Как известно, технологический процесс наложения изоляции на электродные пластины электрических аккумуляторов осуществлялся вручную.
Описываемый станок позволяет механизировать трудоемкие ручные операции, что значительно повышает производительность труда.
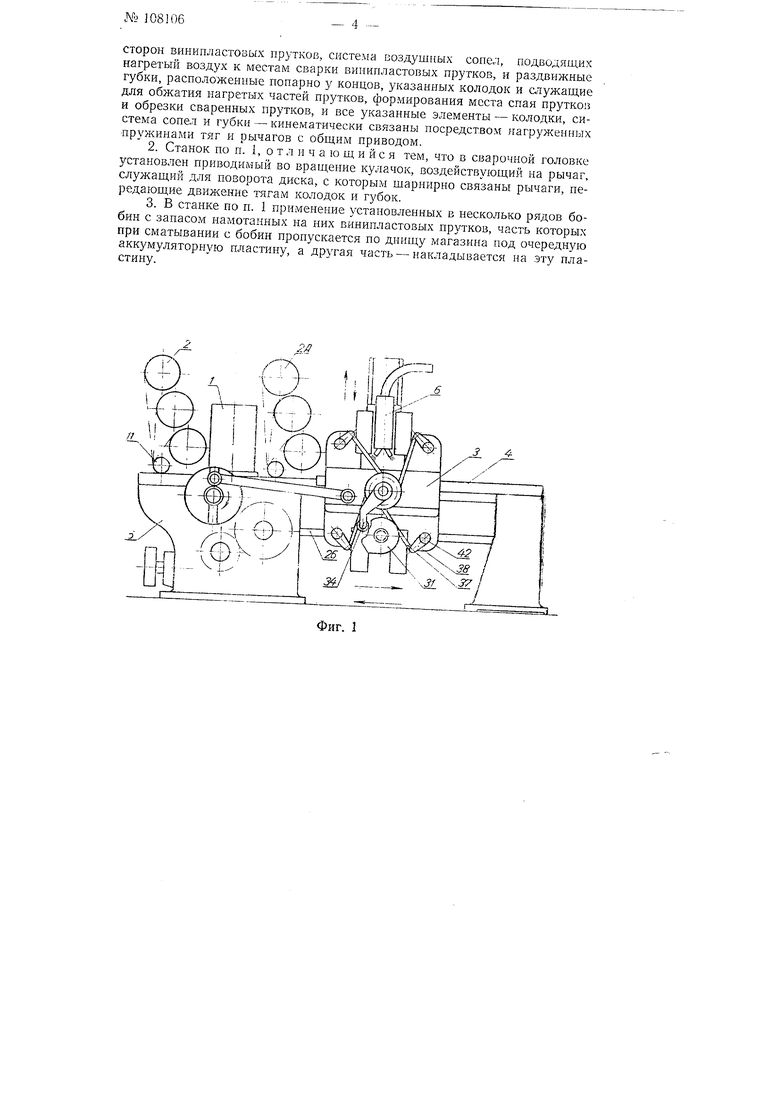
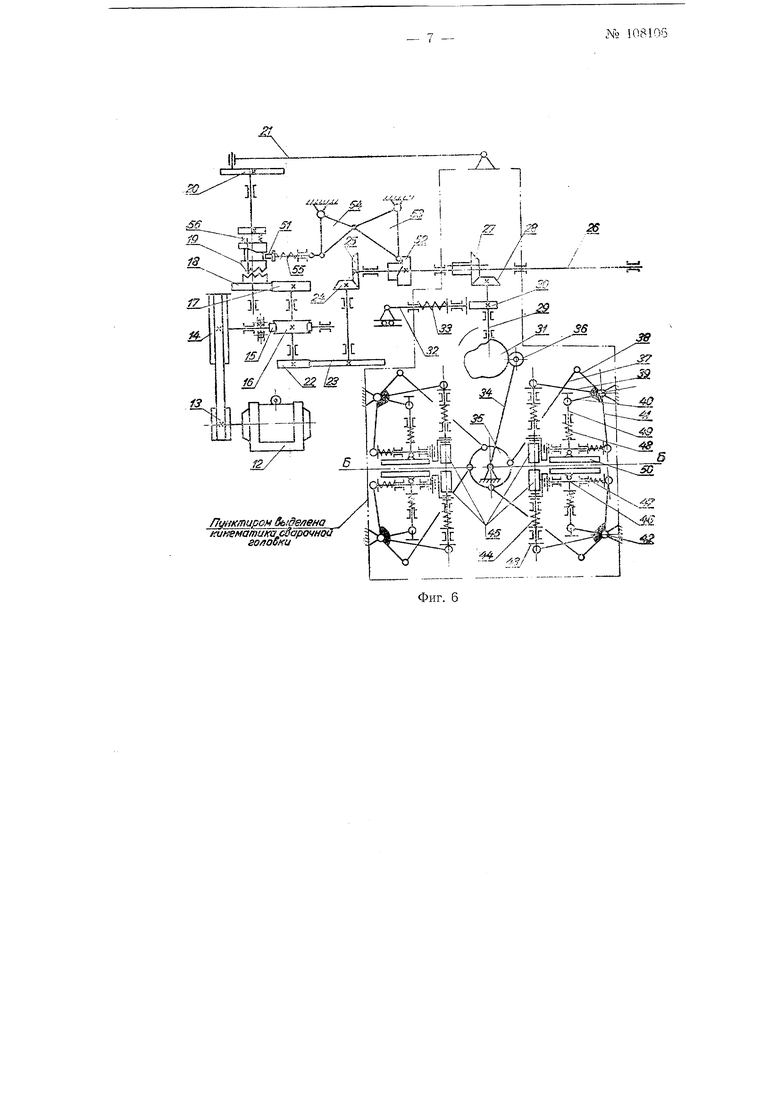
На фиг. 1 изображен общий вид описываемого станка; на фиг. 2 - магазин автомата; на фиг. 3, 4 и 5-детали ;станка; на фиг. 6-кинематическая схема станка; на фиг. 7 - схема процесса образования спая j изоляции.
Станок состоит из следуюшд-гх, кинематически связанных, узлов: магазина-бункера / для электродных пластин, станции бобин 2 и 5Л, сварочной головки 3 с транспортными тягами, рамки-основания 4, на которой расположены магазин и станция бобин и по которой движется сварочная головка, привода 5 автомата и система подвода подогретого воздуха к местам сварки 6.
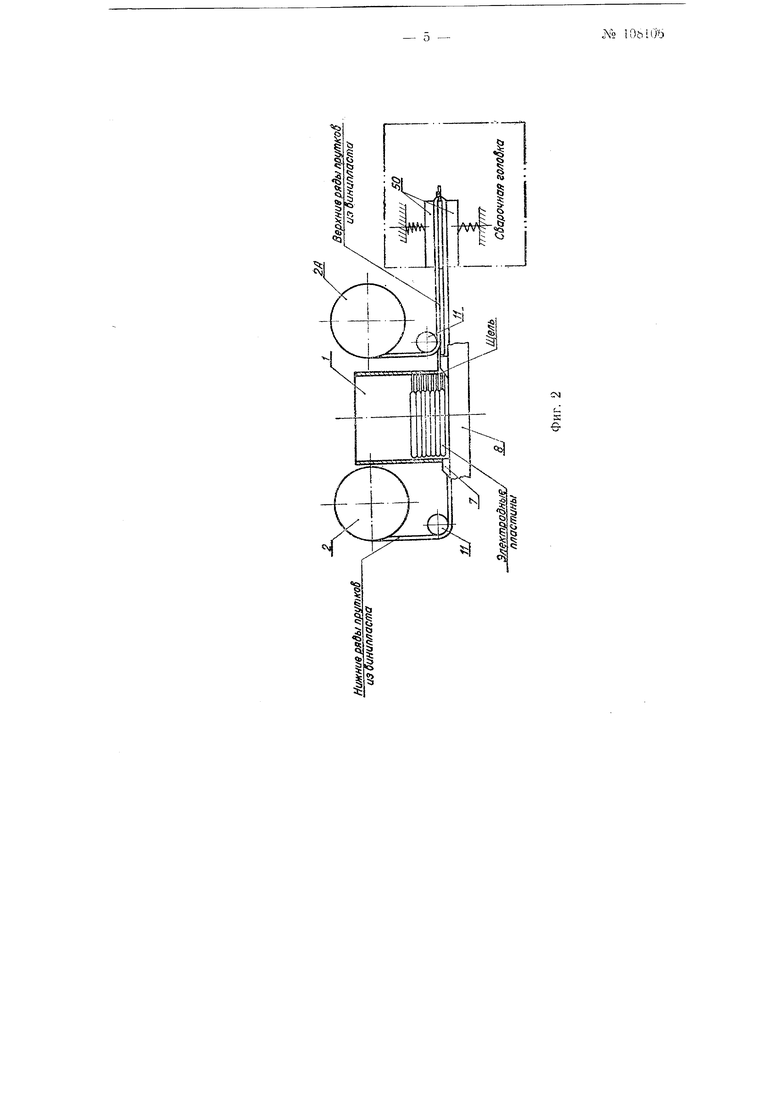
Магазин автомата представляет собой бункер I, изготоаленный из листового железа. Он имеет в поперечном сечении прямоугольную форму, соответствующую размерам электродных пластин принятого типа аккумулятора. В основании бункера имеется щель, выполненная по размерам поперечного сечения