Изобретение относится к области дуговой сварки и может использоваться в машиностроении в производствах сварных конструкций при сварке стыковых соединений без разделки кромок и наплавке слоев со специальными свойствами на пластины и трубы.
Известен способ автоматического регулирования глубины проплавления при автоматической дуговой сварке, при котором задают эталонные значения тока сварки, скорости сварки, напряжения сварки, в процессе сварки измеряют текущие значения указанных параметров, вычисляют разность между текущими и заданными их параметрами и ведут регулирование процесса по полученным разностям, измеряют температуру точки поверхности сварного шва, вычисляют расчетное значение температуры той же точки поверхности шва, вычисляют одновременно с разностями между текущими и заданными параметрами тока сварки, напряжения сварки, скорости сварки, разность между текущим и вычисленным значениями температуры и значение управляемого параметра процесса сварки регулируют согласно уравнению

где К l, m, n - известные константы, зависящие от конкретного процесса сварки,
IO - эталонный ток сварки,
I - текущий ток сварки,
VO - эталонная скорость сварки,
V - текущая скорость сварки,
UO - эталонное напряжение сварки,
U - текущее напряжение сварки,
Т - текущее значение температуры,
TP - расчетное значение температуры,
причем в качестве управляющего параметра процесса выбирают ток сварки. (см. описание к авторскому свидетельству СССР №10131363, опубл. 23.04.1983 г.).
Недостатком данного способа является то, что для регулирования необходимо разрабатывать две эмпирические математические модели расчета глубины проплавления и температуры в точке измерения, которые требуют проведения многочисленных экспериментов для определения коэффициентов моделей. Одна модель связывает изменение температуры точки поверхности по отношению к номинальной температуре с отклонениями только параметров режима. Вторая модель связывает максимальную глубину проплавления с параметрами режима и изменением температуры точки при действии всех возмущений. Обе модели насчитывают 7 эмпирических коэффициентов. Полученные уравнения нужно решать совместно как систему.
Такой способ не учитывает возможности противоположного влияния некоторых неконтролируемых возмущений на температуру точки замера и на глубину проплавления. К таким возмущениям относят коэффициент температуропроводности металла изделия. Это приводит к тому, что в ряде случаев нарушается устойчивость процесса регулирования глубины проплавления.
Известен способ автоматического регулирования глубины проплавления при сварке неплавящимся электродом, при котором задают номинальные значения тока сварки, скорости сварки и напряжения на дуге, в процессе сварки измеряют текущие значения указанных параметров, а также температуру в заданной точке на поверхности изделия, характеризующую влияние неконтролируемых возмущений при сварке и полученную информацию используют для поддержания заданной глубины проплавления путем корректировки тока сварки в соответствии с величинами отклонений измеренных параметров от заданных с учетом неконтролируемых возмущений, и с целью повышения качества сварного шва за счет компенсации влияния на глубину проплавления неконтролируемых возмущений различной физической природы, позади сварочной дуги, на расстоянии от нее предварительно выбирают контролируемое поперечное сечение сварного шва и осуществляют измерение температуры на поверхности по центру этого сечения, дополнительно задают температуру заведомо меньшую, чем в центре и в процессе сварки в указанном сечении измеряют ширину зоны, нагретой выше этой температуры, а при корректировке тока сварки для учета неконтролируемых возмущений используют математическое выражение, учитывающее полученную разность измеренной и вычисленной ширины зоны (см. описание к авторскому свидетельству СССР на способ SU №1346369 от 23.10.1987).
При реализации данного способа возникает ряд технических проблем. Наиболее серьезной проблемой является то, что для учета неконтролируемых (неизмеримых) отклонений параметров, например коэффициента температуропроводности деталей, который, по описанию данного патента, с разным знаком может влиять на регулируемую глубину проплавления и измеряемую температуру точки, приходится дополнительно к измерению температуры точки измерять и ширину зоны, нагретой выше заданной температуры. Для этого необходимы специальные датчики, которые сканируют зону термического влияния и определяют границу с такой температурой и ширину зоны. Датчики необходимы с каждой стороны от оси стыка, так как при сварке по ряду причин может нарушиться симметрия искомой изотермы относительно стыка.
Также при расчете критериального параметра К, обеспечивающего устойчивость регулирования, необходимо вносить расчетную поправку на изменение скорости сварки посредством специального эмпирического коэффициента, что усложняет регулирование.
Для расчета параметра, характеризующего условие устойчивости регулирования, необходимо экспериментально определять три коэффициента. При самом простом способе выполнения экспериментов - их математическом планировании необходимо выполнение 23=8 экспериментов, не считая их повторений, которые необходимы для получения адекватной модели.
В математической формуле распределенного источника тепла в плоском слое, на которой основан данный способ, (2-й абзац колонки 3 описания) используется понятие эффективной мощности сварочной дуги. Однако в описании не указана методика определения такой мощности. Обычно для определения эффективной мощности сварочной дуги в сварке используется эффективный КПД, который имеет существенный разброс значений, а в указанном способе не приводится признаков определения этого коэффициента с необходимой для регулирования точностью (см., например, Ерохин А.А. Основы сварки плавлением. М.: Машиностроение, 1973, 448 с. С. 13, таблица 1.2). Авторы известного способа некорректно называют эффективный КПД процесса - термическим КПД (см. аннотацию описания). Под термическим КПД обычно понимают отношение мощности, затрачиваемой на плавление металла к полной мощности источника тепла, а под эффективным КПД - всю долю мощности источника тепла, передаваемую изделию.
Другим вариантом определения эффективной мощности является выполнение калориметрирования свариваемых пластин, однако на это в данном способе также нет указаний. В известном способе в используемой математической формуле, которая не приводится в описании способа, при вычислении регулирующего воздействия используются объемная теплоемкость металла изделия и коэффициент температуропроводности (2-й абзац 1 колонки описания) но также не приводятся методики их выбора.
Известно, что теплофизические коэффициенты в используемой в прототипе и любой аналитической формуле зависят от температуры металла. Температуры в свариваемых деталях всегда распределены крайне неравномерно. В литературе же приводятся только рекомендуемые значения коэффициентов для неких усредненных температур, которые могут быть использованы для расчетов, носящих качественный характер. Это же относится и к коэффициенту температуропроводности металла (см. монографию В.А. Кархина «Тепловые процессы при сварке». СПб.: Изд-е Политехн. ун-та, 2015. - 572 с., С. 86, таблица 2.7.1).
Также в известном способе нельзя учесть сосредоточенность теплового потока от дуги к изделию, так как не приводятся признаки, каким образом сосредоточенность должна определяться. Сосредоточенность однозначно связана с такими параметрами процесса, как ток сварки и длина (напряжение) дуги, однако имеющиеся данные о сосредоточенности теплового потока сварочных дуг малочисленны и противоречивы. Так как в известном способе ток сварки и длина дуги могут существенно изменяться, то это влияет на сосредоточенность теплового потока от дуги к изделию и расчетную температуру точки и создает существенную погрешность при расчете температуры точки замера.
В известном способе допускается изменения напряжения дуги, что приводит к снижению точности регулирования. Напряжение дуги при сварке неплавящимся электродом практически не зависит от тока дуги, но зависит от ее длины. При изменении длины дуги изменяется одновременно ее эффективная мощность и сосредоточенность теплового потока от дуги к изделию. А как отмечено в описании известного способа, это может по-разному влиять на глубину проплавления и температуру точки замера. В литературе же данных о влиянии длины дуги одновременно на эффективную мощность и сосредоточенность теплового потока практически нет.
В известном способе регулирования глубины проплавления при автоматической аргонодуговой сварке неплавящимся электродом стыковых соединений без разделки кромок с присадочной или без присадочной проволоки, включающем поддержание глубины проплавления на заданном постоянном уровне посредством регулирования тока сварки, при этом в процессе сварки измеряют и вычисляют температуры в точке на поверхности соединения и разность этих температур, измеряют фактические значения регулируемого тока в процессе сварки, которые корректируют в соответствии с их рассчитанным по заданной математической зависимости значениями.
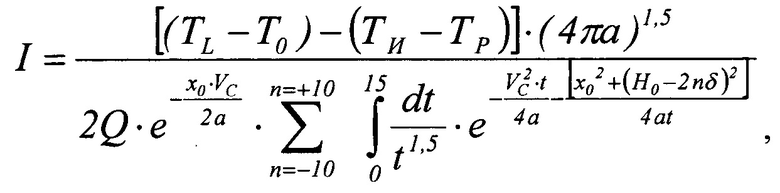
В отличие от прототипа при номинальных параметрах сварки дополнительно измеряют максимальную глубину проплавления и ширину сварного шва, задают температуру плавления металла и эталонные начальную температуры и толщину свариваемых деталей, находят координаты точки замера температуры точки поверхности, для которой влияние на температуру коэффициента температуропроводности по знаку совпадает с их влиянием на регулируемую глубину проплавления сварного шва, в процессе регулирования стабилизируют скорость сварки и напряжение дуги и ведут расчет регулируемого тока сварки по формуле

где I - ток сварки, А,
TL - температура плавления изделия, °С,
Т0 - номинальная начальная температура изделия, °С,
ТИ - измеренная температура точки поверхности, °С,
ТР - расчетная температура точки поверхности, °С,
 - коэффициент температуропроводности изделия, см2/с,
- коэффициент температуропроводности изделия, см2/с,
Q - отношение удельной эффективной мощности сварочной дуги qУ к объемной теплоемкости изделия сρ, (см3⋅°С)/(А⋅с), где qУ - отношение эффективной мощности сварочной дуги к току сварки, Вт/А.
х0 - координата точки с максимальной глубиной проплавления при номинальных параметрах сварки, в направлении, противоположном направлению скорости сварки, см,
VC - скорость сварки, см/с,
t - текущее время с момента начала действия и движения дуги, с,
δ - номинальная толщина изделия, см,
Н0 - номинальная максимальная глубина проплавления, см,
n - целые числа от -10 до +10,
для которой коэффициент температуропроводности и коэффициент пропорциональности Q рассчитывают по значениям ширины и глубины проплавления эталонного шва.
Технический результат предлагаемого способа заключается в устранении необходимости измерения ширины зоны нагрева выше заданной температуры, меньшей, чем температура плавления, значительном сокращении экспериментов по определению коэффициентов математической зависимости, повышении точности регулирования глубины проплавления за счет снижения зависимости коэффициентов, определяемых экспериментально, от параметров режима сварки. Фактически необходим только один эксперимент по сварке эталонного шва и измерение после него глубины проплавления шва и ширины шва. Этот результат достигается благодаря установленной зависимости, что адекватное описание формы температурного поля с помощью аналитической зависимости, представляющей действие движущегося точечного источника тепла на поверхности пластины, позволяет, при измерении двух размеров шва, отыскать точные значения соответствующих им коэффициента температуропроводности и коэффициента пропорциональности Q и использовать их впоследствии для отыскании координат подходящей точки поверхности, отвечающей необходимому требованию устойчивости регулирования и расчета тока сварки для стабилизации глубины проплавления с учетом разности измеренной и вычисленной температур.
Стабилизация скорости сварки и напряжения дуги позволяет устранить значительные изменения температуры точки замера, связанные с изменением этих параметров, которые могут происходить в данном способе только от действия неконтролируемых возмущения и тока дуги. Также незначительные отклонения стабилизируемых параметров, обусловленные точностью действия поддерживающих устройств, также отражаются на изменении температуры точки замера и соответственно учитываются при расчете корректирующего тока сварки. Это существенно повышает точность и обеспечивает устойчивость регулирования.
