f
-
сс
Изобретение относится к приборостроению и может быть использовано при безразмерной обработке мелких деталей.
Целью изобретения является расширение технологических возможностей путем обеспечения обработки мелких маложестких деталей без их повреждения .
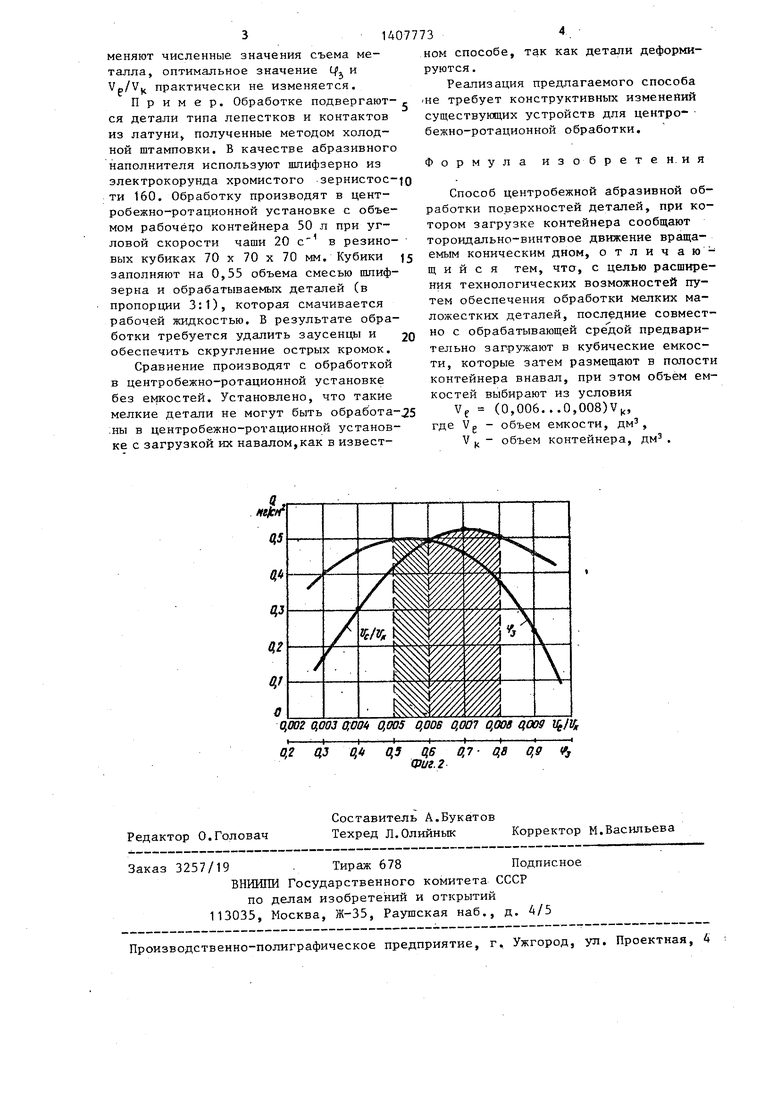
На фиг.1 показана принципиальная схема способа центробежной абразивной обработки деталейJ на фиг.2 - зависимости съема металла с обрабатываемых поверхностей от степени их за- полнения и соотношения объемов емкостей и рабочей камеры.
Обработку производят в контейнере состоящем из неподвижной обечайки 1 и вращающейся конической части 2, в рабочую полость которого помещают емкости 3 кубической формы, в которые предварительно загружают обрабатываемые детали 4 и обрабатывающую среду 5. Емкости выполняют в виде полых тел из эластичного материала, например резины или полиуретана.
В предлагаемом способе обработки нет несущей среды, в контейнер загружают только емкости 3 (фиг.1). Сте- пень заполнения контейнера емкостями 3,5-0,7, т.е. такая же, как при обычной центробежно- ротационной обработке. Режим обработки (угловая скорость чаюй) зависит от размеров контейнера и степени его заполнения и должен быть таким, чтобы образовался торо- |идально-винтовой поток.
Обработка осуществляется за счет пересьшания деталей и абразивного наполнителя внутри емкостей при их интенсивном движении и хаотичном вращении в поле центробежных сил.