электродной пластины; эта щель совпадает с пазами рамки основания и служит их началом. По дну щели, сматываясь с бобин 2, проходят несколько рядов прутков из винипласта - по числу палочек па аккумуляторной пластине. В магазин загружаются электродные пластины. Количество их определяется высотой бункера.
При работе автомата, собачки 7 трапспортных тяг 8 выталкивают нижнюю электродную пластину из бункера 1 через щель в пазы ралпси основания. По выходе пластин из бункера на них с бобип 2Л накладываются верхние ряды прутков. Под действием соб1;твенного веса электродсторон винипластовых прутков, система воздушных сопел, подводящих нагретый воздух к местам сварки винипластовых прутков, и раздвижные губки, расположенные попарно у концов, указанных колодок и служащие для обжатия нагретых частей прутков, формирования места спая прутков и обрезки сваренных прутков, и все указанные элементы - колодки, система сопел и губки - кинематически связаны посредством нагруженных нрунсинами тяг и рычагов с общим приводом.
2.Станок по п. 1, о т л н ч а ю щ и и с я тем, что в сварочной головке установлен приводимый во вращение кулачок, воздействующий на рычаг, служащий для поворота диска, с которым щарнирно связаны рычаги, нередающие движение тягам колодок и губок.
3.В станке по п. 1 применение установленных в несколько рядов бобин с запасом намотанных на них винипластовых прутков, часть которых при сматывании с бобин пропускается по диищу магазина под очередную аккумуляторную пластину, а другая часть - накладывается на эту пластину.
| название | год | авторы | номер документа |
|---|---|---|---|
| Винипластовый изолятор пластин щелочного аккумулятора | 1955 |
|
SU105149A1 |
| Автомат для сборки блоков пластин щелочных аккумуляторов | 1961 |
|
SU140833A1 |
| Станок для автоматической газовой сварки | 1952 |
|
SU99586A1 |
| Щелочной аккумулятор | 1956 |
|
SU106215A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ | 1961 |
|
SU146820A1 |
| Автомат для контактной приварки шипов | 1979 |
|
SU856713A1 |
| Станок для шлифования масленки в часовых и технических камнях | 1955 |
|
SU121360A2 |
| СПОСОБ ПРОИЗВОДСТВА ДЕРЕВОМЕТАЛЛИЧЕСКИХ БАЛОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254229C2 |
| Станок для изолирования сердечников реле типа РКМ и РС-13 изоляционной лентой | 1960 |
|
SU143922A1 |
| Устройство для сварки закладных деталей | 1978 |
|
SU863273A1 |
прижимать к ним изоляционный пруток, который должен остаться в клнавке колодочки.
