Изобретение относится к черной металлургии, точнее к процессу горячей прокатки стали на широкополосовых станах.
Производство непрерывнолитых слябов позволило существенно увеличить их массу. В свою очередь, производство горячекатаных полос из слябов повышенной массы привело к проблеме поддержания заданного температурного режима прокатки, сводящейся к обеспечению постоянства распределения температуры конца прокатки по длине готовой полосы при формировании на входе в чистовую группу клетей так называемого температурного клина. Дополнительно отмеченная проблема обострилась из-за все возрастающих цен на энергоносители и, соответственно, из-за целенаправленной технической политики по снижению нагрева (подогрева) слябов в нагревательных печах по снижению энергозатрат.
Известен способ регулирования температуры конца прокатки, включающий нанесение на поверхность валков со стороны входа теплоизоляционного покрытия, толщину которого регулируют в зависимости от скорости прокатки и температуры раската (см., например, а.с. СССР №555922 от 27.03.1975 г., B 21 B 1/26, 37/10).
Основной недостаток известного способа состоит в невозможности контролировать и обеспечивать регулируемую толщину наносимого теплоизолятора в зависимости от температурных условий прокатки.
Известен способ снижения потерь тепла металлом в процессе его передачи по рольгангу из одной прокатной клети (группы клетей) в другую, включающий тепловое взаимодействие металла с рабочей поверхностью ряда секций экранов, имеющих низкую степень черноты (см., например, патент РФ №2122475 от 28.05.1997 г., В 21 В 39/00, где при описании устройства секции экрана дано описание способа снижения потерь тепла металлом в процессе его передачи по рольгангу).
Основной недостаток известного способа определяется недостатками устройства его реализации, состоящими в невозможности обеспечить нужную степень черноты отражающей поверхности экранов и, самое главное, постоянство степени черноты экранов во времени. В результате способ снижения потерь тепла металлом реализуют с переменным и низким эффектом сохранения тепла металлом с непостоянством этого эффекта во времени.
Известен способ снижения потерь тепла металлом в процессе его передачи по рольгангу из одной прокатной клети (группы клетей) в другую, включающий тепловое взаимодействие металла с рабочей поверхностью ряда секций экранов, нагретых путем аккумулирования части тепла первых прошедших штук металла (см., например, патент РФ №1519799 от 29.02.1988 г., в котором при описании теплоизоляционного экрана описан способ снижения потерь тепла металлом в процессе его передачи по рольгангу).
Известному способу присущи два существенных недостатка. Во-первых, тепловая инерционность, состоящая в необходимости прохождения нескольких штук раската, чтобы экранирующая поверхность вышла на рабочий тепловой уровень. Во-вторых, относительно низкая (максимум 80%) степень снижения потерь тепла проходящего под экранами металла, которая не может быть повышена из-за самой сути способа экранирования.
Известен способ нагрева отражающей поверхности экрана теплосохраняющей установки, включающий нагрев экрана электрическим током от исходной температуры до температуры поверхности экранируемого металла при ее вступлении в тепловое взаимодействие с отражающей поверхностью экрана (см., например, а.с. СССР №371998 от 25.10.1971 г., В 21 В 37/10).
По существенным признакам известный способ наиболее близок предлагаемому способу, поэтому принят за прототип.
Существенным недостатком известного способа являются значительные потери тепла экраном из-за излучения в течение его нагрева, особенно резко возрастающие по мере повышения температуры нагрева выше 600...700°С. Для компенсации этих потерь тепла излучением требуются значительные затраты дополнительной энергии на нагрев экрана, которые могут быть сопоставимыми с количеством тепла, необходимого для нагрева экрана до требуемых температур. При массовом производстве горячекатаной полосовой стали на широкополосовых станах этот недостаток известного способа становится препятствием для его высокоэффективного применения.
Предлагаемый способ нагрева отражающей поверхности экрана теплосохраняющей установки свободен от указанного недостатка известного способа. В нем решена задача оперативного подъема температуры рабочей поверхности экранов до уровня температуры поверхности проходящего под ними горячего металла при максимальном снижении потерь тепла экранами из-за излучения. Благодаря этому наиболее эффективно, с точки зрения затрат энергии, обеспечивается стабилизация температуры по длине раската в момент его входа в первую чистовую клеть, создаются условия для изотермической прокатки, обеспечивающей улучшение всех показателей качества готовых горячекатаных полос. На базе более высоких температур раската, входящего в чистовую группу клетей, создаются условия, во-первых, для снижения затрат электрической энергии на деформацию металла в чистовой группе клетей, во-вторых, для снижения температуры нагрева слябов и экономии на этой основе затрат топлива на нагрев.