Также этот результат достигается потому, что отклонение измеренной температуры точки от расчетной является эквивалентом изменения начальной температуры свариваемых пластин и позволяет учесть действие всех неконтролируемых возмущений и небольшие отклонения стабилизируемых параметров режима на максимальную глубину проплавления.
Кроме того, техническим результатом является также то, что способ можно использовать при автоматической сварке стыковых соединений без разделки кромок и наплавке на пластины с подачей в сварочную ванну присадочной проволоки, так как при одновременном измерении глубины проплавления и ширины шва учитывается влияние присадочной проволоки на распространение тепла при сварке, значения используемых коэффициентов и, следовательно, на глубину проплавления и температуру контролируемой точки.
Способ можно использовать при автоматической сварке стыковых соединений без разделки кромок и наплавке на пластины сварочной дугой с плавящимся электродом, так как при одновременном измерении глубины проплавления и ширины шва учитывается влияние расплавленного электродного металла на распространение тепла при сварке, значения используемых коэффициентов и, следовательно, на глубину проплавления. Для этого варианта способа сварки необходимо дополнительно к скорости сварки и напряжению дуги стабилизировать скорость расплавления и подачи электродной проволоки.
Известен ряд широко применяемых способов стабилизации напряжения дуги с неплавящимся электродом путем управления длиной дуги. Также современные двигатели, используемые в сварочных автоматах, позволяют стабилизировать число оборотов вращения вала с высокой точностью и обеспечить аналогичную стабилизацию скорости сварки. Поэтому нет необходимости в измерении всех измеримых параметров процесса при одновременном регулировании глубины проплавления только одним из них. В то же время на зону сварки действует ряд неконтролируемых (неизмеримых) возмущений, которые сложно измерить и стабилизировать в процессе сварки. Их можно оценить только с помощью измерения температуры точки поверхности изделия по сравнению с расчетным значением. Для обеспечения устойчивости системы регулирования необходим правильный выбор точки замера температуры. Для этого с помощью математической формулы распространения температур в пластине и найденных по размерам эталонного сварного шва коэффициентов проверяется ряд точек на соответствие условию устойчивости регулирования.
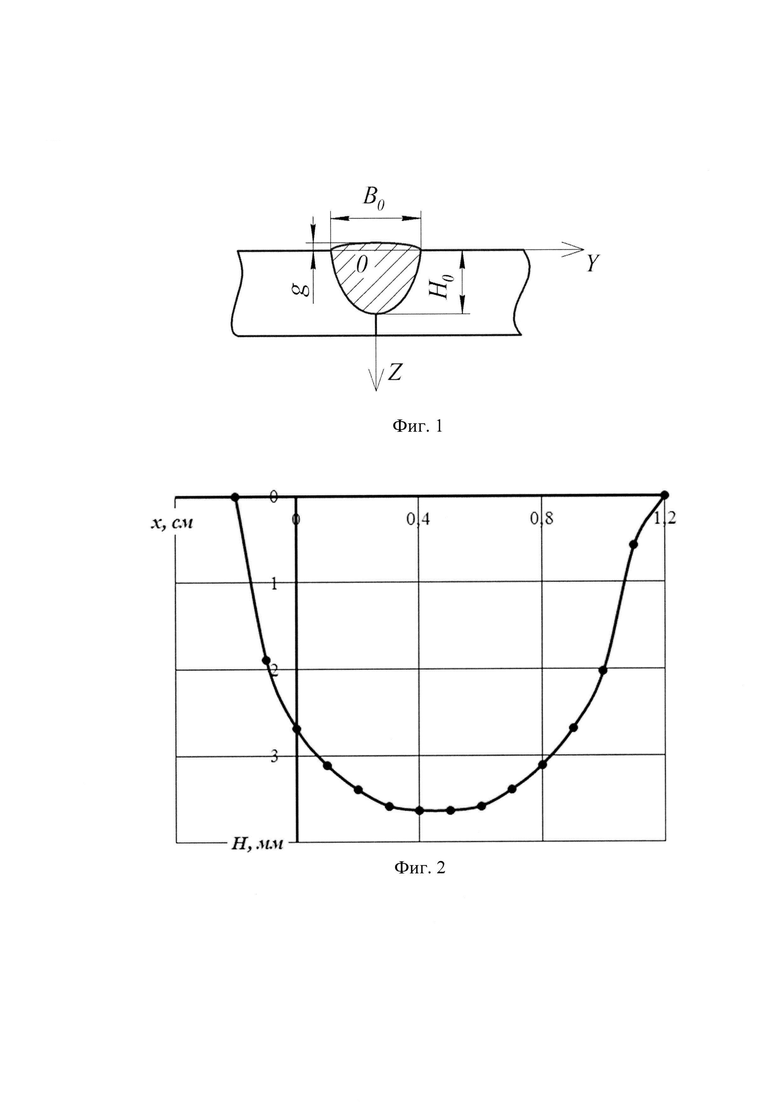
На фиг. 1 показано поперечное сечение провара, на фиг. 2 представлен продольный профиль провара, на фиг. 3 - полуизотерма сварочной ванны, на фиг. 4 - зависимости удельной эффективной мощности дуги от тока дуги; на фиг. 5 - зависимости глубины проплавления и ширины шва от коэффициента пропорциональности Q, на фиг. 6 - зависимость размеров шва от коэффициента температуропроводности , на фиг. 7 - зависимость размеров шва от скорости сварки, на фиг. 8 - зависимость глубины проплавления и ширины шва от начальной температуры пластины, на фиг. 9 - зависимость глубины проплавления и ширины шва от толщины пластины, на фиг. 10 - схема получения изолиний, на фиг. 11 - изолиния «коэффициент пропорциональности - коэффициент температуропроводности», на фиг. 12 - зависимости температуры точек поверхности от коэффициента температуропроводности, на фиг. 13 - схема регулирования процесса сварки по предлагаемому способу, на фиг. 14 - схема сварки пластин со скачкообразным изменением толщины деталей.
На фиг. 1 показано поперечное сечение первого слоя двухстороннего сварного шва стыкового соединения из пластин без разделки кромок с неполной глубиной проплавления. В0 - максимальная ширина сварочной ванны (шва) на наружной поверхности пластин (со стороны действия сварочной дуги). Н0 - номинальная (эталонная) глубина проплавления шва. При регулировании требуется стабилизировать глубину проплавления Н0. Значение Н0 должно обеспечивать перекрытие швов при сварке аналогичного шва с противоположной плоскости пластины.
На фиг. 1 показаны оси при расчете температур - ось Y - перпендикулярная направлению скорости сварки VC и ось Z, направленная перпендикулярно наружной поверхности пластины со стороны действия сварочной дуги из точки действия точечного источника тепла. Ось X совпадает с направлением сварки (на фиг. 1 не показана). Система координат является подвижной, перемещающейся со скоростью сварки. Глубина проплавления Н0 имеет допускаемые положительное и отрицательное отклонения от номинальной глубины +ΔН01, и (-ΔH01), которые могут быть равными или неравными по абсолютной величине. Номинальный провар и допускаемые отклонения могут устанавливаться разработчиком технологии сварки или приводиться в нормативных документах. Максимальная глубина проплавления имеет место по оси шва при поперечной координате у=0. Шов может быть получен и с использованием присадочной проволоки, поэтому он имеет выпуклость g.
На основе допускаемых отклонений максимальной глубины проплавления могут быть установлены с необходимой точностью допустимые отклонения параметров сварки. В предлагаемом способе - это такие параметры режима, как скорость сварки и напряжение дуги. Методика определения допустимых отклонений параметров двухсторонней сварки изложена в статье Сидорова В.П., Мельзитдиновой А.В. Исследование допустимых отклонений параметров дуговой двухсторонней сварки / Сварочное производство, 2016, №3, С. 11-15.
Опасность отклонения какого-либо параметра в процессе сварки следует оценивать по относительному коэффициенту передачи возмущения (ОКПВ). Это отношение относительного допускаемого отклонения регулируемого параметра сварного шва к относительному отклонению параметра процесса. Например, при оценке влияния отклонения тока сварки от номинального значения I на максимальную глубину проплавления.
ОКПВ=(ΔН0/Н0)/(ΔI/I)
ОКПВ безразмерная величина, знак которой может быть как положительным, так и отрицательным. Например, с увеличением скорости сварки глубина проплавления уменьшается, следовательно, ОКПВ будет отрицательно. Он показывает во сколько раз больше или меньше контролируемый параметр сварного шва изменяется при изменении одного из параметров сварки. ОКПВ может быть больше 1 или меньше 1. Если ОКПВ=0, это означает, что данный параметр не оказывает влияния на параметр шва. Чем больше ОКПВ, тем большее отклонение регулируемого параметра вызывает рассматриваемый параметр сварки, тем опаснее возмущение. Сумма абсолютных значений ОКПВ для всех параметров процесса сварки характеризует сложность обеспечения стабильности регулируемой величины, например, максимальной глубины проплавления. ОКПВ может быть определено как для измеримых параметров сварки (режимов), так и для неизмеримых (условий сварки). Для определения допустимого отклонения каждого из параметров процесса наиболее целесообразно использовать принцип равного вклада. Принцип равного вклада означает, что допускаемое относительное отклонение параметра шва ΔН0 должно делиться на число сварочных параметров N и каждый из них должен обеспечивать свою равную долю допускаемого отклонения ΔН0П
ΔН0П=ΔН0/N.
При таком подходе не сложно так стабилизировать два контролируемых параметра режима сварки, напряжение дуги и скорость сварки, чтобы неблагоприятное сочетание их допустимых отклонений, не превысило заданного допускаемого отклонения регулируемой глубины проплавления шва ΔН0. Например, если мы назначим допускаемое отклонение максимальной глубины проплавления Н0=3,6 мм в ±0,6 мм, то относительное допускаемое отклонение составит ±16,7%. Допустив, что ±6,7% из них могут внести неконтролируемые отклонения, то оставшиеся ±10% приходятся на скорость и напряжение дуги, по ±5% на каждый параметр. Современное оборудование обеспечивает значительно более высокую точность стабилизации, даже с учетом того, что ОКПВ может быть и больше единицы по абсолютной величине.
На фиг. 2 представлен продольный профиль провара по толщине пластины вдоль оси X при поперечной координате у=0, рассчитанный с помощью формулы для точечного источника тепла, движущегося по поверхности плоского слоя (пластины).
Формула для расчета приращения температур ΔT в точке пластины от действия такого источника тепла имеет вид

где Т - температура точки пластины, °С,
Т0 - начальная температура пластины, °С,
qИ - эффективная мощность источника тепла, Вт,
сρ - объемная теплоемкость металла пластины, Дж/(см3°С),
- коэффициент температуропроводности пластины, см2/с,
х - координата в направлении движения источника тепла, отсчитываемая от источника тепла, см,
VC - скорость движения источника тепла, см/с,
t - текущее время с момента начала действия и движения источника тепла, с,
у - координата, перпендикулярная направлению движения источника тепла, отсчитываемая от источника тепла, см,
z - координата, перпендикулярная направлению движения источника тепла и плоскости пластины, на которой действует источник тепла, см,
δ - толщина пластины, см,
n - целые числа от -∞ до +∞.
Формула (3) приводится в учебнике «Теория сварочных процессов» / В.Н. Волченко М. и др. Под ред. В.В. Фролова. - М: Высшая школа, 1988. - 559 с. С. 186.
