Изобретение относится к области механизации и автоматизации сборки блоков пластин щелочных аккумуляторов.
Известны полуавтоматы для сборки и прокатки пластин щелочных аккумуляторов, содержащие толкатели для подачи пластин из бункеров.
Известны также автоматы для наложения на электродные пластины щелочных аккумуляторов прутковой изоляции из винипласта.
Предлагаемое изобретение позволяет повысить производительность труда, так как автомат производит как сборку пластин в блоки, так и укладку прутковой изоляции, совмещая обе эти операции.
Отличительной особенностью автомата является применение двух расположенных один против другого гребенчатых конвейеров, служащих для формирования столба собранных блоков, и щибера с гнездами для приема пластин из бункеров, А также применение роликов для подачи зигзагообразной прутковой изоляции, предварительно подогреваемой, к собираемому блоку.
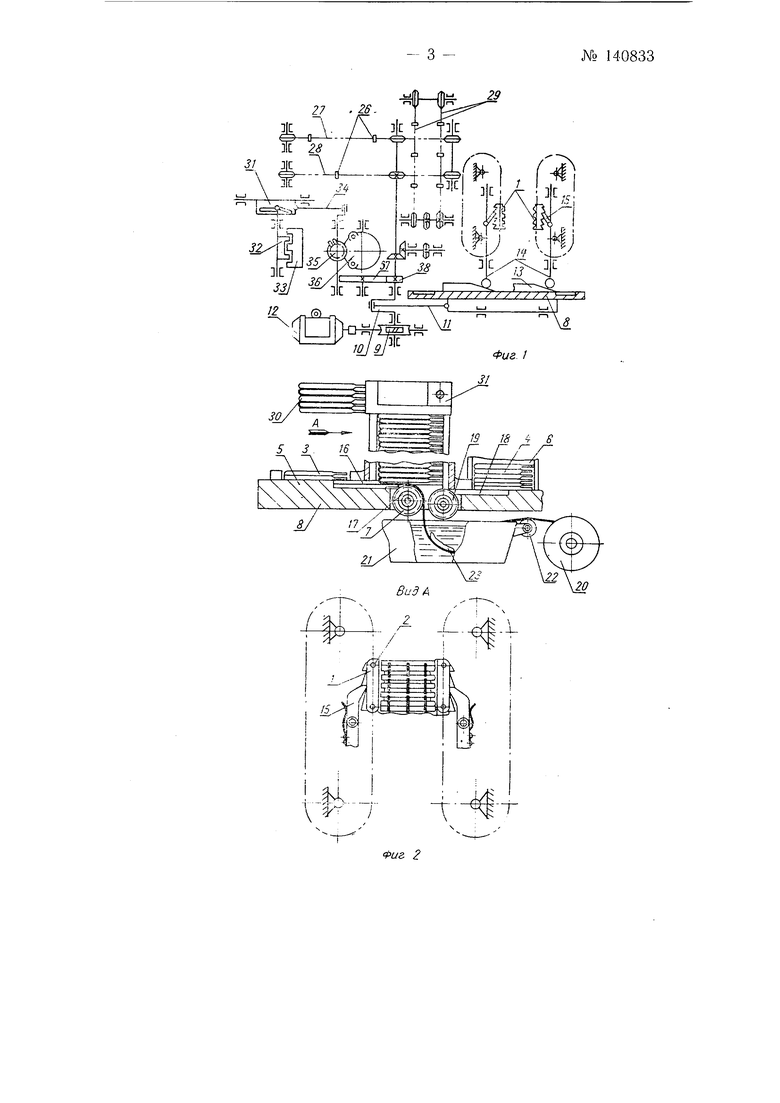
На фиг. 1 изображена кинематическая схема автомата; на фиг. 2 показана принципиальная схема работы автомата. На фиг. 3 приведена принципиальная схема дифференцированного питателя автомата.
