11
Изобретение относится к электронно-лучевой сварке, в частности к оборудованию для электронно-лучевой сварки элементов прецизионной датчи- ковой аппаратуры.
Цель изобретения - повышение качества свариваеьа 1х изделий при сварке наклонным лучом иа многопозицион- Mjx манипуляторах, уменьшение времени йростоя оборудования и улучшение условий наблюдения за процессом.
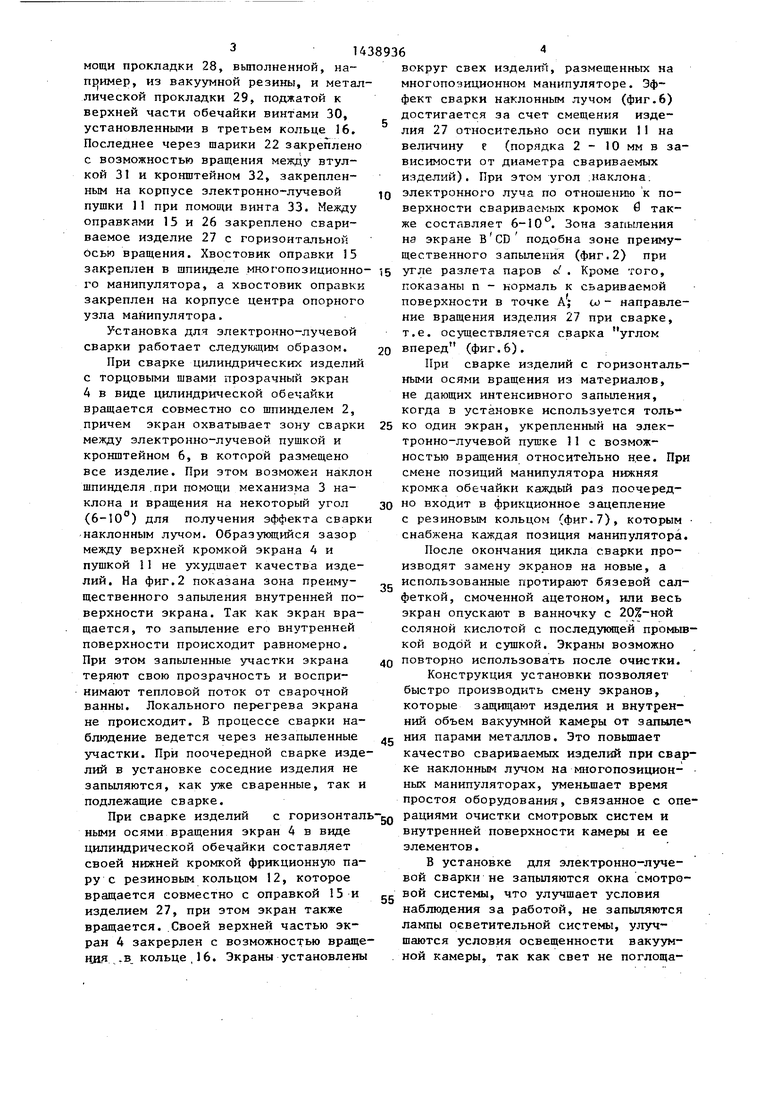
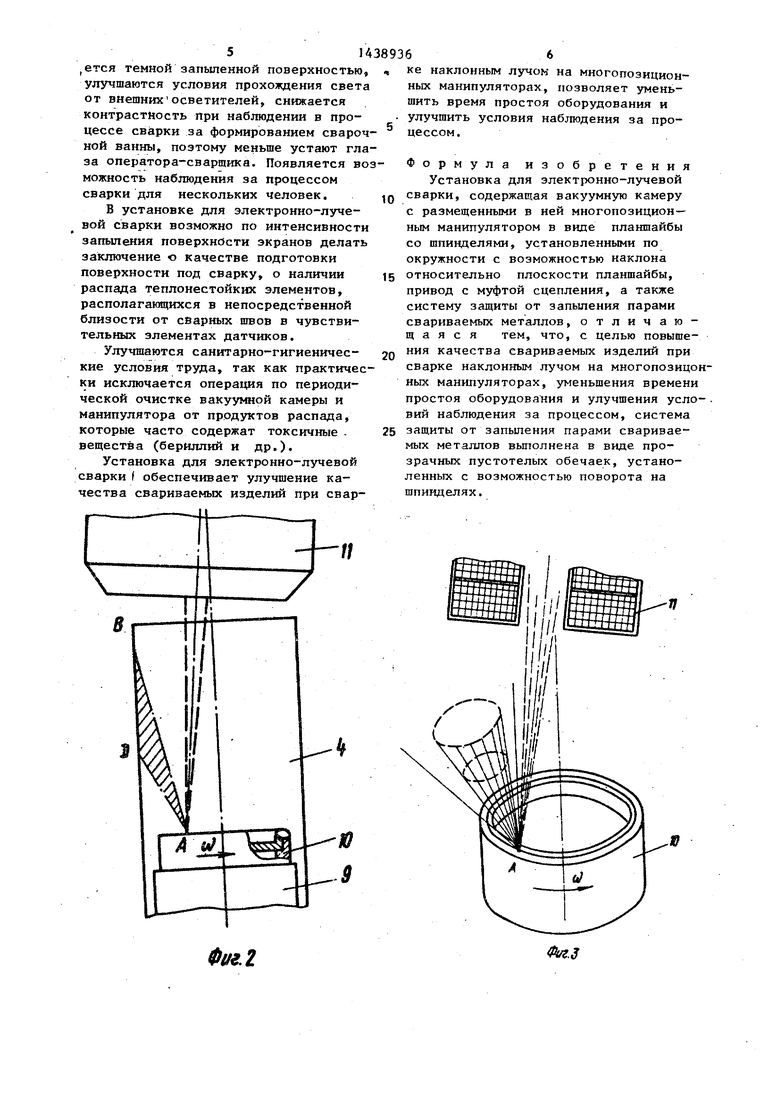
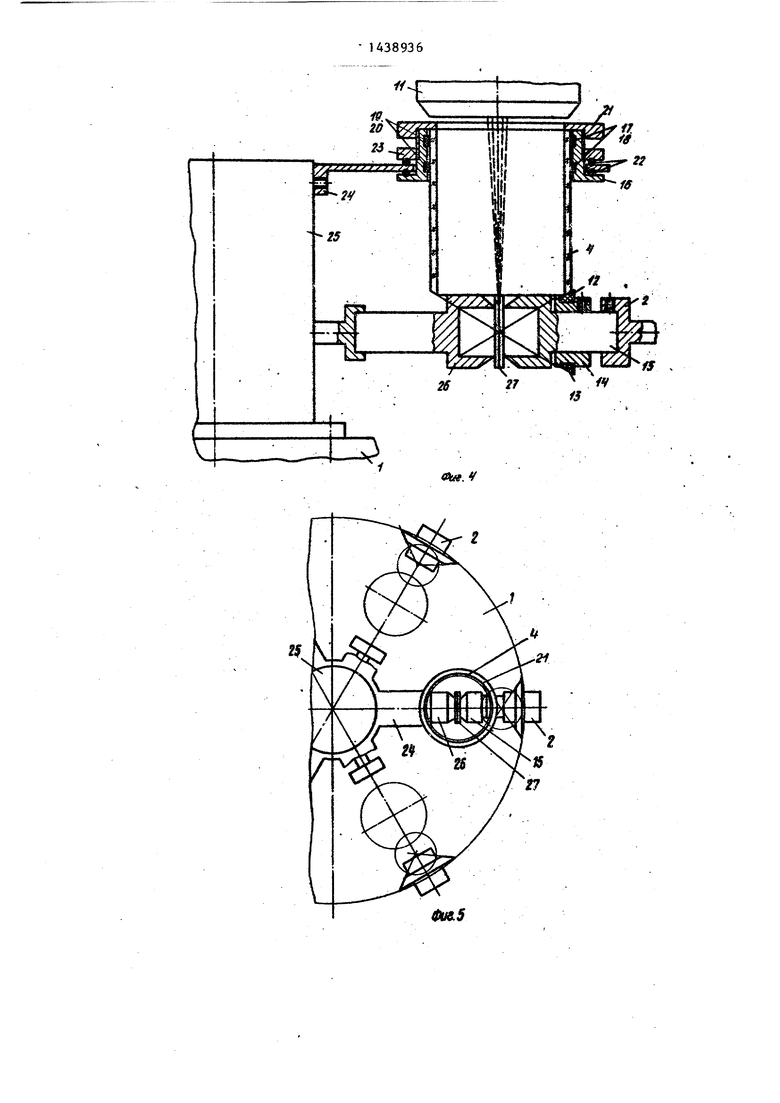
На фиг. показан один из узлов установки для электронно-лучевой сварки изделий с торцовыми швами; на фиг.2 - схема защиты от запьшения при сварке на многопозиционной установке торцовых швов цилиндрических изделий;она фиг.З - схема распыления парогазового потока при сварке тор- овых швов наклонным лучом; на фиг. 4 - один из узлов многопозиционной установки для электронно-лучевой сварки изделий с горизонтальной осью вращения наклонным лучом; на фиг.З - многопозиционная установка для электронно-лз чевой сварки изделий с горизонтальньвми осями вращения, вид сверху; на фиг.б - схема защиты от запьшения при сварке изделий с горизонтальной осью вращения; на фиг.7 - один из вариантов установки индивидуального экрана на шпинделе установки для электронно-лучевой сварки изделий с горизонтальными осями вращения. .