Конкретное количество чисел n задает число членов ряда (количество интегралов), которое нужно вычислить. Оно зависит от требуемой точности вычислений последнего члена ряда в формуле (3). Чем больше число n по абсолютной величине, тем меньше последний интеграл ряда. То есть ряд в (3) сходящийся. Точность вычисления температуры в точке быстро повышается с увеличением n по абсолютной величине. При вычислении температур ограничение числа n производится заданием отношения последнего члена ряда к сумме всех предыдущих членов ряда. При расчетах температур в сталях и алюминиевых сплавах число n=N не превышает 10 по абсолютной величине. Первый член ряда вычисляется при n=0 и число n перестают увеличивать по абсолютной величине, когда достигается требуемая точность вычислений температуры. Поэтому можно рекомендовать при вычислениях по формуле (3) ограничить число n=±10. Это обеспечит необходимую точность вычислений температуры, как для сварки сталей, так и алюминиевых сплавов. Все остальные сплавы имеют промежуточные теплофизические свойства и эта рекомендация является универсальной.
Верхний предел интегрирования времени t выбирается таким, чтобы температурное поле в пластине было установившемся (квазистационарным). Это такое состояние температурного поля, когда температура всех точек тела в зоне сварки изменяется на пренебрежимо малую величину. При таком состоянии глубина проплавления и ширина шва достигают номинальных значений с высокой точностью. Значение t, как и значение n, выбирается исходя из требуемой точности вычислений. Эксперименты и расчеты показывают, что в условиях двухсторонней сварки стыковых соединений (толщина пластин 6-8 мм) такое состояние достигается примерно за 10 секунд для сталей и 15 секунд для алюминиевых сталей с очень высокой относительной точностью расчета температуры не ниже 0,1%. Поэтому можно рекомендовать при вычислениях по формуле (3) ограничить верхний предел интегрирования в интегралах 15 секунд. Это обеспечит необходимую точность вычислений температуры, как для сварки сталей, так и алюминиевых сплавов и других сплавов.
Величину эффективной мощности qИ в формуле (3) для сварочной дуги следует определять по формуле

где I - ток сварки (дуги), А;
qУ - удельная эффективная мощность дуги, равная частному от деления экспериментального значения эффективной мощности на ток сварки, Вт/А.
Поэтому в формуле (2) вместо эффективной мощности дуги qИ используется выражение (4). Такая форма позволяет выделить и представить более наглядно непосредственное влияние тока сварки как параметра режима на температуру изделия и, следовательно, на глубину проплавления и получить формулу (2) для расчета регулирующего тока сварки.
Из формулы (3) видно, что температура точек тела пропорциональна эффективной мощности источника тепла и обратно пропорциональна объемной теплоемкости пластины. Поэтому температура будет пропорциональна отношению этих величин. Это позволяет определять экспериментально и использовать в дальнейшем в формуле (3) не каждую из этих величин по отдельности, а их отношение, и в дальнейшем при регулировании глубины проплавления оперировать этим отношением. Обозначим этот отношение Q, не включая в него ток сварки, который может изменяться в процессе сварки вследствие действия возмущений

Размерность коэффициента Q - (см3⋅°С)/(А⋅с). При умножении Q на ток сварки I получим размерность (см3⋅°С)/(с).
В этом случае получается, что в формуле (3) остаются только два неизвестных: коэффициент пропорциональности Q и коэффициент температуропроводностся . Для их однозначного определения на номинальном (эталонном) режиме нужно знать две независимые температуры в двух точках тела при известных координатах этих точек х, у, z. Тогда из формулы (3) можно составить систему уравнений относительно неизвестных коэффициентов. Так как известно, что на границе шва с основным металлом при сварке температура всегда равна температуре плавления, можно использовать ширину шва и глубину проплавления для отыскания постоянных коэффициентов Q и в формуле (3), а затем применять эти коэффициенты при расчете регулирующего параметра - тока сварки. При этом обеспечивается высокая точность определения регулирующего воздействия, так как полученные коэффициенты изменяются очень незначительно при имеющих место возмущениях параметров сварки, в том числе вследствие их стабилизации.
Вместо координаты z в формуле (3) при составлении формулы (2) использована номинальная (эталонная) глубина проплавления Н0, так как на ее основе производится расчет регулирующего параметра сварки - тока сварки, то есть при регулировании она является известной заданной величиной, а неизвестным является значение регулирующего параметра - тока сварки. Значение координаты у принято равным нулю (у=0), так как максимальная глубина проплавления имеет место при таком значении у из-за симметрии распределения температур относительно оси X. Значение координаты х0 определяется численным методом в процессе расчета коэффициентов Q и .
Величина qУ в литературе получила название вольтова эквивалента эффективной мощности или удельного теплового потока. Последнее название не совсем точно отражает сущность данного параметра, так как понятие плотность теплового потока включает площадь, на которую действует мощность. Более точно называть эту величину удельной эффективной мощностью. Величина qУ слабо, но все же зависит от тока и длины дуги, а, следовательно, и от напряжения дуги. Это обусловлено тем, что эффективная мощность при сварке неплавящимся электродом преимущественно передается изделию от приэлектродной области дуги у изделия. В связи с этим стабилизация напряжения дуги в предлагаемом способе положительно сказывается на точности регулирования глубины проплавления.
Известно, что эффективная мощность сварочной дуги часто определяют по формуле

где U - напряжение сварочной дуги, В,
ηИ - эффективный КПД сварочной дуги.
Сопоставляя формулы (4) и (6) можно отметить, что фактически

Из формулы (7) вытекает, что совместное изменение напряжения дуги и эффективного КПД сварки может быть таким, что при увеличении одного из них (напряжение, длина дуги), второе будет уменьшаться, а в целом произведение указанных величин будет стабильным. Это в действительности имеет место на практике при изменении длины дуги.
Эффективный КПД сварочной дуги прямой полярности в аргоне с неплавящимся вольфрамовым электродом в литературе рекомендуют принимать в диапазоне 0,65-0,75 (см., например, Ерохин А.А. Основы сварки плавлением. М.: Машиностроение, 1973, 448 с. С. 13, таблица 1.2). Отклонение от среднего значения составляет здесь ±8%. Во многих случаях оно значительно больше. Такой разброс значений КПД обусловлен изменением таких условий, как длина дуги, скорость сварки, угол заточки электрода, толщина металла, качество его поверхности и др. С увеличением длины дуги эффективный КПД обычно уменьшается. Это вызвано ростом напряжения в столбе дуги и постоянством полезной (эффективной) мощности, передаваемой дугой изделию ее приэлектродной областью. При удлинении дуги прирост мощности дуги происходит в основном за счет увеличения выделения энергии в столбе дуги и практически весь теряется в окружающую среду. В отличие от КПД удельная эффективная мощность qУ практически не зависит от тока. Это позволяет, рассчитав коэффициент Q по размерам шва при номинальных параметрах сварки, принять его постоянным и в дальнейшем использовать для расчета регулирующего параметра сварки при возмущениях по току дуги. Одновременно учитывается влияние объемной теплоемкости сρ.
На основе эксперимента по определению размеров сварного шва в предлагаемом способе регулирования определяется не само значение qУ, а коэффициент пропорциональности Q, в который qУ входит сомножителем. Тогда возмущающее воздействие по току сварки будет приводить к пропорциональному изменению множителя Q⋅I в формуле (3) и можно вести расчет регулирующего параметра сварки - тока сварки. Зная ток при сварке эталонного шва несложно рассчитать по коэффициенту Q и значение qУ.
Приравняв в формуле (3) температуру Т равной температуре плавления TL, отсчитываемой от нуля градусов Цельсия и учитывая начальную температуру пластин Т0, получаем уравнение для отыскания глубины проплавления Н при у=0 по оси X. В том числе может быть найдена численным методом максимальная глубина проплавления Н0 и ее координата x0.

С помощью уравнения (8) можно рассчитать любой размер сварочной ванны, в том числе глубину сварочной ванны Н в любой плоскости по толщине пластины, в том числе максимальную при координате у=0, то есть найти координаты х, z, при которых приращение температуры ΔТ=ΔTL. Если взять другое значение у, то получим глубину проплавления в плоскости, параллельной оси Y. Значение координаты z принимается в таком расчете равным глубине проплавления Н и является искомой величиной при построении профиля границы сварочной ванны на фиг. 2.
Для отыскания координаты z с температурой, равной температуре плавления, может, например, для каждой выбранной координаты х использоваться метод деления отрезка между плоскостями пластин пополам (метод дихотомии). При этом методе первой рассчитывается температура точки в срединной плоскости пластины. Отыскание максимальной глубины проплавления и координаты х0 ее положения может производиться численным методом последовательной подстановкой координат х с определенным шагом Δх. При вычислении профиля на фиг. 2 шаг Δх выбирался 0,1 см=1 мм. Таким образом, профиль, представленный на фиг. 2 является эталонным расчетным продольным профилем сварочной ванны по оси шва X.
Значения теплофизических коэффициентов при расчете профиля на фиг. 2 принимались рекомендуемыми для высоколегированной стали 304L (США): объемная теплоемкость сρ=3,476 Дж/(см3°С), коэффициент температуропроводности =0,0432 см2/с (см. Сидоров В.П. Двухдуговая двусторонняя сварка неплавящимися электродами в аргоне / В.П. Сидоров, С.А. Хурин. Тольятти: Изд-во ТГУ, 2015. - 191 с. - С. 67-68).
Толщина пластин при расчете принималась δ=0,6 см, эффективная мощность источника тепла qИ=1350 Вт, скорость сварки VC=0,43 см/с. При удельной эффективной мощности qУ=6,0 Вт/А этой мощности соответствует ток сварки I=225 А.
Значение коэффициента Q при данных параметрах расчета
Q=qУ/cρ=6/3,476=1,726 (см3°С)/(А⋅с).
Температура плавления высоколегированной стали, отсчитываемая от 0°С принималась TL=1440°С. Номинальная температура деталей перед сваркой принималась Т0=20°С. Таким образом, номинальная (эталонная) расчетная температура плавления ΔTL=(TL-T0) при расчете размеров сварочной ванны составляла 1420°С. Верхний предел интегрирования времени t в уравнении, составленном по формуле (3), принимался t=15 секунд, в результате дальнейшего увеличения времени глубина проплавления изменялась менее чем на 0,01%. Разбиение одной секунды при вычислении одного интеграла из ряда в уравнении на отрезки составляло М=50. При этом время расчета одной точки профиля на обычном персональном компьютере составляет менее одной секунды. При оптимизации компьютерной программы и использовании более быстродействующего компьютера время вычисления регулирующего параметра по формуле (2), составленной из (3) может составлять порядка 0,01 с и менее. Максимальная глубина проплавления для профиля на фиг. 2 Н0=0,36 см, что составляет 60% от толщины пластины. Выбор такого же значения Н0 для второго шва обеспечивает перекрытие швов по высоте при двухсторонней сварке на 0,12 см=1,2 мм - 20% от толщины пластины. Так как при сварке двух симметричных швов с двух сторон во избежание непровара их необходимо проваривать не менее, чем на 50% толщины, то допускаемое отклонение (-ΔН0=0,36)=-0,6 мм. Положительное отклонение можно принять равным +0,6 мм и тогда максимальная допускаемая глубина проплавления будет Н=4,2 мм.
Расчеты по уравнению (8) производились программированием вычислений путем задания необходимой точности вычисления глубины проплавления, которая составляла 0,01 мм. При этом число положительных и отрицательных членов ряда в уравнении (8) не превышало n=N=±10. Программа автоматически прекращает вычисления при достижении заданной точности вычислений последнего члена ряда в (8).