Основным сборочным узлом автомата являются два расположенных друг против друга вертикальных гребенчатых конвейера, выполненные из гребенок / и щарнирных соединений 2. Захват положительных и отрицательных пластин 5 и из бункеров 5 и б и подача зигзагообразной прутковой изоляции 7 к собираемому блоку пластин осуществляются с помощью шибера 5. Шибер 8, получая возвратно-поступательное движение через первичную пару .9, кривошип 10 и щатун // от электродсига№ 140833- 2 -теля 12, перемещается вначале с исходного положения слева направо. Кулачки 13 шибера 8, воздействуя на толкатели 14 с собачками 15, вызывают перемещение гребенки / вверх на один зуб. При этом гнездом 16 щибера 8 захватывается из промежуточного бункера 5 положительная пластина 3 к вводится в пазы гребенок 1, а роликами 17 между пластинами укладывается изоляция 7. После выполнения этой операции шибер 8 перемещается справа налево и своим гнездом 18 захватывает из бункера 6 отрицательную пластину 4 и также вводит ее в соответствующие пазы гребенок /. При движении справа налево ряды изоляции укладываются между пластинами роликами 19. После прихода щибера в первоначальное положение цикл повторяется снова.
Изоляция 7 поступает в укладку с бобины 20, предварительно проходя через ванну 21 с подогретой водой. Соответствующее направление для прохода щнура изоляции через ванну 21 создается роликом 22 «i козырьком 23.
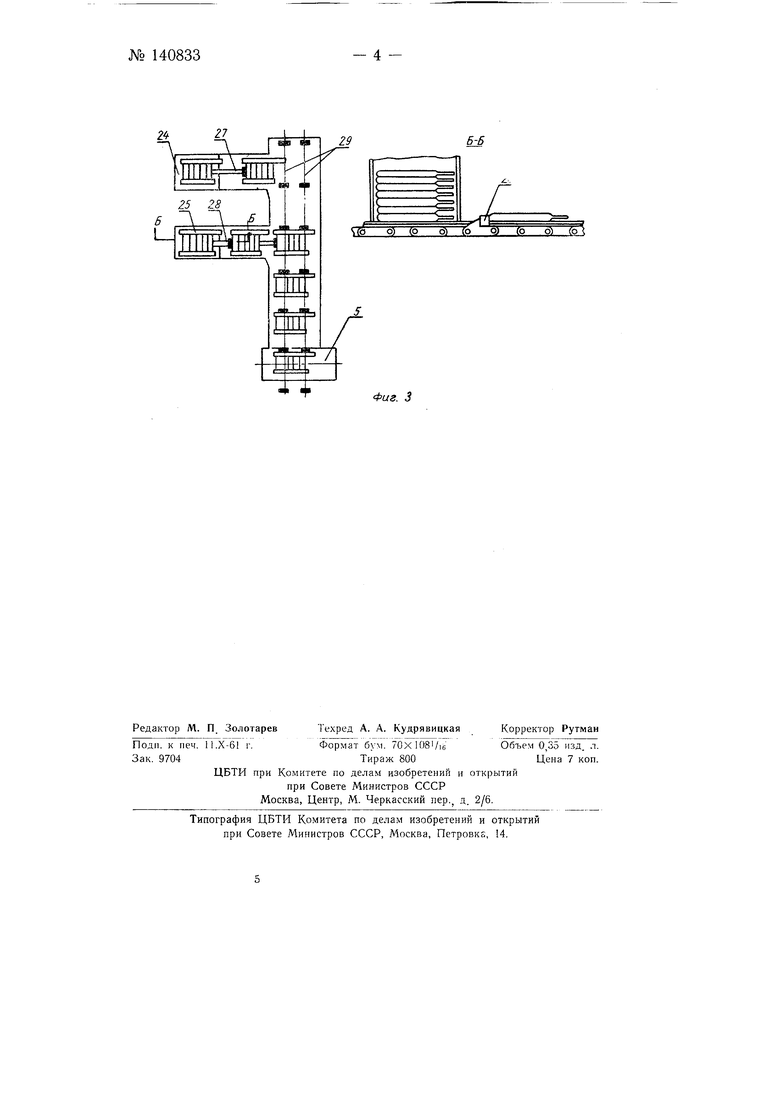
В промежуточный бункер 5 пластины подаются специальным дифференцированным питателем (фиг. 3), который подает средние пластины по одной щтуке, а крайние по две, т. е. по одной крайней пластине к двум соседним блокам. Соответственно и щибер 8 подает к гребенчатому конвейеру положительные пластины, если средние, то по одной, если же крайние, то по две сразу. У дифференцированного питателя имеются два бункера: один бункер 24 для крайних положительных пластин и второй 25 для средних положительных пластин. Из этих бункеров пластины подаются захватами 26 питающих конвейеров 27 и 28 на основной питающий конвейер 29. Количество захватов 26 в цепи питающего конвейера 27 равно одному, а на цепи питающего конвейера 28 - равно количеству средних положительных пластин в собираемом блоке.
