о со со сл
СП
Изобретение относится к прокатному производству и может быть использовано при производстве горяча- и холоднокатаных полос.
Цель изобретения - повьшение произ водительности прокатного стана за счет уменьшения времени задачи и выда чи концов полосы.
На чертеже представлена часть нег прерывного стана холодной прокатки.
На чертеже изображены прокатные клети 1 и 2, прокатываемая полоса 3, дисковые ножницы 4 и 5, короба 6 и 7 для накопления металла.
После выхода из прокатной клети 1 часть серповидного переднего конца полосы 3 выходит за пределы максимально допустимого смещения полосы от оси прокатки т, где происходит ее обрезка дисковыми ножницами 5 или 4, установленными соответственно справа и слева от оси прокатки. Обрезка части переднего конца происходит без ос- танов1си стана и обрезанный передний конец полосы на заправочной скорости задают в прокатную клеть 2. Ог1исан- ый процесс повторяется во всех межклетевых промежутках в зависимости от возникновения серповидности переднего конца полосы.
Приме р. Прокатку осуществляли на пятиклетевом непрерывном стане 630. Ленту из стали марки 65Г толщиной 3 мм, шириной 460 мм прокатывали в первой клети стана. Относительное обжатие составляло 17%. До прокатки передний конец полосы имел клиновид- ность, равную 0,10 мм, а задний конец - 0,11 мм. Максимально допусти0
5
0
5
0
5
0
мое смешение полосы от оси прокатки для стана 530 быпо найдено экспериментально и составило 265 мм, исходя из ДJtины бочки валков, равной 630 мм, максимальной ширины полосы, прокатываемой на данном стане, равной 465 мм. С помощью дисковых ножниц осу- щестЕ1ляли обрезку частей переднего и заднего концов, вышедших за пределы максимально допустимого смешения полосы от оси прокатки. Величина смешения переднего конца равна 300 мм, а заднего - 310 мм. Таким образом, за пределы максимально допустимого смешения вьшшо 35 мм переднего конца полисы и 45 мм заднего конца. Полоса без остановок со скоростью 0,5 rt/c вошла во вторую клеть.
Применение данного способа позволяет повысить производительность на ч о
J f о/а .
Формула изобретения
Способ прокатки полос с клиновидным поперечным сечением, включакяций настройку стана путем переноса валков в вертикальной плоскости, отличающийся тем, что, с целью повьш1ения производительности прокатного стана за счет уменьшения времени задачи и вьщачи концов полосы, задают величину максимально допустимого смещения полосы от оси прокатки и после каждой клети производят обрезку тех частей концов полосы, которые выходят за ма1ксимально допустимые пределы, причем плоскость реза параллельна оси прокатки.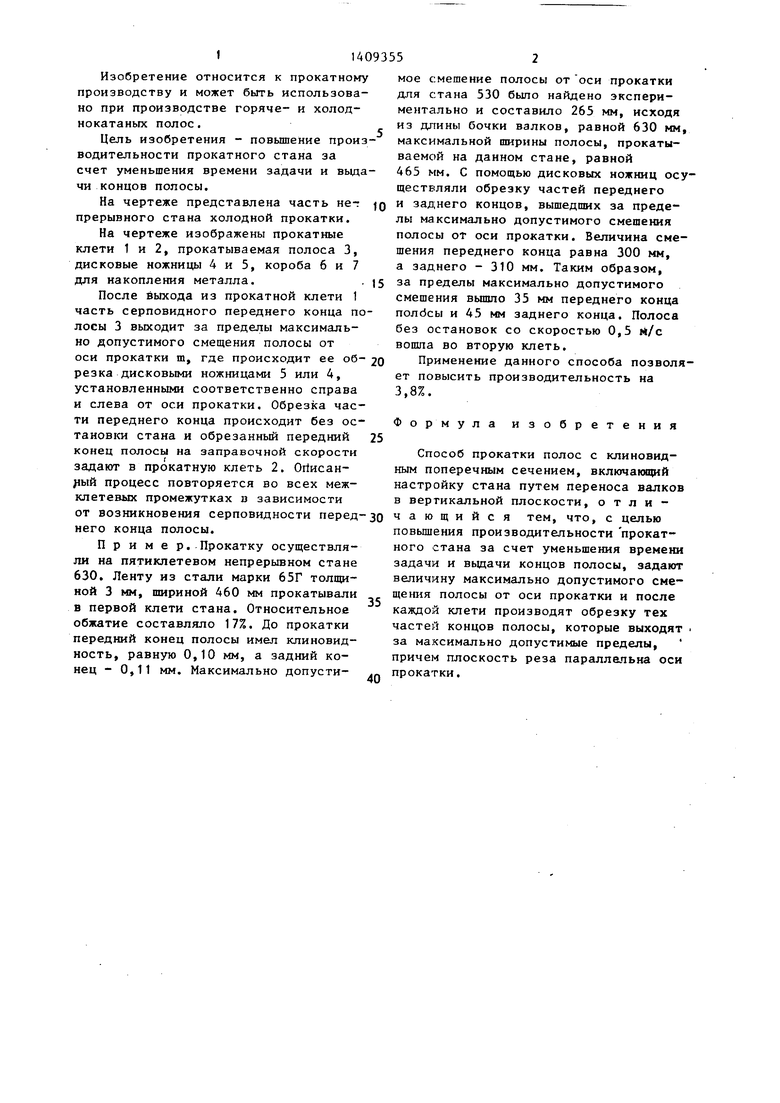
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 1999 |
|
RU2147943C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2009 |
|
RU2403997C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 2007 |
|
RU2371264C2 |
| Способ производства холоднокатаных полос | 1990 |
|
SU1736649A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ШИРОКИХ ПОЛОС | 2004 |
|
RU2274504C1 |
| СПОСОБ СВАРКИ ПОЛОС ПЕРЕД ХОЛОДНОЙ ПРОКАТКОЙ | 2007 |
|
RU2356660C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС В ПРОКАТНОЙ КЛЕТИ СТЕККЕЛЯ | 2003 |
|
RU2336960C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ НЕПРЕРЫВНО-ЛИТОЙ БИМЕТАЛЛИЧЕСКОЙ ТРУБНОЙ ЗАГОТОВКИ | 1994 |
|
RU2086350C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2090276C1 |
| Способ холодной прокатки полос наОдНОКлЕТьЕВОМ CTAHE | 1979 |
|
SU850234A1 |
Изобретение относится к области прокатного производства и может быть использовано при производстве горяча- и холоднокатаных полос. Цель изобретения - повышение производительности прокатного стана за счет уменьшения времени задачи и выдачи концов полосы. После выхода из прокатной клети часть серповидного переднего конца полосы, выходящую за пределы допустимого смещения полосы от оси прокатки, обрезают дисковыми ножницами. Обрезку переднего конца производят без остановки стана и обрезанный конец полосы на заправочной скорости задают в следующую прокатную клеть. 1 ил. сл
| Полухин П.И., Федосов Н.М., Королев А.А | |||
| и др | |||
| Прокатное производство | |||
| М.: Металлургия, 1982, с | |||
| Способ обмыливания жиров и жирных масел | 1911 |
|
SU500A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