Определение точек профиля на фиг. 2 производилось следующим образом. Координата по оси Y задается у=0, так при этом обеспечивается максимальная глубина проплавления. Затем задается начальная точка с координатой х=0 и методом дихотомии вычисляется значение координаты z, представляющей граничную точку с температурой плавления. После этого координата х изменяется с определенным шагом и расчет повторяется. При расчетах положительное направление оси х для удобства выбирали противоположно направлению сварки, что достигается изменением знака при х в уравнении (8). Из полученных значений глубины проплавления выбирается точка с максимальным значением Н0 и определяется ее координата х0.
В области координат X с максимальной глубиной проплавления последняя изменяется с низкой интенсивностью, то есть производная dH/dx близка к нулю. Можно принять, что максимальная глубина проплавления имеет место на данном режиме при х0=0,45 см. Такая зависимость Н(х) позволяет не учитывать изменение положения х0 при малых возмущениях параметров и принимать его найденное значение для номинальных параметров процесса.
Методы решения нелинейных уравнений типа (8) подробно изложены в специальной литературе, например см. Дьяконов В.П. Справочник по алгоритмам и программам на языке Бейсик для персональных ЭВМ. - М.: Наука, 1987 - 240 с., С. 86-91, программы 4.11…4.19. В определенное место таких программ программируется вычисления по исходной функции, по которой составляется уравнение. В нашем случае для профиля на фиг. 2 это функция (3). Метод дихотомии изложен в программе 4.15 на стр. 89 этого справочника.
Обычно проблемой при использовании формул типа формулы (3) для расчета температур при сварке при линейной постановке задачи (теплофизические коэффициенты принимаются не зависящими от температуры) является именно назначение величин этих коэффициентов, так как в действительности они в определенной степени зависят от температуры. Обычно добиваются наилучшей сходимости расчетных и опытных термических циклов точек пластины, выбирая значения коэффициентов для некоей усредненной температуры сварки. Рекомендации по выбору такой усредненной температуры сварки не подходят для достижения необходимой точности расчетов при автоматическом регулировании. Однако, если использовать два параметра температурного поля (в предлагаемом способе регулирования это глубина проплавления и ширина шва), то можно получить два точных значения коэффициентов Q и . При этом отпадает необходимость прямого измерения эффективной мощности дуги калориметрированием, которое заменяется более простым определением эталонной ширины шва В0 и глубины шва Н0. Одновременно устраняется неопределенность с назначением объемной теплоемкости сρ. Такой методикой устраняются неточности математической модели, вызванные принятием допущения о постоянстве теплофизических коэффициентов, отсутствии учета их зависимости от температуры, а также допущение о действии точечного источника тепла. При составлении системы уравнений для расчета коэффициентов Q и второе уравнение будет иметь вид

В уравнении (9) вместо координаты у используется половина номинальной (эталонной) ширины шва В0, а вместо координаты z подставляется z=0, так максимальная ширина шва будет иметь место на поверхности пластины со стороны действия источника тепла. Координата х является переменной величиной и фиксируется для максимальной ширины сварочной ванны. Таким образом, решение системы уравнений (8) и (9) заключается в отыскании единственных значений коэффициентов Q и , для заданных максимальной глубины проплавления и ширины шва.
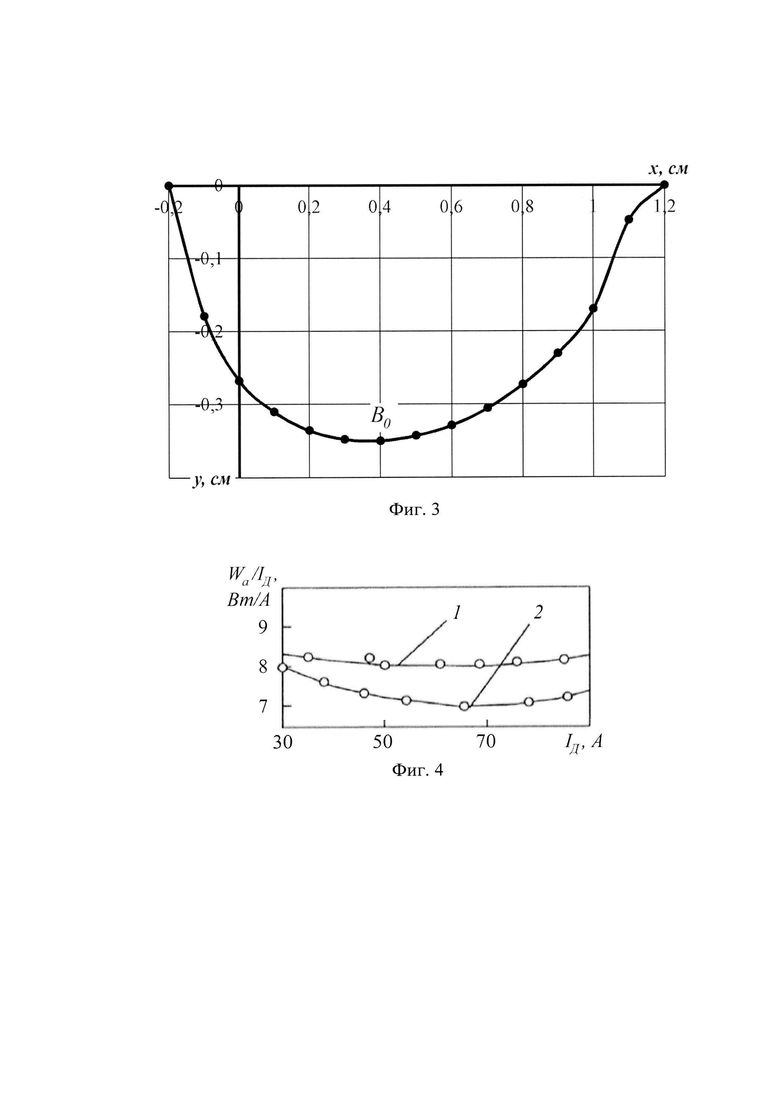
На фиг. 3 представлена расчетная полуизотерма сварочной ванны на поверхности пластин со стороны действия источника тепла, полученная с помощью уравнения (9), составленного по формуле (3). Параметры источника тепла и теплофизические коэффициенты аналогичны кривой на фиг. 2. Координата z в уравнении (3) была принята z=0. Приведена одна половина изотермы, так как такая изотерма симметрична относительно продольной оси X. Порядок построения изотермы аналогичен построению профиля провара для фиг. 2. Отличие заключается в том, что при использовании для расчета метода дихотомии (деления отрезка пополам) необходимо производить поиск границы сварочной ванны внутри отрезка Δу, размер которого должен выбираться заведомо больше максимальной ширины сварочной ванны. Это делается таким образом, что удаленная граница зоны расчета берется пропорционально толщине свариваемых пластин, например 3δ, что заведомо больше половины эталонной ширины шва.
Другим вариантом является приближенная оценка ширины шва по известной более простой формуле для точечного быстродвижущегося источника тепла, дающей несколько завышенное значение ширины шва, по сравнению с источником тепла, движущимся с ограниченной скоростью.
Затем задается точка с координатой х и методом дихотомии вычисляется значение координаты у, представляющей граничную точку с температурой плавления. После этого координата х изменяется с определенным шагом и расчет повторяется. При построении изотермы положительное направление оси х для удобства выбирали противоположно направлению сварки, что достигается изменением знака при х в уравнении (9). Из полученных значений ширины сварочной ванны выбирается точка с максимальным значением ширины шва В0. Эта точка всегда находится в направлении, противоположном направлению сварки, поэтому первое значение х можно принимать х=0, а затем изменять его с определенным шагом. При построении изотермы на фиг. 3 шаг по X Δх=0,1 см=1 мм.
В области координат X с максимальной шириной сварочной ванны (ширина шва) она изменяется с низкой интенсивностью, то есть производная dB/dx близка к нулю. Можно принять, что максимальная ширина сварочной ванны имеет место при х0=0,40 см. Такая зависимость В(х) позволяет не учитывать изменение положения х0 при малых возмущениях параметров и принимать его найденное значение для номинальных параметров процесса. Это необходимо при определении коэффициентов Q и формулы (3) и уравнений (8), (9).
Из графика на фиг. 3 следует, что общая длина сварочной ванны по оси при у=0 составляет L=≈1,4 см. Длина ванны впереди источника тепла ≈0,2 см, а длина ванны позади источника тепла ≈1,2 см. Эти данные необходимы, чтобы размещать точку замера температура на оси шва за пределами сварочной ванны.
На фиг. 4 представлены зависимости удельной эффективной мощности qУ от тока дуги прямой полярности в аргоне в медный анод по литературным данным. В данном случае формула для qУ имеет вид
где Wa - эффективная мощность в анод сварочной дуги, Вт;
 - ток дуги (сварки), А.
- ток дуги (сварки), А.
Кривая 1 показывает зависимость при использовании в качестве вольфрамового электрода чистого вольфрама диаметрами 3,2 мм и 1,6 мм, кривая 2 - зависимость при использовании торированного вольфрамового электрода диаметром 3,2 мм. Наибольшее изменение удельной эффективной мощности имеет место для кривой 2 и составляет в диапазоне токов дуги 50-70 А 0,2 Вт/А, что при отклонении тока дуги на 10 А приведет к погрешности определения эффективной мощности дуги всего на 2 Вт, что составляет примерно 0,3%.
Зависимости на фиг. 4 и обозначения величин приведены в монографии A.В. Савинова и др. «Дуговая сварка неплавящимся электродом». М.: Машиностроение. 2011. - 477 с. С. 82, рис. 1.57.
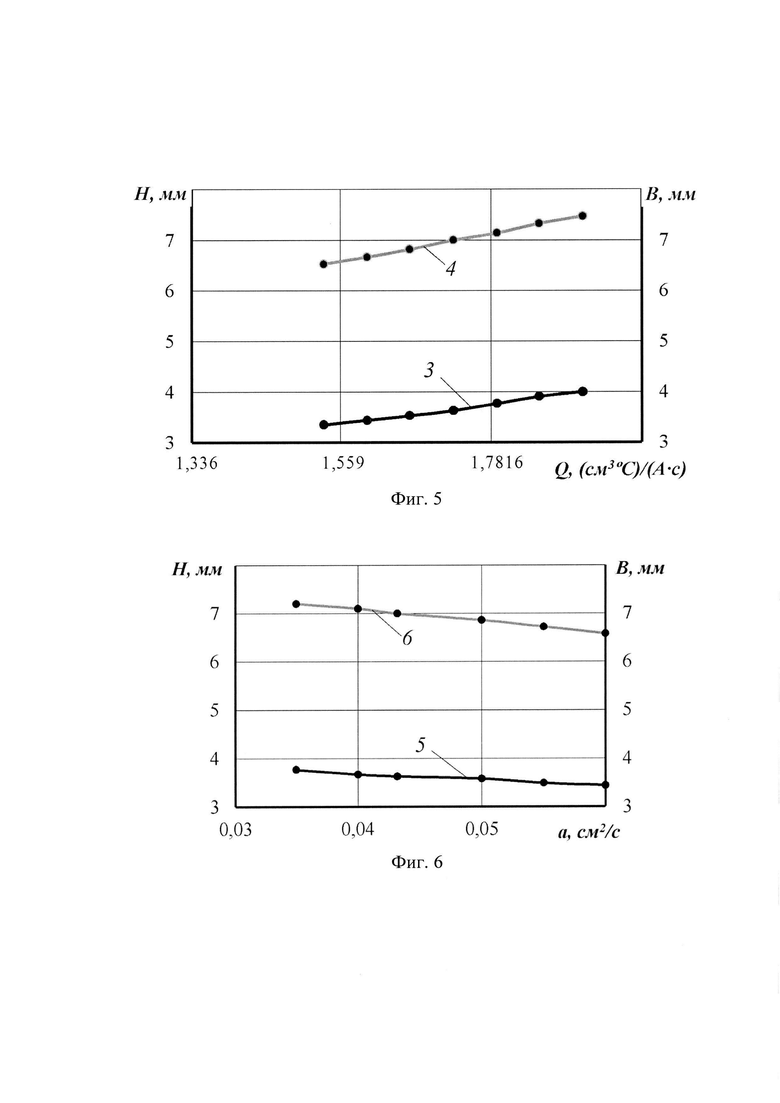
На фиг. 5 показана расчетные зависимости максимальной глубины проплавления Н и ширины шва В от коэффициента Q, полученные с помощью уравнений (8) и (9). Теплофизические параметры расчета оставались такими же, как для зависимости на фиг. 2. Кривая 3 представляет зависимость для глубины проплавления Н, а кривая 4 для ширины шва В. В интервале коэффициентов Q с центром в точке номинального режима Q=1,73 (см3°С)/(А⋅с) средний коэффициент передачи для глубины проплавления kПН=ΔH/ΔQ=0,65/1,72=0,378 мм/[(см3°С)/(А⋅с)]. Зависимость 3 показывает влияние коэффициента Q на глубину проплавления. Поэтому точное определение коэффициента Q, для данных условий сварки, учитывающего эффективную мощность и теплоемкость металла, необходимо для точного регулирования глубины проплавления.