Установка для электронно-лучевой сварки содержит вакуумную камеру
Верхняя часть цилиндрической обе чайки экрана 4 эакреплена в третьем кольце 1б при помощи резиновых прокладок 17 и 18 (фиг.4), установлен- ньгх в кольцевых проточках 19 и 20 н внутренней поверхности третьего кол ца 16. Перемещение экрана 4 в сторо электронно-лучевой пушки I1 огранич но накидной гайкой 21, навинченной третье кольцо 16. Последнее через шарики 22 поджато гайкой 23, навинченной на наружную поверхность третьего кольца 16, к кронштейну 24 с возможностью вращения. Кронштейн 24 закреплен на корпусе 25 центральног опорного узла многопозиционного ман
(не показана с размещенными в ней многопозиционным манипуляторбм, вклю- Q пулятора. Между оправками 15 и 26 чакицим планшайбу 1 со шпинделями 2, закреплено свариваемое изделие 27 с размещенными по окружности с возможностью наклона относительно плоскости планшайбы 1 при помощи механизмов 3 наклона и вращения шпинделей, а так- д же систему защиты от запыления парами свариваемых материалов.
Система защиты от запыления парами свариваемых материалов выполнена в
горизонтальной осью вращения. Хвостовик оправки 15 закреплен в шпинде 2 многопозиционного манипулятора, а хвостовик оправки 26 закреплен в центре опорного узла манипулятора. Защитными экранами 4 снабжена каждая позиция многошпиндепьного манипулятора.
виде прозрачной цилиндрической обечайки 4, установленной на каждом |ЩПинделе 2 многопозиционного манипулятора с возможностью вращения относительно своей оси.
На установке для электронно-лучевой сварки изделий с торцовыми швами защитный экран 4 в виде цилиндрияес- кой обечайки установлен в пазу 5 кронштейна 6, жестко закрепленного
o
5
0
5
0
5
на шпинделе 2 соосно с ним. В шпинделе 2 через цангу 7 при помощи накидной гайки 8 закреплена оправка 9, в которой установлено свариваемое нзде- лие 10. Шпиндель 2 снабжен механизмом 3. вращения и наклона шпиделя 2. Защитный экран 4 установлен на каждой позиции многопозицнонного манипулятора. В этом варианте при сварке торцовых швов цилиндрических изделий наклон луча электронно-лучевой пушки 11 производится путем наклона шпинделя с изделием 10 (фиг.2 и 3).