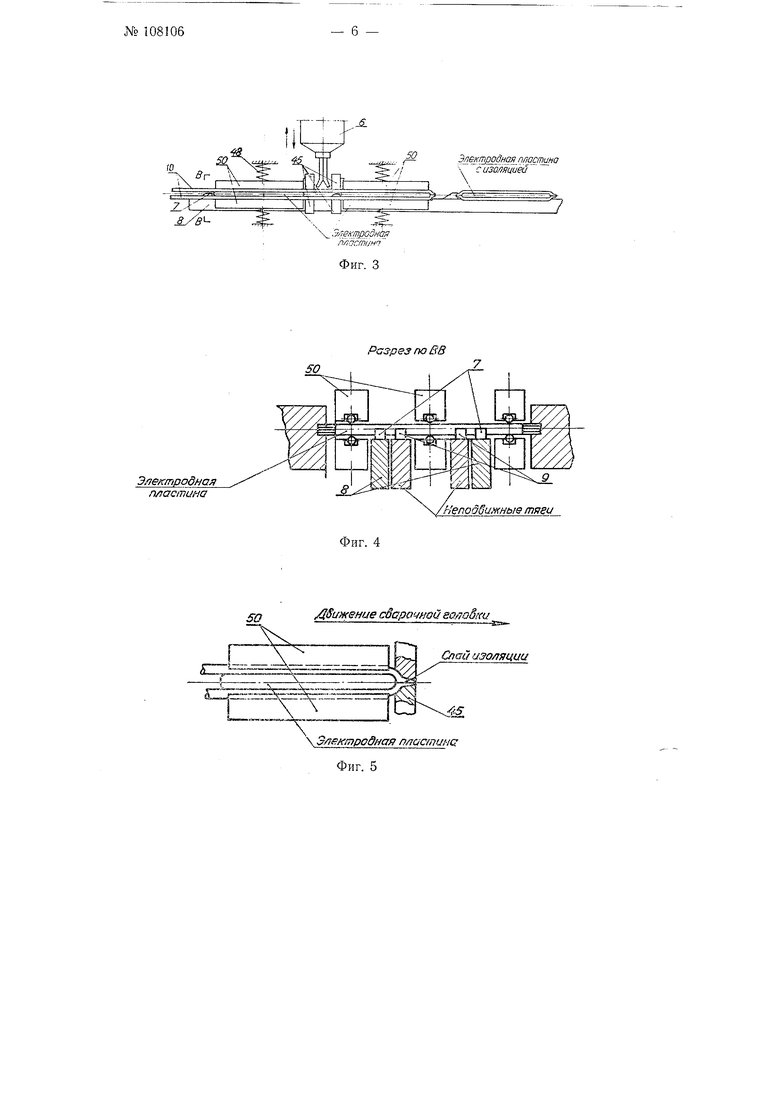
Сварочная головка, пройдя правое крайнее положение, приходит в левое крайнее положение. При движе н и головки справа налево колодочки 50 (фиг. 3) укладывают своими канавками на электродные пластины изоляционные прутки.
В левом крайнем положении сварочная головка останавливается, т. к. пальцем 5/ выключается муфта 19. В это время кулачок 30 освобождает толкатель 32, который под .действием пружины 33 подводит воздушные сопла б к изоляционным пруткам, н вк.л очяется подача подогретого воздуха.
Кулачок 31 нажимает на ролик 56 рычага 34, поворачивая его по часовой стрелке. Рычаг 34 через диск 35 и тягн 57 поворачивает, соответственно, рычаги 38, 39, 40 w. 41.
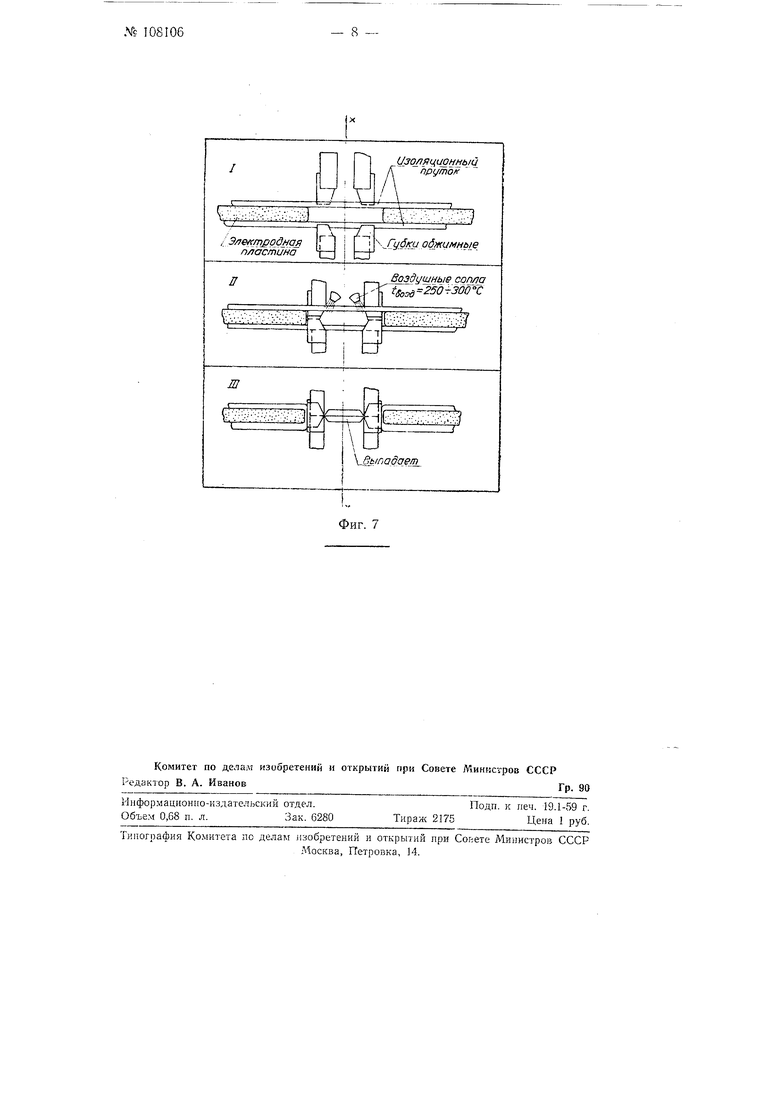
Рычаги 39, нажимая на то.икатели 43, подводят губки 45 к изоляционным пруткам, а рычаги 41 освобождают толкатели 46, которые под действием пружин 47 прижимают губки 45 к электродным пластинам, т. е. базируют их по торцам электродных пластин. Под действием рычагов 55 и 41 губки занимают положение // (фиг. 7).
Рычаги 40 освобождают тяги 49, которые пружинам;; 48 и колодочками 50 прижимают изоляционные прутки к электродным пластинам.
После того, как разогрелись подогретым воздухом изоляционтле прутки, кулачок 31 ен1,е больше отводит рычаг 34 по часовой . При этом рычаги 40 и 41 не оказывают воздействия на механизм головки. Рычаги же 39 еще больше нажимают на толкатели 43, которые подводят противолежащие губки 45 друг к другу, т. е. губки занимают положение /// (фиг. 7). Этим движением губки обжимают подогретые изоляционные прутки, форлпфуя спай изоляции (фиг. 5), а также производят обрезку сваренных прутков.