На фиг. 6 представлены расчетные по уравнениям (8) и (9) зависимости глубины проплавления и ширины шва от коэффициента тепературопроводности . Остальные параметры расчета и коэффициенты были как для профиля на фиг. 2. Значение коэффициента Q=1,73 (см3°С)/(А⋅с), qИ=1350 Вт, чему соответствует ток сварки I≈225 А.
Кривая 5 относится к глубине проплавления Н, а кривая 6 к ширине шва B. Из зависимостей 5 и 6 видно, что увеличение коэффициента температуропроводности приводит к уменьшению глубины проплавления и ширины шва. Зависимость 5 показывает влияние коэффициента температуропроводности на глубину проплавления. Поэтому точное определение для данных условий сварки, необходимо для точного регулирования глубины проплавления.
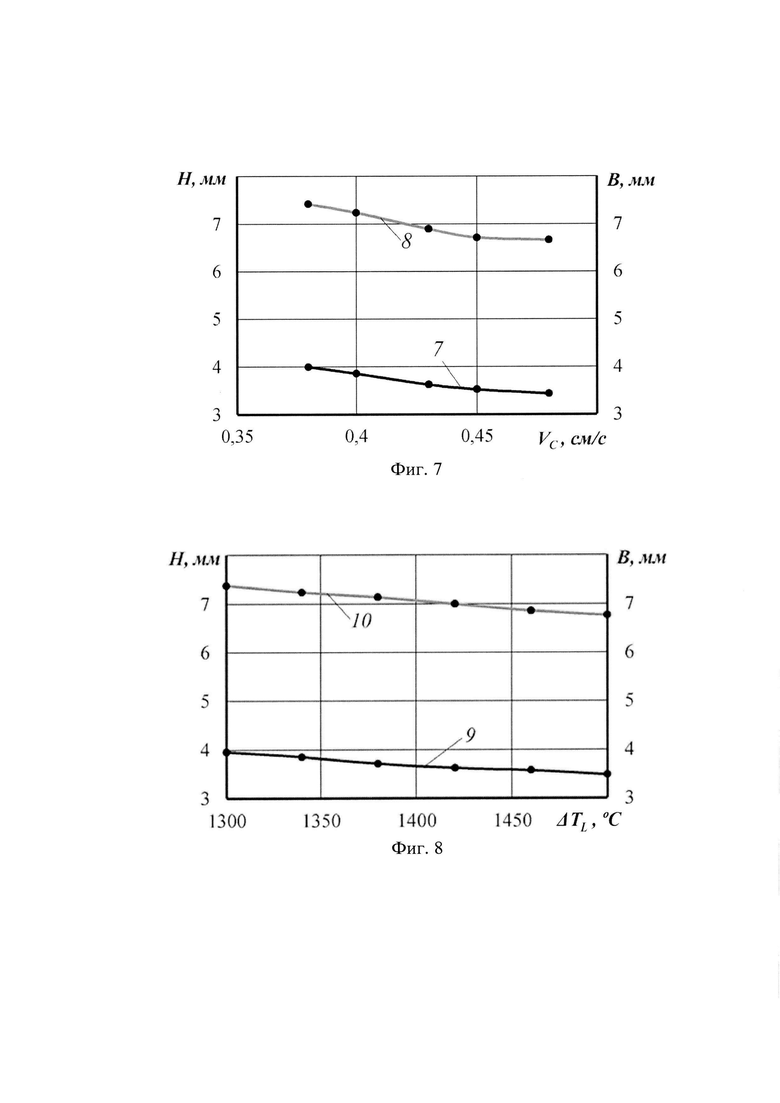
На фиг. 7 показаны расчетные по уравнениям (8) и (9) зависимости максимальной глубины проплавления Н и ширины шва В от скорости сварки. Параметры расчета остались такими же, как для профиля сварочной ванны на фиг. 2. Кривая 7 представляет зависимость для глубины проплавления, а кривая 8 - для ширины шва В. Значение коэффициента Q=1,73 (см3°С)/(А⋅с).
В интервале скоростей сварки VC=0,38-0,48 см/с средний коэффициент передачи для глубины проплавления kПН=ΔН/ΔVC=(0,56)/0,1=5,6 мм/(см/с).
На фиг. 8 представлены расчетные зависимости максимальной глубины проплавления и ширины шва от разности ΔTL между температурой плавления TL и начальной температурой деталей Т0, полученные по уравнениям (8) и (9). Эта разность характеризует температуру подогрева пластины, начальную температуру пластины. Из формулы (3) следует, что подогрев пластины эквивалентен уменьшению температуры плавления металла. Кривая 9 относится к глубине проплавления, кривая 10 - к ширине шва. Другие параметры расчета соответствуют данным для фиг. 2.
Значение коэффициента Q=1,73 (см3°С)/(А⋅с). Кривые на фиг. 8 показывают, что отклонения температуры пластины, если их не учитывать при регулировании, будут приводить к погрешностям регулирования глубины проплавления. Коэффициент передачи для кривой 9 kП=ΔН/ΔТ=0,49/200=2,45⋅10-3 мм/°С. Отклонения температуры в точке замера от номинальной температуры будут характеризовать общий подогрев сварочного изделия. Поскольку напряжение дуги и скорость сварки в предлагаемом способе стабилизируются, то изменение температуры точки замера будет характеризовать преимущественно действие только неконтролируемых возмущений, например коэффициента температуропроводности или объемной теплоемкости сρ. Уменьшение объемной теплоемкости будет эквивалентно увеличению удельной эффективной мощности и приведет к повышению реальной температуры изделия. Это отразится на измеренной температуре точки, которая также повысится. В связи с этим регулирующая система произведет уменьшение тока сварки. Для учета влияния возмущения по коэффициенту температуропроводности или объемной теплоемкости необходимо при расчете регулирующего воздействия с помощью формулы (2) изменить разность между температурой плавления TL и номинальной начальной температурой пластины Т0 на величину разности температур в точке замера измеренной ТИ и расчетной ТР. Эту разность (ТИ-ТР) нужно вычесть из (TL-T0). При положительной разности (ТИ-ТР) начальная температура в формуле (2) снизится, что означает снижение глубины проплавления приведет к повышению расчетного тока сварки I по формуле (2). При отрицательной разности (ТИ-ТР) начальная температура в формуле (2) повысится, что означает повышение глубины проплавления и приведет к уменьшению расчетного тока сварки I по формуле (2).
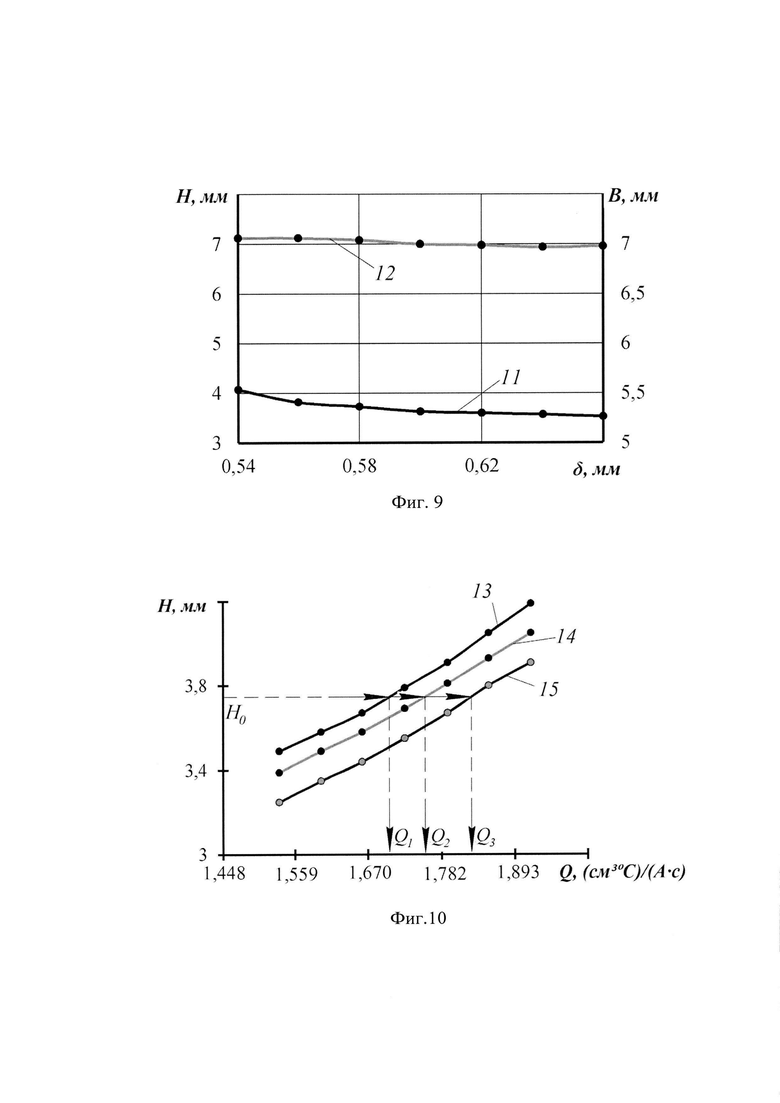
На фиг. 9 даны расчетные зависимости глубины проплавления и ширины шва от толщины пластины, полученные с помощью уравнений (8) и (9). Кривая 11 показывает зависимость для глубины проплавления, а кривая 12 - для ширины шва. Параметры расчета использовались как при построении профиля на фиг. 2. Значение коэффициента Q=1,73 (см3°С)/(А⋅с).