В качестве абразивного наполнителя могут быть использованы абразивные порошки или гранулированный наполнитель.
Для выполнения операций полирова-ч НИН в качестве наполнителя следует использовать мелкие стальные закаленные шарики.
Обработку осуществляют как с добавлением в емкости жидкостей специализированных составов, так и всухую.
Исследованиями, проведенными на центробежно-ротационных установках с различными объемами рабочего контейнера, установлено, что эффективность обработки предлагаемым методом суще
ственно зависит, кроме режимов обработки, от формы емкости 3, ее объема и степени заполнения. Наивысшая производительность, оцениваемая съемом металла с единицы площади обрабатываемой поверхности, достигается при выполнении емкости 3 в виде куба (см, таблицу), что объясняется наибольшей подвижностью кубов (вращения относительно собственных осей) в тороидально-винтовом потоке.
Форма емкости
Средний съем металла, мг/см
пи-
пи
0,05-0,25 0,1-0,25
0,15-0,35 0,2-0,35
0,3-4,5
0,3-0,5
0,35-0,6
Зависимости съема металла от степени заполнения емкости ц, и соотно- .шения объемов емкости и рабочей камеры Vg/V имеют экстремальный характер (фиг.2). Так, при увеличении степени заполнения емкости увеличиваются масса и давление в пересыпаемом объеме, что приводит к увеличению съема. В то же время увеличение с/.ограни- чивает возможность пересыпания содержимого емкости, что уменьшает съем металла. Оптимальные значения Lf,, со- ответствукицие максимальному съему, находятся в пределах 0,5-0,6.
При увеличении объема емкости до определенного предела (при неизменном объеме рабочей камеры) из-за увеличения массы и давлений в пересыпаемом объеме увеличивается съем металла. При дальнейшем увеличении Vg нарушается тороидально-винтовой поток, движение становится хаотичесхим, скорости перемещения и вращения емкостей уменьшаются, также уменьшается съем металла. Оптимальными соотношениями IVp/V является диапазон Vg/V 0,006-0,008, Изменения режимов обработки и абразивного наполнителя изменяют численные значения съема металла, оптимальное значение Cf и Vp/V практически не изменяется.
Пример. Обработке подвергаются детали типа лепестков и контактов из латуни, полученные методом холодной штамповки. В качестве абразивного наполнителя используют шлифзерно из электрокорунда хромистого зернистости 160. Обработку производят в цент- робежно-ротационной установке с объемом рабочего контейнера 50 л при угловой скорости чаши 20 с в резиновых кубиках 70 к 70 X 70 мм. Кубики заполняют на 0,55 объема смесью шлиф- зерна и обрабатываемых деталей (в пропорции 3:1), которая смачивается рабочей жидкостью. В результате обработки требуется удалить заусенцы и обеспечить округление острых кромок.
Сравнение производят с обработкой в центробежно-ротационной установке без емкостей. Установлено, что такие мелкие детали не могут быть обработа;ны в центробежно-ротационной установке с загрузкой их навалом,как в известном способе, так как детали деформируются .
Реализация предлагаемого способа не требует конструктивных изменейий существующих устройств для центре- бежно-ротационной обработки.
