to 1
Изобретение относится к дуговой сварке неплавящимся электродом в среде защитных газов и предназначено для автоматизации процесса сварки изделий с полным проплавлен ием.
Целью изобретения является повыщение стабилизации режима сварки.
Указанная цель достигается наложением на сварочный ток пилообразных зондирующих импульсов с фиксацией момента появления напряжения факела дуги, измеряемого между изделием и вспомогательным электродом, расположенным с противоположной от сварочного электрода стороны изделия Разность между величиной промежутка времени с момента начала пилообразного зондирующего импульса до момента прорыва факела дуги с обратной стороны изделия и задаваемой оптимальной величиной этого промежутка характеризует знак и величину отклонения сварочного тока от оптимального значения.
2Q ного тока 1о источника 9, питающего сварочную горелку 10. Формирователь 8 этаОптимальное значение величины свароч-лонных и зондирующих импульсов вырабатывает пилообразные зондирующие импульсы, начало которых синхронизируется импульсами задающего генератора 6, а конец - 25 импульсами формирователя 4 импульсов. Сформированные зондирующие импульсы используются для управления источником 9. Сварочный ток имеет две составляющие: 1(1 - регулируемое значение сварочного тоного тока меньще величины сварочного тока, при котором происходит прорыв факела дуги с обратной стороны изделия, на некоторую величину, значение которой находится эмпирическим или теоретическим путем. При наложении на сварочный ток оптимальной величины пилообразных зондирующих импульсов с заданной скоростью нараста- ния прорыв факела дуг.и произойдет через Некоторый промежуток времени после начала Зондирующего импульса, необходимый для |увеличения сварочного тока от оптимального |значения до величины, при которой происходит прорыв факела дуги. Этот промежуток времени принимается эталонным. Если величина сварочного тока больше оптимального значения, то при наложении на него |г1илообразных зондирующих и.мпульсов с той |же скоростью нарастания прорыв факела ду- |ги произойдет через промежуток времени :С начала до момента прорыва, меньший эталонного, так как величина тока, при кото- :ром происходит прорыв факела дуги, остается неизменной, и разность между ней и величиной протекающего тока по сравнению :С предыдуп 1им случаем меньшая.
30
35
40
45
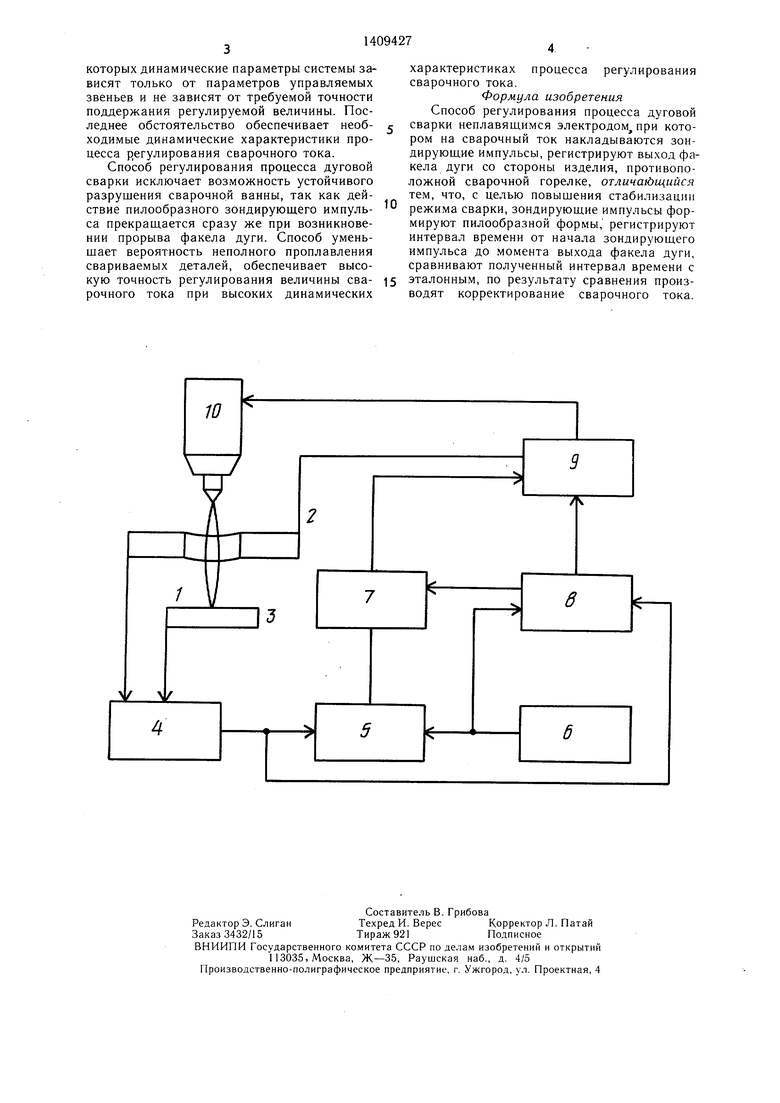
ка и 1„ - зондирую/цие импульсы пилообразной формы. При увеличении мощности дуги, вызванной действием зондирующего импульса тока пилообразной формы, в сварочной ванне происходит местная деформация и факел дуги 1 прорывается с обратной стороны изделия 2, не вызывая однако полного разрущения ванны, так как сформированный при начале прорыва импульс прекращает действие зондирующего импульса.