Толщина пластины следует отнести к неконтролируемым параметрам процесса, так как ее измерение в процессе сварки затруднено и неясно, в какой точке свариваемых пластин нужно производить измерение. С увеличением толщины пластины глубина проплавления и ширина шва уменьшается, что будет приводить к постоянной ошибке регулирования, если не откорректировать ток сварки и не учитывать при расчетах при регулировании изменение толщины пластин. Этому служит измерение температуры в точке замера. Изменение толщины всегда влияет на глубину проплавления и температуру любой точки замера с одинаковым знаком. Поэтому для возмущений по толщине положение точки замера температуры безразлично.
На фиг. 10 представлена схема построения изолиний для получения коэффициента температуропроводности и коэффициента Q. Кривая 13 представляет зависимость номинальной глубины проплавления Н0 от коэффициента Q при коэффициенте температуропроводности  см2/с, кривая 14 при
см2/с, кривая 14 при  см2/с, а кривая 15 при
см2/с, а кривая 15 при  см2/с. Через эти кривые проводится линия, параллельная оси коэффициента Q при значении Н=Н0. Точки пересечения этой прямой с кривыми 13, 14, 15 дают координаты значений Q1, Q2, Q3 при разных коэффициентах температуропроводности и дают возможность построить изолинию «коэффициент Q - коэффициент температуропроводности » на фиг. 11, относящуюся к максимальной глубине проплавления.
см2/с. Через эти кривые проводится линия, параллельная оси коэффициента Q при значении Н=Н0. Точки пересечения этой прямой с кривыми 13, 14, 15 дают координаты значений Q1, Q2, Q3 при разных коэффициентах температуропроводности и дают возможность построить изолинию «коэффициент Q - коэффициент температуропроводности » на фиг. 11, относящуюся к максимальной глубине проплавления.
Аналогично строится график второй изолинии для ширины шва В0.
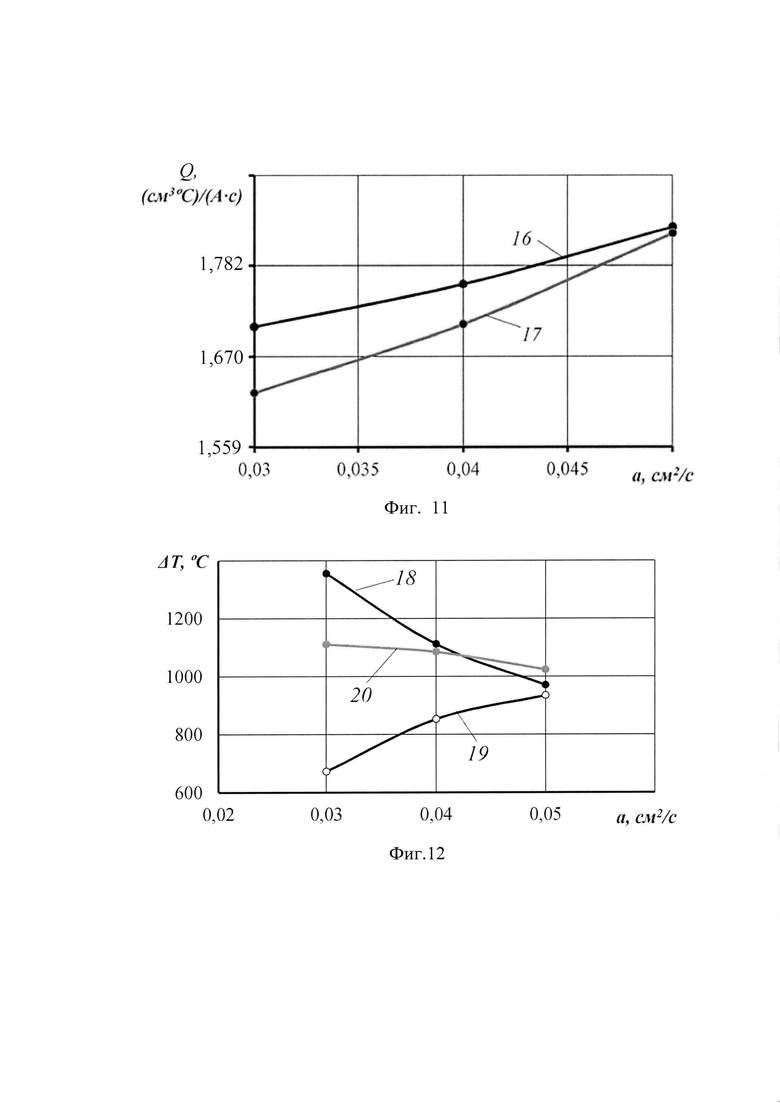
На фиг. 11 представлены две изолинии «коэффициент Q - коэффициент температуропроводности » для заданных значений номинальной глубины проплавления Н0 и номинальной ширины шва В0. Кривая 16 представляет изолинию для глубины проплавления Н0, а кривая 17 - изолинию для ширины шва В0. Изолиния - это такая кривая, на которой любая точка с различными коэффициентами Q и дает одинаковое значение исследуемого параметра. В данном случае любая точка на кривой 16 дает одинаковую номинальную глубину проплавления Н0, а любая точка на кривой 17 дает одинаковую номинальную ширину шва В0. Поскольку сочетание номинальной глубины проплавления и номинальной ширины шва для номинального режима единственное, то изолинии 16 и 17 имеют одну точку пересечения, которая дает единственные значения искомых коэффициентов Q и . Эти значения необходимо использовать для расчета величины регулируемого тока сварки при его расчете по формуле (2), что обеспечивает высокую точность регулирования глубины проплавления. Кривые строились на основе эксперимента по сварке стали марки 0Х18Н9Т толщиной 6 мм. Ток сварки I=200 А, скорость сварки VC=0,4 см/с. Ширина шва В0=6,8 мм Максимальная глубина проплавления Н0=3,6 мм. Согласно фиг. 11 можно принять =0,05 см2/с, Q=1,87 (см3°С)/(А⋅с). Полученным значениям соответствует эффективная мощность дуги qИ=1650 Вт и удельная эффективная мощность qУ=8,25 Вт/А.
Построение изолиний фактически представляет графический способ решения системы двух нелинейных уравнений (8) и (9), составленных по формуле (3). В этом случае в одном из уравнений координата у=0, a z=H0, а в другом z=0, а у=В0/2. Величина продольной координаты x01 с максимальной глубиной проплавления при отыскании коэффициента Q принимается постоянной, найденной для номинального режима. Аналогично х02 для ширины сварочной ванны (шва) при отыскании коэффициента температуропроводности принимается постоянной, найденной для номинального режима. В обоих уравнениях, решаемых численным методом с помощью изолиний, координата по оси X изменяется с небольшим шагом Δх.
На фиг. 12 представлены зависимости температуры трех точек поверхности пластины от коэффициента температуропроводности . Параметры расчета аналогичны зависимости глубины проплавления от коэффициента температуропроводности на фиг 6. (кривая 5). Параметры расчета такие же, как для фиг. 2 и фиг. 6. Кривая 18 представляет зависимость для точки замера с координатами у=0, z=0 х=1,4 см. Это точка на оси шва со стороны действия источника тепла на расстоянии 0,2 см от конца сварочной ванны. Кривая 19 для точки у=0, z=0,6 х=0,5 см. Это точка на противоположной плоскости пластины. Координата х близка к координате х0=0,45 см с максимальной глубиной сварочной ванны. Кривая 20 для точки у=0, z=0,6 х=1,2 см. Это точка также на противоположной плоскости пластины, более удалена от источника тепла. Координаты точек указаны в подвижной системе координат, центр которой в точке действия точечного источника тепла.
Из сопоставления графиков 18, 19 и 20 на фиг. 12 и графика 5 на фиг 6 видно, что при уменьшении или увеличении коэффициента температуропроводности глубина проплавления и температура точки замера могут изменяться с одинаковым знаком или с противоположным знаком. При регулировании, в случае влияния отклонения коэффициента на температуру с противоположным знаком, по отношению к глубине проплавления это приведет к нарушению устойчивости регулирования. Точки замера температуры для кривой 18 и 20 подходят для регулирования глубины проплавления, а точка для кривой 19 - не подходит. Для нее с увеличением коэффициента температуропроводности происходит увеличение температуры точки, в то время как максимальная глубина проплавления уменьшается (кривая 5 на фиг. 6).
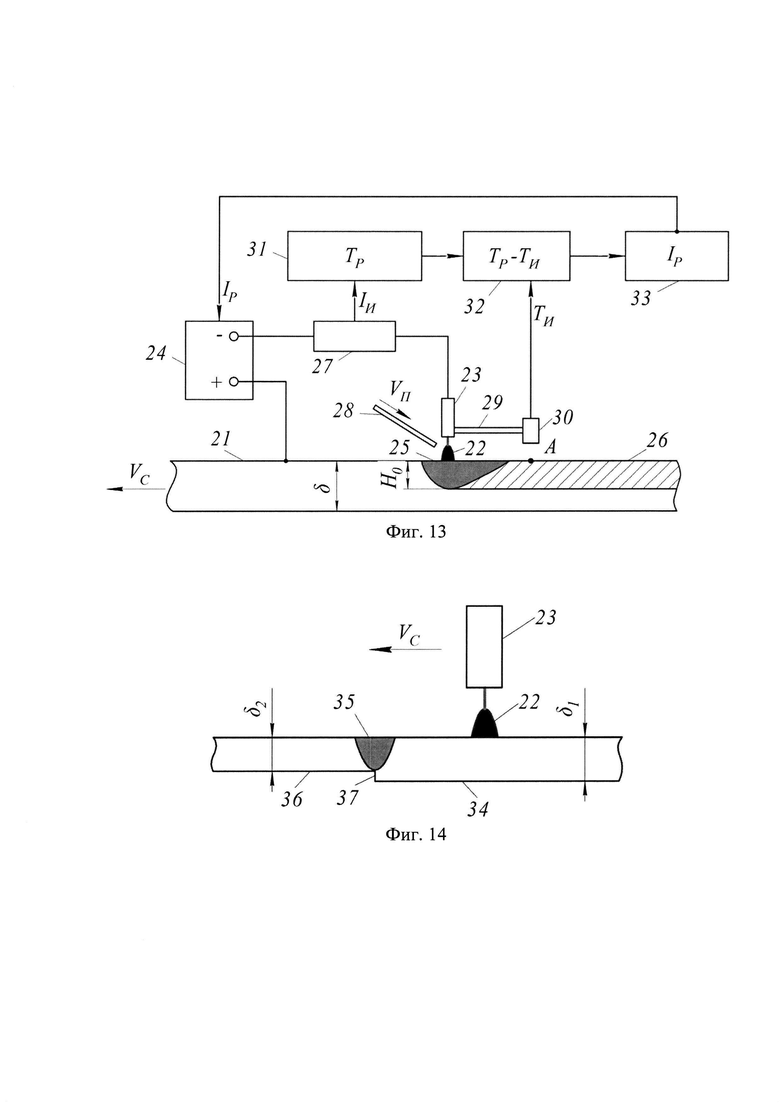
На фиг. 13 показана схема автоматического регулирования по предлагаемому способу. Свариваемое изделие 21 перемещается относительно сварочной дуги 22 сварки со скоростью VC, горящей с электрода сварочной горелки 23, которая неподвижна. Источник питания 24 подключается положительным полюсом к изделию 21, а отрицательным полюсом к неплавящемуся электроду сварочной горелки 23. Сварочная дуга 22, горящая с неплавящегося электрода горелки 23 на изделие 21, расплавляет кромки свариваемого изделия 21. Образуется сварочная ванна 25 и после затвердевания расплавленного металла возникает сварной шов 26 с номинальной максимальной глубиной проплавления Н0 и номинальной шириной В0. Измерение их величин производится после сварки при номинальных параметрах сварки эталонного образца. Сварочный ток измеряется датчиком тока 27, включенным в сварочную цепь. В сварочную ванну 25 в промежуток между неплавящимся электродом сварочной горелки 23 и сварочной ванной 25 подается присадочная проволока 28 со скоростью VП, равной скорости ее расплавления теплом дуги 22. Скорость сварки VC, напряжение дуги 22 U и скорость VП подачи присадочной проволоки 28 стабилизируются отдельными устройствами с заданной точностью. Эти устройства на фиг. 13 не показаны.