Технический результат достигается тем, что в способе нагрева отражающей поверхности экрана теплосохраняющей установки, включающем нагрев экрана электрическим током от исходной температуры до температуры поверхности экранируемого металла при ее вступлении в тепловое взаимодействие с отражающей поверхностью экрана, согласно предложению нагрев осуществляют по меньшей мере в два этапа, переходящих из одного в другой под токовой нагрузкой, с нагревом на первом этапе до промежуточной температуры, составляющей 0,55...0,65 окончательной температуры, при этом продолжительность нагрева до промежуточной температуры на первом этапе превышает продолжительность нагрева до окончательной температуры. Причем промежуточная температура нагрева составляет 600...700°С, а окончательная температура нагрева составляет 1000...1150°С, при этом указанные значения температур коррелируют.
Способ нагрева отражающей поверхности экрана теплоотражающей установки (ТСУ) пояснен чертежами на фиг.1-3.
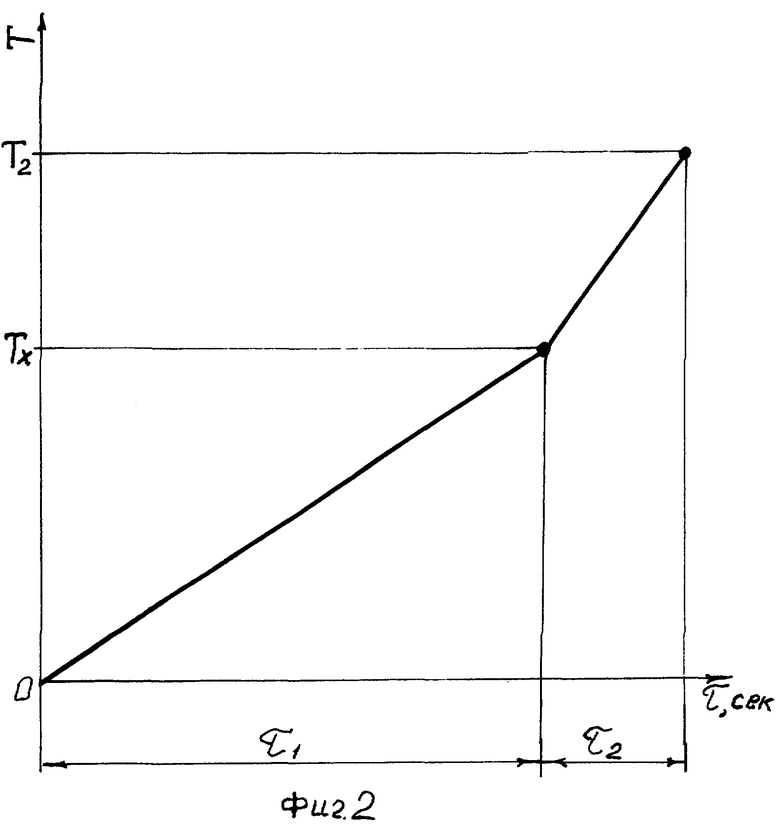
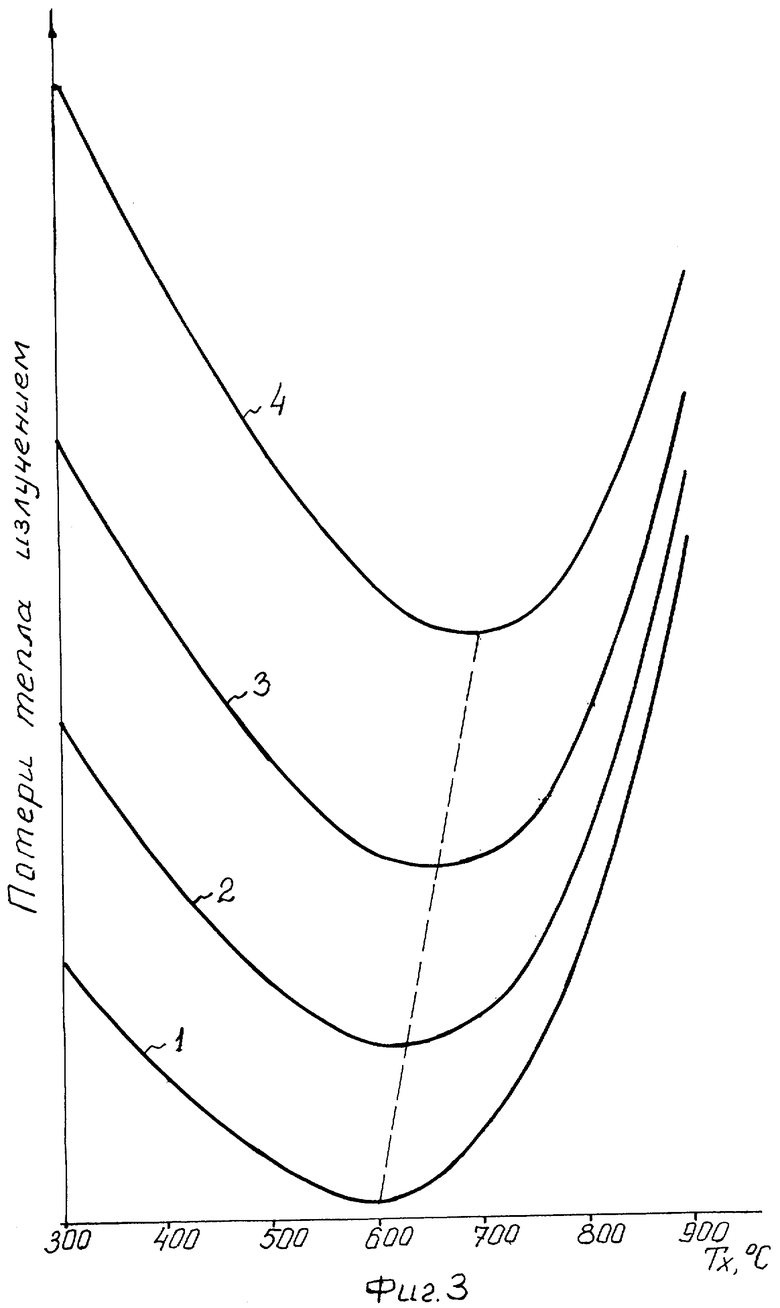
На фиг.1 показан процесс прохождения металла под секциями экранов теплосохраняющей установки; на фиг.2 - реализуемый в способе нагрев отражающей поверхности экрана ТСУ; на фиг.3 отражена эффективность реализации способа в части снижения потерь тепла излучением отражающей поверхностью экрана при его нагреве по различным режимам.
Прокатываемый металл 1 (фиг.1) покидает клеть 2 и по рольгангу 3 передается в клеть 4 (применительно к широкополосовому стану горячей прокатки - в группу чистовых клетей). Над рольгангом 3 расположена группа секций 5 экранов ТСУ, каждый из экранов, точнее их отражательную поверхность, нагревают до температуры поверхности металла 1 в момент его вступления в тепловое взаимодействие с теплоотражательной поверхностью экранов 5 (в положении 6', 6", 6"' и т.