М | |||
| Горячая прокатка листов па ненрерывиых и полунепрерывных ста- на.х | |||
| ДА.: ЛАеталлургиздат, 1963 | |||
| с | |||
| Способ получения бензонафтола | 1920 |
|
SU363A1 |