Движение цепей конвейеров 27, 28, 29 синхронизировано. Таким образом основной питающий конвейер 29 дифференцирует подачу средпих и крайних пластин в промежуточный бункер 5.
Собранный с изоляцией блок 30 пластин выдвигается из автомага при помощи специального движка 5/. Изоляция между двумя крайними пластинами блоков перед выдвижением перекусывается ножами 32 и S3. Движок 31, ножи 32 и 33 получают движение через шатун 34 от механизма прерывистого действия 35 и 36, который с кривошипом 10 связан при помощи щестерен 37 и 38.
Предмет изобретения
Автомат для сборки блоков пластин щелочных аккумуляторов с зигзагообразной прутковой изоляцией, содержащий бункера для пластин и щибер для подачи их с бункеров к месту сборки, отличающийся тем, что, с целью повыщения производительности труда путем соЁмещения операций сборки пластин в блоки и укладки прутковой изоляции, в нем применены два гребенчатых конвейера, расположенных один против другого и служащих для формирования столба собранных блоков, и щибер, снабженный гнездами для приема пластин из бункеров и роликами для подачи к собираемому блоку прутковой изоляции, предварительно пропускаемой через ванну с теплой водой.
27 .26.
:-v/Vi
Ж Z8
j4
Ji JlL w v vy- , -r Y
f
FI ,
т
ilr I , , t 1 A-
.
dbd
j&. I Ы j. i -У
- уw
,3:3 фгТ . -.-r 1 у т 1 -1
3S
Б-Б
Фиг. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для наложения кольцевой изоляции на электродные пластины электрических аккумуляторов | 1956 |
|
SU108106A1 |
| Устройство для сборки блока пластинщЕлОчНОгО АККуМуляТОРА | 1979 |
|
SU847408A1 |
| Щелочной аккумулятор | 1956 |
|
SU106215A1 |
| КОНВЕЙЕРНАЯ СИСТЕМА УНИВЕРСАЛЬНАЯ БЛОЧНО-ИНТЕГРАЛЬНО-СЕКЦИОННАЯ ЗООПЕРЕРАБАТЫВАЮЩАЯ | 2002 |
|
RU2239982C2 |
| УНИВЕРСАЛЬНЫЙ БОКСОВЫЙ КОНВЕЙЕР | 2016 |
|
RU2643893C2 |
| Хранилище для футляров с информацией, синхронизирующее дополнительное смешанное лазерное освещение с работой зоны интенсивного развития техники, и носовые опоры солнцезащитных очков | 2015 |
|
RU2615822C2 |
| МНОГОЦЕЛЕВОЙ ВЫСОКОМАНЕВРЕННЫЙ СВЕРХЗВУКОВОЙ САМОЛЕТ, ЕГО АГРЕГАТЫ ПЛАНЕРА, ОБОРУДОВАНИЕ И СИСТЕМЫ | 1996 |
|
RU2207968C2 |
| ДИСПЕРГАТОРЫ В НАНОКОМПОЗИТАХ | 2004 |
|
RU2404208C2 |
| СИЛОВАЯ УСТАНОВКА | 1989 |
|
RU2029880C1 |
| АВТОМАТИЧЕСКОЕ ОРУЖИЕ С ВНУТРЕННИМ ПОРШНЕМ ДЛЯ БЕЗГИЛЬЗОВОГО ПАТРОНА | 2016 |
|
RU2669037C2 |