д. металла). Нагрев осуществляют пропусканием электрического тока по элементу экрана 5, обращенному к металлу 1 и образующему отражательную поверхность экранов ТСУ (детали пропускания тока по элементу экрана для его нагрева здесь не рассматриваются, т.к. не составляют сущности предложенного способа).
Нагрев экранов 5 осуществляют так, как показано на фиг.2, пропусканием тока по элементу экрана 5 его в начале нагревают от исходной температуры до промежуточной температуры Тх, затем, не снимая напряжения тока (т.е. под нагрузкой), осуществляют нагрев элемента экрана до температуры T2. Исходная температура может быть равна комнатной - в начале нагрева ТСУ или той, до которой остывают экраны в паузах. При реализации способа значений промежуточных температур Тх может быть несколько, например Тх1, Тх2, Тх3, при этом Тх1<Тх2<Тх3. Однако предпочтительна реализация нагрева в два этапа, как показано на фиг.2. Это обусловлено спецификой процесса потери телом тепла из-за излучения: до температуры Тх, равной 0,5...0,6Т2, излучением тело теряет 15...20% тепла, остальные 80...85% потерь тепла падают на более высокий уровень температур. При указанной специфике нагрев экранов в три, четыре этапа в сравнении с двухэтапным нагревом уменьшает потери тепла излучением, однако выигрыш в снижении потерь энергии незначителен в сравнении с техническим усложнением реализации процесса нагрева.
В связи с отмеченным предпочтительным является нагрев экранов в два этапа: первый от исходной до температуры Тх≅0,55...0,65T2, второй - от Тх до Т2. При этом в связи с малыми потерями тепла излучением на участке температур 0...(0,55...0,65) Т2 продолжительность нагрева увеличивают, в то время как на участке температур 0,65Т2...Т2 максимально сокращают. Последнее зависит от наличия достаточной мощности электрического тока, подводимого к экранам.