На кронштейне 29, закрепленном на сварочной горелке 23, крепится датчик температуры 30 поверхности изделия 21 в точке А на оси шва 26 за пределами сварочной ванны 25.
В процессе сварки сварочный ток измеряется с помощью датчика тока 27. Значения тока с датчика 27 передаются в вычислительный блок 31, в котором на основании заданных констант, постоянного стабилизированного значения скорости сварки и измеренного значения тока сварки IИ вычисляется расчетное значение температуры ТР точки замера А по формуле (3).
Перед сваркой по описанной выше методике после сварки эталонного шва и определения коэффициентов и Q определяется координата подходящей точки замера температур А на поверхности изделия 21(z, у, х)А. В вычислительном блоке 31 используются следующие необходимые для расчета коэффициенты: температуропроводность , коэффициент Q, начальная номинальная температура изделия Т0, толщины пластин изделия δ, значения координат точки замера температуры, скорость сварки VC.
Расчетная температура ТР передается в блок сравнения температур 32. В блок сравнения 32 также передается измеренная температура точки А с датчика температуры 30. В блоке сравнения 32 производится вычисление разности измеренной ТИ и вычисленной температур ТР. Полученная разность температур (ТР-ТИ) с блока сравнения 32 передается на второй вычислительный блок 33, в котором сначала производится изменение начальной температуры свариваемого изделия с Т0 на величину полученной разности, а затем вычисление необходимого тока сварки IP по формуле (2). Необходимые для расчета константы также хранятся непосредственно в блоке 33. Вычисленное значение тока сварки IP передается с вычислительного блока 33 в сварочный источник питания 24, в котором устанавливается необходимый для стабилизации глубины проплавления ток сварки IP. В связи с достаточно высокой инерционностью проплавления при сварке по отношению к действию возмущений, измерение тока сварки и температуры поверхности изделия и вычисление необходимого тока производится дискретно, например, с периодичностью 0,05 секунды.
В вычислительном блоке 33 дополнительно к константам, хранящимся в вычислительном блоке 32 хранится значение температуры плавления металла изделия TL и номинальной максимальной глубины проплавления Н0, координаты точки х0 с максимальной глубиной проплавления. В то же время в вычислительном блоке 32 не хранятся координаты точки А.
В качестве свариваемого изделия 21 могут использоваться пластины при наплавке слоев со специальными свойствами или соединяемые детали стыкового соединения без разделки кромок при сварке, например соединения трубных заготовок.
Пример 1.
Проводили определение регулирующего тока сварки по предлагаемому способу. Источник питания имел систему управления, обеспечивающую установку необходимого тока сварки.
Для сварки были использованы пластины из стали 20 толщиной δ=6 мм. Рассматривалось регулирование для случая сварки первого слоя двухстороннего сварного шва. Номинальная глубина провара составила 60% от толщины пластин Н0=3,6 мм. Допускаемые отклонения от этой величины были выбраны ΔН0±0,6 мм, то есть ±10% от толщины. Для получения номинальной глубины проплавления был подобран режим аргонодуговой сварки неплавящимся вольфрамовым электродом без присадочной проволоки на прямой полярности дуги: напряжение сварки (дуги) U=14,0 В, ток сварки (дуги) I=275 А, скорость сварки VC=0,25 см/с (номинальные режимы). Скорость сварки и напряжение на дуге стабилизировались с точностью ±0,5% от номинальных значений.
Номинальная ширина шва при этом составила В0=0,653 см=6,53 мм.
Начальная температура пластин составляла Т0=20°С. По опытным значениям номинальной глубины проплавления Н0=0,36 см и номинальной ширины шва В0=0,653 см и температуре плавления низкоуглеродистой стали, отсчитываемой от 0°С TL=1520°С при номинальных параметрах сварочного процесса по уравнениям (8) и (9) с помощью компьютерной программы, составленной на языке программирования Бейсик были построены изолинии «коэффициент Q - коэффициент температуропроводности и на точке пересечения изолиний получены расчетные значения Q=1,2 (см3°С)/(А⋅с) и температуропроводности =0,08 см2/с. Координата точки в направлении движения источника тепла, в которой глубина проплавления максимальна при у=0 составила x0=0,2 см. Эта координата используется при расчете регулирующего тока сварки. Длина сварочной ванны на поверхности пластины составила L=0,9 см, а координата точки конца сварочной ванны позади дуги xL=0,6 см. Последняя координата необходима для поиска точки замера температуры, так как точка замера должна располагаться за пределами сварочной ванны.
После этого определили положение точки замера температуры, в которой обеспечивается одинаковый знак изменения глубины проплавления и температуры точки с координатами на поверхности со стороны источника тепла z=0, у=0, х=0,8 см. Номинальная расчетная температура этой точки TAP=1196°С. В процессе еще одного эксперимента определили реальную температуру точки на номинальном режиме ТАИ. Расчетная температура оказалась больше реальной температуры на +5°С. Относительная погрешность расчетного значения температуры относительно опытного 0,04%, что вполне отвечает требованиям к точности регулирования глубины проплавления. Для учета данной погрешности в программу расчета тока сварки была внесена поправка. Расчетное значение температуры уменьшали на полученную погрешность 5°С.
После выполнения первого шва сразу же провели сварку второго шва с другой стороны. Параметры процесса оставались прежними. В результате сварки первого шва пластины нагрелись в среднем на 50°С, причем температура была распределена по пластине не вполне равномерно.
При выполнении контрольной сварки ток сварки после формирования сварочной ванны пластины автоматически с помощью регулирующего устройства, описанного для фиг. 13 уменьшился на 8 А и составил I=267 А. Впоследствии ток постепенно повышался, что связано с уменьшением температуры пластин из-за теплоотвода в подкладку. При этом глубина проплавления по длине шва изменялась в пределах ±0,05 мм.
Пример 2.
При параметрах примера 1 проводили сварку со скачкообразным увеличением тока сварки и регулирование глубины проплавления. Ток сварки уменьшали с помощью балластного реостата, включенного последовательно со сварочным источником питания. Ток сварки уменьшили на ΔI=20 А, что привело сначала к некоторому снижению температуры в точке замера с номинальных 1196°С на 10°С. Температура в точке замера при сварке при отключенной системе регулирования снизилась до 1110°С. После этого вследствие действия системы регулирования ток на источнике питания начал увеличиваться за счет собственного регулятора тока и через 0,5 секунды вернулся в исходное положение I=275 А. На продольном макрошлифе наблюдалось с момента уменьшения тока небольшое уменьшение глубины проплавления на 0,3 мм. Затем глубина проплавления вернулась в исходное состояние Н0=3,6 мм.
Пример 3.
Проводили определение регулирующего тока сварки по предлагаемому способу.
Для сварки были использованы пластины из алюминиевого сплава АД0 толщиной 8 мм и 7,5 мм. Рассматривалось регулирование для случая сварки первого слоя двухстороннего сварного шва. Номинальная глубина провара составила 60% от толщины пластин 8 мм Н0=4,8 мм. Допускаемые отклонения от этой величины были выбраны ±0,8 мм, то есть ±10% от толщины. Это обеспечивает при сохранении номинальных параметров перекрытие двух швов по высоте на 1,6 мм. Для получения номинальной глубины проплавления был подобран режим автоматической аргонодуговой сварки неплавящимся вольфрамовым электродом с присадочной проволокой Св-АД0 диаметром 2 мм дугой переменного тока (эталонный режим): напряжение сварки (дуги) U=14,0 В, ток сварки (дуги) I=380 А, скорость сварки VC=0,5 см/с. Расход аргона 12 л/мин, диаметр вольфрамового электрода 6 мм. Скорость подачи присадочной проволоки VП=30 м/ч=0,83 см/с. На данном режиме получили ширину шва с лицевой стороны В0=0,884 см=8,84 мм, глубину проплавления Н0=0,48 см, выпуклость шва g=0,5 мм.
Начальная температура пластин составляла Т0=20°С. Температуру плавления сплава АД0 принимали по справочным данным TL=660°С. Тогда расчетная разность между температурой плавления и начальной температурой деталей Т0 ΔTL=TL-Т0=660-20=640°С.
После этого рассчитали путем построения изолиний «коэффициент Q - коэффициент температуропроводности » значения этих коэффициентов. Q=2,6 (см3°С)/(А⋅с), а=0,75 см2/с.
Координата точки в направлении противоположном движению дуги, в которой глубина проплавления максимальна при у=0 составила х0=0,1 см. Эта координата используется при расчете регулирующего тока сварки. Общая длина сварочной ванны на поверхности изделия составила 1,0 см, а координата точки конца сварочной ванны xL=0,6 см. Эта координата необходима для поиска точки замера температуры, так как точка замера должна располагаться за пределами сварочной ванны.
После этого определили положение точки замера температуры, в которой обеспечивается одинаковый знак изменения глубины проплавления и температуры точки с координатами на поверхности со стороны источника тепла z=0, у=0, х=1,0 см на удалении 0,4 см от конца сварочной ванны. Номинальная расчетная температура этой точки Т0И=491°С. В процессе еще одного эксперимента определили реальную температуру точки на номинальном режиме. Расчетная температура оказалась больше реальной температуры на +3°С. Относительная погрешность расчетного значения температуры относительно опытного 0,06%, что вполне отвечает требованиям к точности регулирования глубины проплавления. Для учета данной погрешности в программу расчета тока сварки была внесена поправка. Расчетное значение температуры уменьшали на полученную погрешность 3°С.
На фиг. 14 представлена схема образца для сварки с отклонением по толщине пластин. К пластине 34 с номинальной толщиной 8 мм была пристыкована с помощью ручной аргонодуговой сварки швом 35 пластина 36 с толщиной 7,5 мм, которые вместе составили одну из половин всего образца. Пластины 34 и 36 были состыкованы при выравнивании лицевых плоскостей на которые действовала сварочная дуга 22. Таким образом, в середине по длине пластин был сформирован уступ 37. Уступ обращен в сторону, противоположную стороне сварки контрольного шва. Уступ 37 обеих стыкуемых пластин 34 и 36 совмещается по всей их ширине. Сварочная дуга 22, генерируемая сварочной горелкой 23 сначала двигалась по поверхности образца 34 большей толщины, и при достижении середины длины стыка происходило скачкообразное уменьшение его толщины. При отключенной системе регулирования после перехода дуги с более толстой пластины на более тонкую, максимальная глубина проплавления на тонкой пластине достигла 5,4 мм. При включенной системе регулирования при переходе дуги 22 на половину образца уменьшенной толщины температура точки замера постепенно повысилась с 491°С, до 520°С, а сварочный ток начал снижаться и установился на значении 367 А, уменьшившись на 13 А. При этом при исследовании продольного макрошлифа по оси шва глубина проплавления пластин на половине, где их толщина составляла 7,5 мм сначала постепенно возросла на 0,3 мм, составив 5,1 мм, затем стала уменьшаться и достигла значения 4,9 мм, увеличившись по сравнению с номинальным значением для толщины 8 мм на 0,1 мм. Поэтому система уменьшила глубину проплавления на 0,5 мм для пластины толщиной 7,5 мм. При этом номинальная глубина проплавления для толщины 7,5 мм при 10% допуске максимальную глубину проплавления на таком режиме составляет 4,5 мм, максимальный провар 5,25 мм. Полученная максимальная глубина проплавления 4,9 мм попала в допускаемый интервал для 7,5 мм от 4,5 до 5,25 мм. Получается, что система не отрегулировала до идеального состояния 4,5 мм провар на толщине 7,5 мм на ΔН=4,9-4,5=0,4 мм, но отрегулировала на 0,5 мм по отношению к пластине 8 мм, то есть отрегулировала на 55%. Неполная регулировка для 7,5 мм связана с тем, что влияние толщины пластины на глубину проплавления и температуру точки замера имеют разные относительные коэффициенты передачи возмущений (ОКПВ). Толщина пластины в большей степени влияет на глубину проплавления, чем на температуру данной точки замера. Это приводит не к полной отработке возмущения при отклонениях толщины пластин.