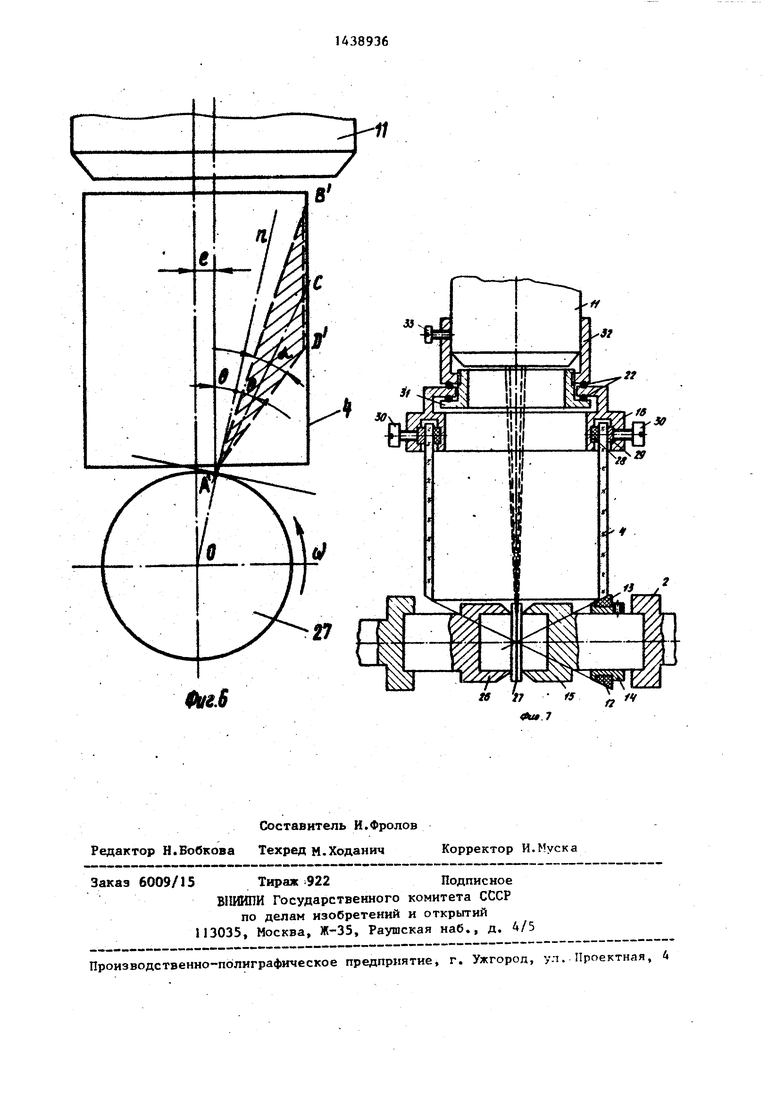
При электронно-лучевой сварке изделий с горизонтальными осями вращения (фиг. 4-6) прозрачные защитные экраны 4 составляют фрикционную пару с кольцом 12, выполненным, например, из резины. Кольцо 12 установлено в кольцевую канавку 13 второго кольца 14, жестко закрепленного на оправке 15.
Верхняя часть цилиндрической обечайки экрана 4 эакреплена в третьем кольце 1б при помощи резиновых прокладок 17 и 18 (фиг.4), установлен- ньгх в кольцевых проточках 19 и 20 на внутренней поверхности третьего кольца 16. Перемещение экрана 4 в сторону электронно-лучевой пушки I1 ограничено накидной гайкой 21, навинченной на третье кольцо 16. Последнее через шарики 22 поджато гайкой 23, навинченной на наружную поверхность третьего кольца 16, к кронштейну 24 с возможностью вращения. Кронштейн 24 закреплен на корпусе 25 центрального опорного узла многопозиционного маниQ пулятора. Между оправками 15 и 26 закреплено свариваемое изделие 27 с
пулятора. Между оправками 15 и 26 закреплено свариваемое изделие 27 с
горизонтальной осью вращения. Хвостовик оправки 15 закреплен в шпинделе 2 многопозиционного манипулятора, а хвостовик оправки 26 закреплен в центре опорного узла манипулятора. Защитными экранами 4 снабжена каждая позиция многошпиндепьного манипулятора.
Наклон луча электронно-лучевой пушки 11 производится при помощи отклоняющей системы самой пушки.
При электронно-лучевой сварке изделий с горизонтальными осями вращения предусмотрено устанавливать только один защитный экран 4 (фиг.7).