Способ нагрева отражающей поверхности экрана теплосохраняющей установки реализуют следующим образом.
Прокатанный в клетях, например, черновой группы металл 1 покидает последнюю клеть 2 этой группы и передается по рольгангу 3 в направлении клети 4 (фиг.1). В процессе передачи металл 1 не находится одновременно в клетях 2 и 4. Перемещаясь по рольгангу 3, металл 1 входит в тепловое взаимодействие с последовательным рядом секций теплосохраняющих экранов 5, рабочей поверхностью которых (имеющей тепловое взаимодействие с металлом) является тонкий лист-экран, по которому пропускают электрический ток, в результате лист нагревается равномерно по сечению, длине и ширине.
К моменту нахождения металла 1 в положении 6' (фиг.1) лист-экран нагревают до температуры Т2', равной температуре поверхности металла 1 в положении 6', затем металл перемещается в положение 6", лист-экран над металлом к этому моменту имеет температуру Т2" и т.д.
Таким образом, при реализации настоящего способа до подхода металла 1 к ТСУ заранее начинают нагревать листы-экраны 5, чтобы в момент нахождения металла под соответствующей секцией экрана 5 лист-экран имел температуру Т2, равную температуре поверхности металла. При этом на первом этапе лист-экран нагревают в течение времени τ1 до промежуточной температуры Тx, равной 0,55...65Т2, затем, не снимая нагрузку, на втором этапе нагревают лист-экран от температуры Тx до Т2 в течение времени τ2.
Обеспечивают неравенство τ1>τ2. Так как температура металла 1 на выходе из клети 2 конкретного стана практически равномерна по длине металла 1, температуры Тx и Т2 являются практически одинаковыми для всех секций ТСУ. Более того, после прохождения металлом секции она отключается от нагрева, что позволяет заметно снизить мощность установки для нагрева.
Экранирование металла 1 снизу осуществляют воздушной окалиной в емкостях промежуточных плит рольганга 3.
Совокупностью указанных приемов существенно сокращают потери тепла листом-экраном из-за излучения, тем самым обеспечивают снижение общего расхода энергии на поддержание постоянной по длине и на высоком уровне температуры металла на входе в клеть 4. Последнее позволяет реализовывать в группе клетей 4 изотермическую прокатку, в том числе тонких и особотонких полос, а также на 20...25% снижать расход энергии на деформацию металла.
Пример 1. На широкополосовом стане горячей прокатки из последней черновой клети 2 выходит подкат (металл 1) с температурой 1000°С, с которой в связи с близостью секций ТСУ к этой клети подкат поступает под секции экранов 5 ТСУ. До подхода металла экран первой секции начинают пропусканием по нему тока нагревать от исходной температуры 0°С до температуры Тx=600°С в течение τ1=5,12 с и по достижении этой температуры, не снимая токовой нагрузки, в течение τ2=1,8 с температуру экрана поднимают с 600 до 1000°С. К этому моменту металл 1 поступает под эту секцию 5 и в связи с одинаковостью температуры металла 1 и экрана 5 теплообмен между ними отсутствует.
Установление других значений Тx в этом примере приводит к росту потерь тепла экраном из-за излучения, что отражает кривая 1 на фиг.3.
При этом в сравнении с нагревом экрана за один этап с 0 до 1000°С потери тепла из-за излучения сокращаются примерно в 1,95...2,25 раза.
Пример 2. В аналогичных примеру 1 условиях металл 1 выходит из клети 2 при температуре 1050°С.До подхода металла к экранам осуществляют нагрев экрана до температуры Тx=625°С в течение τ1=5,12 с и по достижении этой температуры, в течение τ2=1,8 с, не снимая токовую нагрузку, поднимают температуру экрана до 1050°С. Установление других значений температуры Тx в этом случае приводит к росту потерь тепла экраном из-за излучения, что отражает кривая 2 на фиг.3.
Пример 3. В аналогичных примеру 1 условиях металл 1 выходит из клети 2 при температуре 1100°С. До подхода металла 1 к экранам 5 осуществляют нагрев экрана от исходной температуры 0°С до температуры Tx=650°С в течение 5,12 с и по достижении этой температуры, в течение 1,8 с, не снимая токовую нагрузку, поднимают температуру экрана до 1100°С. Установление других значений температуры Tx в этом примере приводит к росту потерь тепла экраном из-за излучения, что отражает кривая 3 на фиг.3.