Таким образом производится сравнивание эталонного промежутка времени, значение которого находится эмпирическим или теоретическим путем, и промежутка времени с момента начала пилообразного зондирующего импульса до момента прорыва факела дуги, при этом знак и величина разности длительностей указанных промежутков определяют знак и величину отклонения сварочного тока от оптимального значения. Точность регулирования величины сварочного тока определяется при этом точностью задания длительности эталонного промежутка времени и- точностью определения длительности зондирующего импульса, а определенные знак и величина отклонения сварочного тока от оптимального значения позволяют применить любой желаемый закон регулирования: пропорциональный, пропорционально-интегральный или пропорционально-интегрально-дифференциальный, при
Если же величина сварочного тока мень- ijie оптимального значения, то разность между этой величиной и величиной.тока, при котором происходит прорыв факела дуги, увеличивается. Соответственно увеличивается промежуток времени сначала пилообразного зондирующего импульса с заданной скоростью нарастания до момента прорыва факела дуги по сравнению с длительностью эталонного промежутка времени, причем чем больп1е разница между протекающим свароч- ным током и его оптимальным значением, тем болыпе разница между эталонным и текущим промежутком времени.
На чертеже приведена функциональная схема устройства для осуществления предлагаемого способа.
Импульсное напряжение дуги 1, формируемое между изделием 2 и вспомогательным электродом 3, вызывает срабатывание формирователя 4 импульса. Импульс, выработанный формирователем 4 импульсов, подается на один из выходов блока 5 измерения промежутков времени, на второй
вход которого подается импульс с задающего генератора 6. Сформированный блоком 5 импульс с длительностью Тц, равной длительности измеряемого промежутка времени, поступает на один из входов вычитате- ля 7, на другой вход которого с формирователя 8 эталонных и зондирующих импульсов поступает эталонный импульс длительностью тэ. Сигнал с вычитателя 7, пропорциональной разности тэ и т„, используется для регулирования величины сварочного тока 1о источника 9, питающего сварочную горелку 10. Формирователь 8 этатывает пилообразные зондирующие импульсы, начало которых синхронизируется импульсами задающего генератора 6, а конец - 5 импульсами формирователя 4 импульсов. Сформированные зондирующие импульсы используются для управления источником 9. Сварочный ток имеет две составляющие: 1(1 - регулируемое значение сварочного то0
5
0
5
0
ка и 1„ - зондирую/цие импульсы пилообразной формы. При увеличении мощности дуги, вызванной действием зондирующего импульса тока пилообразной формы, в сварочной ванне происходит местная деформация и факел дуги 1 прорывается с обратной стороны изделия 2, не вызывая однако полного разрущения ванны, так как сформированный при начале прорыва импульс прекращает действие зондирующего импульса.
Таким образом производится сравнивание эталонного промежутка времени, значение которого находится эмпирическим или теоретическим путем, и промежутка времени с момента начала пилообразного зондирующего импульса до момента прорыва факела дуги, при этом знак и величина разности длительностей указанных промежутков определяют знак и величину отклонения сварочного тока от оптимального значения. Точность регулирования величины сварочного тока определяется при этом точностью задания длительности эталонного промежутка времени и- точностью определения длительности зондирующего импульса, а определенные знак и величина отклонения сварочного тока от оптимального значения позволяют применить любой желаемый закон регулирования: пропорциональный, пропорционально-интегральный или пропорционально-интегрально-дифференциальный, при
которых динамические параметры системы зависят только от параметров управляемых звеньев и не зависят от требуемой точности поддержания регулируемой величины. Последнее обстоятельство обеспечивает необходимые динамические характеристики процесса регулирования сварочного тока.
Способ регулирования процесса дуговой сварки исключает возможность устойчивого разрушения сварочной ванны, так как действие пилообразного зондирующего импульса прекращается сразу же при возникновении прорыва факела дуги. Способ умень- щает вероятность неполного проплавления свариваемых деталей, обеспечивает высокую точность регулирования величины сварочного тока при высоких динамических
характеристиках процесса регулирования сварочного тока.
Формула изобретения Способ регулирования процесса дуговой сварки неплавящимся электродом при котором на сварочный ток накладываются зондирующие импульсы, регистрируют выход факела дуги со стороны изделия, противоположной сварочной горелке, отлича1дщийся тем, что, с целью повышения стабилизации режима сварки, зондирующие импульсы формируют пилообразной формы, регистрируют интервал времени от начала зондирующего импульса до момента выхода факела дуги, сравнивают полученный интервал времени с эталонным, по результату сравнения производят корректирование сварочного тока.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 2011 |
|
RU2467846C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1991 |
|
RU2016722C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2490103C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ КОРНЕВЫХ СЛОЕВ СВАРНЫХ СОЕДИНЕНИЙ | 2008 |
|
RU2381092C2 |
| Способ управления сварочными источниками питания инвертарного типа и устройство для его осуществления | 1983 |
|
SU1119799A1 |
| Способ регулирования процесса дуговой сварки | 1974 |
|
SU536910A1 |
| Устройство для питания сварочной дуги и управления процессом сварки | 1983 |
|
SU1178557A1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2019 |
|
RU2735847C1 |
Изобретение относится к области машиностроения, а именно к дуговой сварке неплавящимся электродом. Цель изобретения - повышение стабилизации режима сварки. Определение величин, отклонения сварочного тока от оптимального значения производят путем наложения на сварочный ток пилообразных зондирующих импульсов. Интервал времени от начала зондирующего импульса до момента выхода факела дуги со стороны изделия, противоположной сварочной горелке, сравнивают с эталонны.м интервалом. По результату сравнения производят корректировку сварочного тока. 1 ил.
7V
7
в
| Способ регулирования процесса дуговой сварки | 1974 |
|
SU536910A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