Пример 4.
Для параметров примера 4 была проведена наплавка на специальный составной образец из алюминиевых сплавов АД0 и АМц толщиной 8 мм. Образцы были сварены между собой сварным швом по торцам с помощью аргонодуговой сварки для сохранения условий теплопроводности между пластинами при сварке. Номинальные режимы сварки были получены для сплава АД0. Они приведены в примере 3. При наплавке на том же режиме на пластину из сплава АМц был получен максимальный провар Н=5,65 мм, а номинальная температура в точке замера составила 527°С, что на 46°С больше номинального значения на сплаве АД0. Контрольную сварку состыкованных образцов начинали на сплаве АД0 при регулировании по предлагаемому способу.
При переходе дуги на половину образцов из сплава АМц при действии системы регулирования температура точки замера начала повышаться и ее максимум достиг 510°С, что на 19°С больше номинального значения для АД0, а ток сварки уменьшился до значения I=370 А. При этом при исследовании продольного макрошлифа по оси шва глубина проплавления пластин на половине, где располагался сплав АМц сначала увеличилось на 0,3 мм, а затем достигло значения Н0=4,9 мм.
Таким образом, общее увеличение максимальной глубины проплавления произошло всего на 0,1 мм по отношению к номинальному значению. Было отрегулировано 5,65-4,9=0,75 мм возможного изменения глубины проплавления. Увеличение температуры точки замера по-видимому, было вызвано тем, что при близком значении объемной теплоемкости сплавов АД0 и АМц их теплопроводности и коэффициенты температуропроводности отличаются, так как коэффициент температуропроводности определяется по формуле
где λ - теплопроводность металла, Вт/(см⋅°С).
Это приводит к увеличению максимальной глубины проплавления и температуры точки замера при наплавке на сплаве АМц. При наплавке контрольного стыка снижение температуры точки среагировало на изменение температуропроводности второй половины образца и регулирующая система восстановила максимальную глубину проплавления почти до номинального значения. При этом ток даже немного снизился. Это обусловлено тем, что относительный коэффициент передачи возмущений (ОКПВ) для температуры точки и глубины проплавления по коэффициенту достаточно близки. Аналогичная ситуация будет иметь место при сварке производственных стыков вследствие неоднородности теплофизических свойств свариваемого металла.
Предлагаемый способ регулирования позволяет избежать во время сварки дополнительного измерения ширины зоны нагрева до температуры выше заданной, уменьшить число предварительных опытов до одного и значительно снизить трудоемкость определения коэффициентов математической модели при повышении точности регулирования, что позволяет повысить качество и его стабильность в сварных соединениях. Экспериментально необходимо определить до регулирования только максимальную глубину провара и ширину шва на номинальном режиме сварки, а также найти расчетом положение точки замера, обеспечивающее устойчивость регулирования. За счет стабилизации всех параметров режима, кроме регулируемого тока сварки повышается точность регулирования максимальной глубины проплавления. В данном способе можно производить коррекцию тока сварки при изменении номинальной начальной температуры изделия и учитывать изменение толщины деталей без проведения новых экспериментов по определению коэффициентов используемого уравнения. Способ может с одинаковой эффективностью использоваться как при сварке и наплавке без присадочной проволоки, так и с присадочной проволокой. В случае стабилизации скорости плавления и подачи электрода способ может быть использован и при сварке плавящимся электродом.
Способ также может быть использован при плазменной сварке, как без подачи, так и с подачей присадочной проволоки. В этом случае дополнительно к длине открытого участка столба дуги (напряжения сжатой дуги) и скорости сварки необходимо стабилизировать расход плазмообразующего газа, который влияет на эффективную мощность дуги и коэффициент Q.
Способ может быть реализован с помощью известных устройств - цифровых амперметров и датчиков тока для измерения тока сварочной дуги, измерителей скорости сварки на основе измерения числа оборотов электродвигателя привода сварочного автомата для перемещения сварочной горелки, дистанционных датчиков измерения температуры поверхности. Практически все современные сварочные автоматы снабжены системой стабилизации длины и напряжения дуги. Многие современные сварочные источники питания позволяют производить микропроцессорное регулирование тока. Современные средства микропроцессорной техники и программного обеспечения позволяют осуществить с высокой скоростью расчет температур точки замера и расчет регулирующего значения тока сварки. Поэтому способ обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2018 |
|
RU2691824C1 |
| Способ регулирования глубины проплавления при автоматической дуговой сварке | 2018 |
|
RU2707287C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2021 |
|
RU2791542C2 |
| Способ регулирования глубины проплавления при автоматической сварке | 2017 |
|
RU2676935C1 |
| Способ регулирования максимальной ширины сварочной ванны при автоматической сварке | 2016 |
|
RU2650461C1 |
| Способ автоматического регулирования глубины проплавления при автоматической дуговой сварке | 2015 |
|
RU2613255C1 |
| Способ контроля отклонения дуги от стыка свариваемых кромок | 2016 |
|
RU2632751C1 |
| Способ получения гарантированного проплавления кромок при автоматической аргонодуговой сварке неплавящимся электродом | 1986 |
|
SU1426720A1 |
| Способ автоматического регулирования глубины проплавления при сварке неплавящимся электродом | 1985 |
|
SU1346369A1 |
Изобретение может быть использовано при автоматической аргонодуговой сварке неплавящимся электродом для стабилизации скорости сварки и напряжения дуги. Для регулирования глубины проплавления используется математическая модель точечного источника тепла движущегося по поверхности пластины. По ширине и глубине проплавления эталонного шва рассчитывают два коэффициента математической модели: отношение удельной эффективной мощности к объемной теплоемкости и коэффициент температуропроводности. Полученные значения используют для определения положения точки замера температуры на поверхности пластины. Точка замера должна обеспечивать устойчивость регулирования глубины проплавления. В процессе регулирования определяют разность между расчетной и измеренной температурами точки. На эту разность изменяют начальную температуру свариваемых пластин и рассчитывают необходимый для стабилизации глубины проплавления ток сварки. Способ обеспечивает устранение неконтролируемых возмущений, повышает точность регулирования, что позволяет повысить стабильность качества сварных соединений. 4 пр., 14 ил.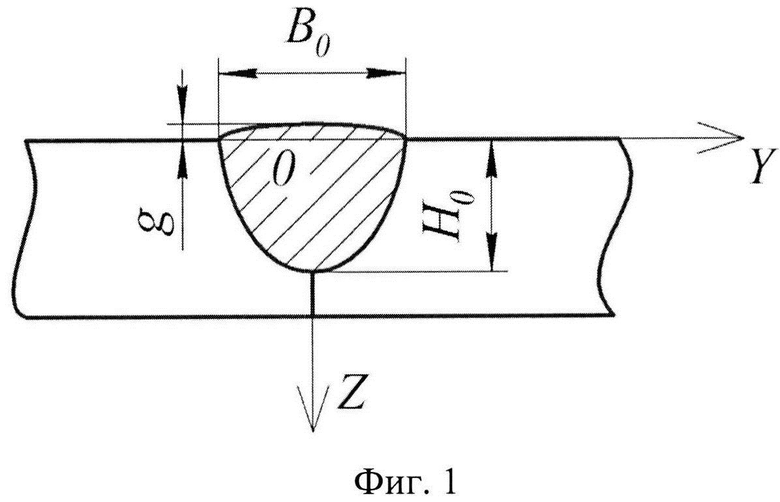
Способ регулирования глубины проплавления при автоматической аргонодуговой сварке неплавящимся электродом стыковых соединений без разделки кромок с присадочной или без присадочной проволоки, включающий поддержание глубины проплавления на заданном постоянном уровне посредством регулирования тока сварки, при этом предварительно выполняют сварку эталонного шва, а в процессе осуществления аргонодуговой сварки измеряют и вычисляют текущую температуру в точке на поверхности соединения и отклонение ее от эталонной температуры, причем измеряют фактические значения регулируемого тока в процессе сварки, которые корректируют в соответствии с их рассчитанными по заданной математической зависимости значениями, отличающийся тем, что упомянутую точку на поверхности соединения выбирают из условия совпадения в ней по знаку влияния коэффициентов математической зависимости  и Q на температуру с их влиянием на регулируемую глубину проплавления сварного шва, при этом при номинальных параметрах сварки дополнительно измеряют максимальную глубину проплавления и ширину сварного шва, задают температуру плавления металла и эталонные начальную температуру и толщину свариваемых деталей, а в процессе регулирования стабилизируют скорость сварки и напряжение дуги и ведут расчет регулируемого тока сварки по формуле:
и Q на температуру с их влиянием на регулируемую глубину проплавления сварного шва, при этом при номинальных параметрах сварки дополнительно измеряют максимальную глубину проплавления и ширину сварного шва, задают температуру плавления металла и эталонные начальную температуру и толщину свариваемых деталей, а в процессе регулирования стабилизируют скорость сварки и напряжение дуги и ведут расчет регулируемого тока сварки по формуле:
где I - ток сварки, А,
TL - температура плавления изделия, °С,
Т0 - номинальная начальная температура изделия, °С,
ТИ - измеренная температура точки поверхности, °С,
ТР - расчетная температура точки поверхности, °С,
- коэффициент температуропроводности изделия, см2/с,
Q - отношение удельной эффективной мощности сварочной дуги qУ к объемной теплоемкости изделия сρ, (см3⋅°С)/(А⋅с), где qУ - отношение эффективной мощности сварочной дуги к току сварки, Вт/А.
х0 - координата точки с максимальной глубиной проплавления при номинальных параметрах сварки, в направлении, противоположном направлению скорости сварки, см,
VC - скорость сварки, см/с,
t - текущее время с момента начала действия и движения дуги, с,
δ - номинальная толщина изделия, см,
Н0 - номинальная максимальная глубина проплавления, см,
n - целые числа от -10 до +10,
причем коэффициент температуропроводности и коэффициент пропорциональности Q для упомянутой формулы рассчитывают по значениям ширины и глубины проплавления эталонного шва.
| Способ автоматического регулирования глубины проплавления при сварке неплавящимся электродом | 1985 |
|
SU1346369A1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2018 |
|
RU2691824C1 |
| Способ регулирования глубины проплавления при автоматической сварке | 2017 |
|
RU2676935C1 |
| CN 103157887 A, 19.06.2013 | |||
| РОЛЬГАНГ | 1992 |
|
RU2018471C1 |