Пример 4. В аналогичных примеру 1 условиях металл 1 выходит из клети 2 при температуре 1150°С. До подхода металла 1 к экранам 5 осуществляют нагрев экрана от исходной температуры 0°С до температуры Tx=700°С в течение τ1=5,12 с и по достижении этой температуры, не снимая токовую нагрузку, в течение τ2=1,8 с поднимают температуру экрана до 1150°С. Установление других значений температуры Tx в этом случае приводит к росту потерь тепла экраном из-за излучения, что отражает кривая 4 на фиг.3.
Учитывая, что при реализации процесса широкополосовой горячей прокатки температура металла 1 на выходе из клети 2 не выходит за рассмотренные в примерах 1-4 уровни (T2=1000...1150°С), при нагреве экранов ТСУ по предложенному на фиг.2 графику в два этапа принимают Tx=600...700°С и эти значения температуры Tх коррелируются с отмеченными значениями температуры T2=1000...1150°С (см. пунктир на фиг.3).
Применение предложенного способа нагрева экранов ТСУ позволяет реализовывать в чистовой группе широкополосового стана горячей прокатки изотермическую прокатку при весьма высоком уровне температур и при минимизированных потерях энергии на нагрев экранов. В совокупности на 20...25% снижается расход энергии на деформацию металла в чистовых клетях, стабилизируются скоростной и деформационный режимы прокатки, что повышает качество готовых полос по размерам, планшетности и физико-механическим свойствам. Создаются условия для снижения температуры нагрева металла в печах и соответствующей экономии тепловой энергии. В совокупности указанные положительные стороны предложенного способа существенно превышают затраты энергии, необходимые на нагрев экранов. Эти затраты для стана 2000 горячей прокатки достигают  при начальных условиях прокатки (от исходной температуры экранов 0...20°С) и снижаются до
при начальных условиях прокатки (от исходной температуры экранов 0...20°С) и снижаются до  при установившемся процессе прокатки с паузой между штуками подкатов, равной 30...40 с, когда исходная температура экранов в паузах снижается до 400...500°С.
при установившемся процессе прокатки с паузой между штуками подкатов, равной 30...40 с, когда исходная температура экранов в паузах снижается до 400...500°С.
Изобретение относится к черной металлургии, точнее к процессу широкополосовой горячей прокатки. Задача изобретения - снижение потерь тепла экранами из-за излучения. Способ включает нагрев отражающей поверхности экранов электрическим током от исходной температуры до температуры поверхности экранируемого металла. Нагрев экранов осуществляют по меньшей мере в два переходящих из одного в другой под токовой нагрузкой этапа, при этом на первом этапе осуществляют нагрев до промежуточной температуры, составляющей 0,55-0,65 окончательной, а на втором этапе - до окончательной, равной указанной температуре металла, при этом продолжительность нагрева экрана до промежуточной температуры превышает продолжительность его нагрева до окончательной температуры. Промежуточная температура нагрева составляет 600...700°С, а окончательная температура нагрева составляет 1000...1150°С, при этом указанные значения температур коррелируют. Изобретение обеспечивает возможность оперативного подъема температуры экранов при минимальном расходе энергии. 1 з.п. ф-лы, 3 ил.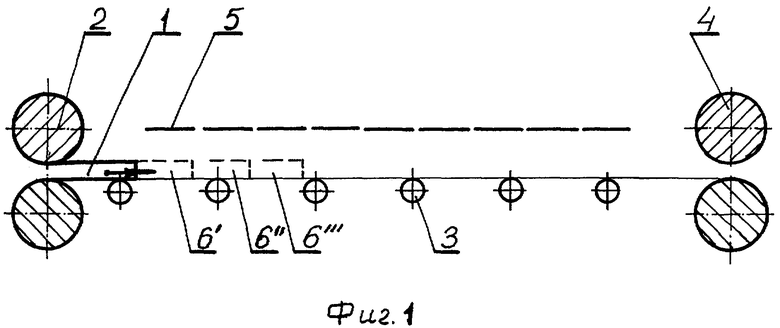
| СПОСОБ РЕГУЛИРОВАНИЯ ТЕПЛОВЫХ ПОТЕРЬ ПРИ ГОРЯЧЕЙ ПРОКАТКЕ | 0 |
|
SU371998A1 |
| Теплоизоляционный экран рольганга полосового стана горячей прокатки | 1988 |
|
SU1519799A1 |
| ТЕПЛОИЗОЛЯЦИОННЫЙ ЭКРАН РОЛЬГАНГА ПОЛОСОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 1994 |
|
RU2078417C1 |
| US 4343168 А, 10.08.1982 | |||
| US 4595358 A, 17.06.1986. | |||