Одновременно с обжатием подогретых прутков изоляции, кулачок 30, нажимая на толкатель 32, отводит воздушные сопла 6 вверх, выключая подачу подогретого воздуха.
В это время торцовой кулачок 52, вращающийся вместе с валом 26, через згзснья 53 и 54, сжимая пружину 55, отводит палец 51 от муфты, которая под действием пружин 56 сцепляется с зубчатым колесом 18. Сварочная головка начинает двигаться вправо (от магазина); при этом из магазина забирается новая электродная пластина.
Так как изоляционные прутки прижаты колодочками 50 к электродным пластинам, то они движутся вместе с последними, т. е. происходит их сматывание с бобин 2 и 2Л.
При движении сварочной головки вправо, происходит сброс электродной пластины, на которую в предыдущем цикле была наложена изоляция (фиг. 3). Не доходя несколько до правого крайнего положения кулачок 5/ освобождает рычаг 34, и цикл начинается снова.
Предмет изобретения
Вг
50
jneKmfiodHgfi плостино с изоляцией
4H-UE
7 X L
в
Э/7ектродная
пластина
/15ия(5ние сбарошюй sof7O&ru
3-f SKt7}pcdHaa пластине Фиг. 5
Разрез по ВВ
Иеподби, тяеи
Спай изоляции
(-, s
j ya/// b/ff отлдаПо оРТГ - и зопяц,ионнь/й, npymoff
Комитет по делал изобретений и открытий при Совете Редактор В. А. Иванов
Информационно-издательский отдел. Объем 0,68 п. л.Зак. 6280 Типография Комитета ло делам
Подп. к печ. 19.1-59 г. Тираж 2175Цена 1 руб. изобретений и открытий при Совете Министров СССР Москва, Петровка, 14. Миннсгров СССР Гр. 90
