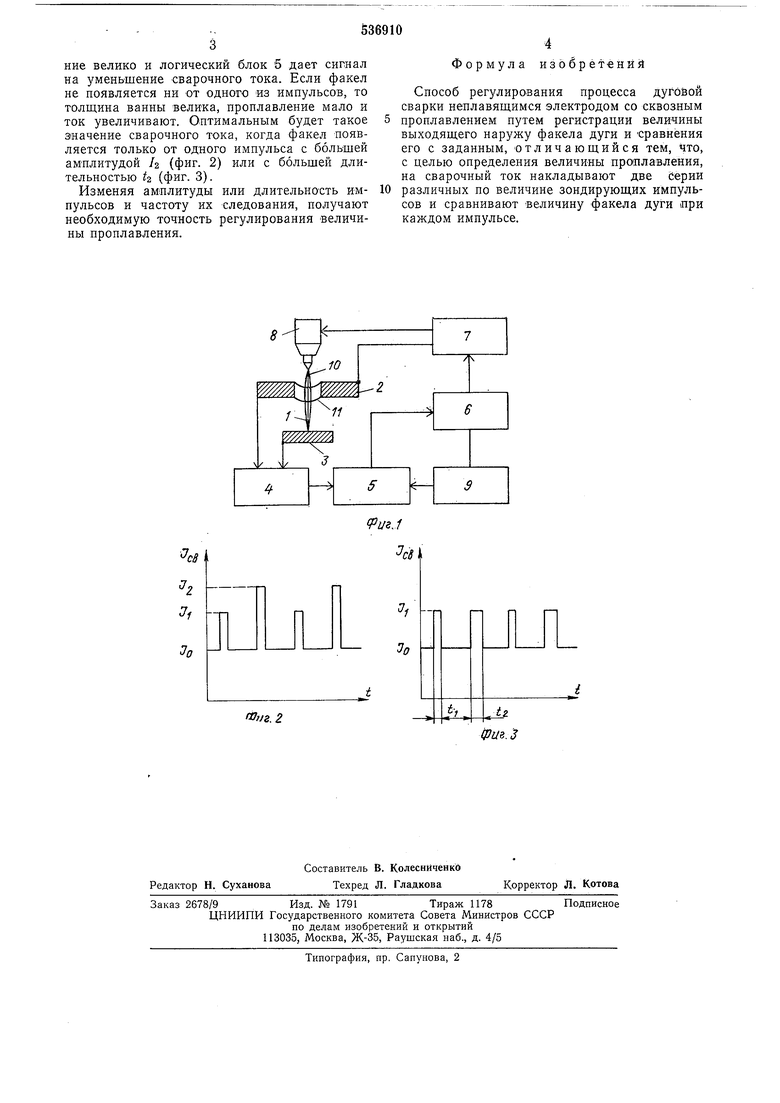
ние велико и логический блок 5 дает сигнал на уменьшение сварочного тока. Если факел не ноявляется ни от одного из импульсов, то толщина ванны велика, проплавление мало и ток увеличивают. Оптимальным будет такое значение сварочного тока, когда факел появляется только от одного импульса с большей амнлитудой /2 (фиг. 2) или с большей длительностью tz (фиг. 3).
Изменяя амплитуды или длительность импульсов и частоту их следования, получают необходимую точность регулирования величины проплавления.
Формула изобретений
Способ регулирования процесса дуговой сварки неплавящимся электродом со сквозным проплавлением путем регистрации величины выходящего наружу факела дуги и Сравнения его с заданным, отличающийся тем, что, с целью определения величины проплавления, на сварочный ток накладывают две серии различных по величине зондирующих импульсов и сравнивают величину факела дуги при каждом импульсе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| Способ автоматической электродуговой сварки погруженной дугой модулированным током | 1978 |
|
SU727365A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 2011 |
|
RU2467846C2 |
| Способ регулирования процесса дуговой сварки неплавящимся электродом | 1986 |
|
SU1409427A1 |
| Способ ручной дуговой сварки модулированным током | 1980 |
|
SU904934A1 |
| Способ электродуговой сварки модулированным током | 1984 |
|
SU1131618A1 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| Способ регулирования процесса электродуговой сварки | 1978 |
|
SU791478A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2490103C1 |
| СПОСОБ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ КОМБИНАЦИЕЙ ДУГ | 2019 |
|
RU2728144C1 |
J,
с8
-7/
- 0
. 2
j
2
«