Формула изобретен, ия
Способ центробежной абразивной обработки поверхностей деталей, при котором загрузке контейнера сообщают тороидально-винтовое движение вращаемым коническим дном, отличаю щ и и с я тем, чта, с целью расширения технологических возможностей путем обеспечения обработки мелких маложестких деталей, последние совместно с обрабатывающей сре д.ой предварительно загружают в кубические емкости, которые затем размещают в полости контейнера внавал, при этом объём емкостей выбирают из условия
Vf (0,006...0,008)V, где Vg - объем емкости, дм,
V ( - объем контейнера, дм .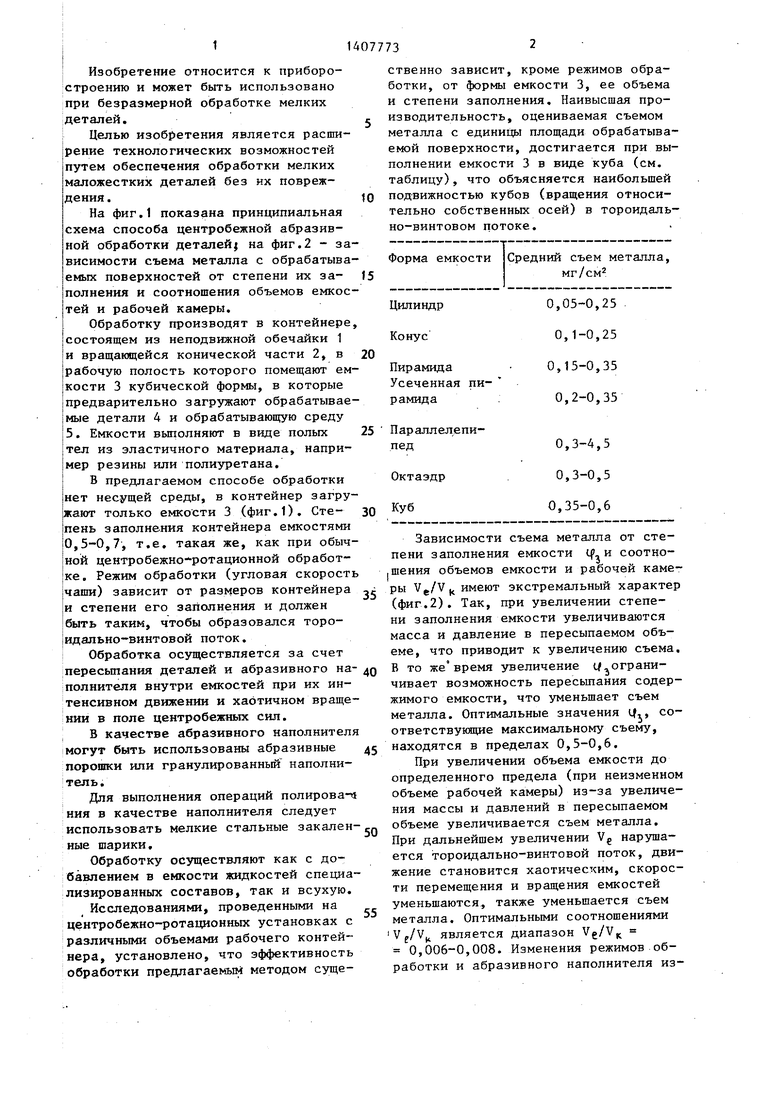
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |
| Способ и устройство для отделочно-упрочняющей центробежной обработки поверхностей деталей | 2021 |
|
RU2782589C1 |
| СПОСОБ ОБЪЕМНОЙ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1991 |
|
RU2028912C1 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| Способ вибрационной обработки деталей | 1990 |
|
SU1815167A1 |
| Контейнер для объемно-абразивной обработки | 1982 |
|
SU1060438A1 |
| Установка для центробежной обработки изделий | 1979 |
|
SU905012A1 |
| СПОСОБ БАРАБАННОЙ ГАЛТОВКИ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ | 2019 |
|
RU2703083C1 |
| Способ и устройство для отделочно-упрочняющей обработки внутренних поверхностей деталей | 2016 |
|
RU2639398C1 |
| СПОСОБ УДАЛЕНИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ ОСТРЫХ КРОМОК | 1991 |
|
RU2008173C1 |
Изобретение относится к приборостроению и может быть использовано при безразмерной обработке мелких деталей. Целью изобретений является расширение технологических маложестких деталей без их повреждения. Обработку производят в контейнере, состоящем из неподвижной обечайки 1 и вращающейся конической чаши 2, в рабочую полость которого помещают емкости 3 кубической формы. В каждую из емкостей 3 загружают предварительно обрабатываемые детали 4 и обраба- тывакнцую среду 5, Объем емкости 3 устанавливают в пределах 0,006-0,008 от объема контейнера. Обработка в отдельных изолированных емкостях малого объема обеспечивает бездефектную обработку мелких маложестких деталей. 2 ил., 1 табл. с 9 СЛ
0,m 0,003 0;00tt 0,005 0,008 0,007 0,008 (Qй9 Щ1Ц,
0,2 ЦЗ Q4 5 ЦВ 0,1 0,8 0,9 Vj Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| и др | |||
| Объемная центробежно-ротационная обработка деталей: Обзор.- М.: НИИМАШ, 1983, с | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