В случае верхняя часть цииндрической обечайки экрана 4 зареплена в третьем кольце 16 при помощи прокладки 28, выполненной, на- пример, из вакуумной резины, и металической прокладки 29, поджатой к верхней части обечайки винтами 30, установленными в третьем кольце 16. Последнее через шарики 22 закреплено с возможностью вращения между втулкой 31 и кронштейном 32, закреплен- ным на корпусе электронно-лучевой пушки 11 при помощи винта 33. Между оправками 15 и 26 закреплено свариваемое изделие 27 с горизонтапьной осью вращения. Хвостовик оправки 15
закреплен в шпинделе многопозиционн го манипулятора, а хвостовик оправк закреплен на корпусе центра опорног узла манипулятора,
Установка для электронно-лучевой сварки работает следующим образом.
При сварке цилиндрических издели с торцовыми швами прозрачный экран 4 в виде цилиндрической обечайки вращается совместно со шпинделем 2, причем экран охватывает зону сварк между электронно-лучевой пушкой и кронштейном 6, в которой размещено все изделие. При этом возможен накл шпинделя .при помощи механизма 3 на
клона и вращения на некоторый угол (6-10°) для получения эффекта сварки
наклонным лучом. Образующийся зазор между верхней кромкой экрана 4 и пушкой 11 не ухудшает качества изделий. На фиг.2 показана зона преимущественного запьшения внутренней поверхности экрана. Так как экран вращается, то запыление его внутренней поверхности происходит равномерно. При этом запыпенные участки экрана теряют свою прозрачность и воспринимают тепловой поток от сварочной ванны. Локального перегрева экрана не происходит. В процессе сварки наблюдение ведется через незапыленные участки. При поочередной сварке изделий в установке соседние изделия не запыляются, как уже сваренные, так и подлежащие сварке.
При сварке изделий с горизонтал ными осями вращения экран 4 в виде цилиндрической обечайки составляет своей нижней кромкой фрикционную пару с резиновым кольцом 12, которое вращается совместно с оправкой 15 и изделием 27, при этом экран также вращается. Своей верхней частью экран 4 закрерлен с возможностью враще нля .в кольце ,16. Экраны установлены
Q
5 угле разлета паров
0
вокруг свех изделий, размещенных на многопозиционном манипуляторе. Эффект сварки наклонным лучом (фиг.6) достигается за счет смещения изделия 27 относительно оси пушки 11 на величину е (порядка 2 - 10 мм в зависимости от диаметра свариваемых изделий). При этом угол :наклона. электронного луча по отношению к поверхности свариваемых кромок б также составляет б-Ю . Зона запыпения на экране В СВ подобна зоне преимущественного запыления (фиг.2) при
. Кроме того,
показаны п - нормаль к свариваемой поверхности в точке А; со - направление вращения изделия 27 при сварке, осушествляется сварка углом (фиг.6).
5
0
gQ
т.е. вперед
При сварке изделий с горизонтальными осями вращения из материалов, не дающих интенсивного запыления, когда в установке используется толь5 ко один экран, укрепленный на электронно-лучевой пушке 11 с возможностью вращения относительно нее. При смене позиций манипулятора нижняя кромка обечайки каждый раз поочеред0 но входит в фрикционное зацепление с резиновым кольцом (фиг.7), которым снабжена каждая позиция манипулятора. После окончания цикла сварки производят замену экранов на новые, а использованные протирают бязевой салфеткой, смоченной ацетоном, или весь экран опускают в ванночку с 20%-ной соляной кислотой с последукщей промывкой водой и сушкой. Экраны возможно повторно использовать после очистки.
Конструкция установки позволяет быстро производить смену экранов, которые защи1дают изделия и внутренний объем вакуумной камеры от запыпе-
g ния парами металлов. Это повышает
качество свариваемых изделий при сварке наклонным лучом на многопозиционных манипуляторах, уменьшает время простоя оборудования, связанное с операциями очистки смотровых систем и внутренней поверхности камеры и ее элементов.
В установке для электронно-лучевой сварки не запыляются окна смотроgc вой системы, что улучшает условия
наблюдения за работой, не запьшяются лампы осветительной системы, улучшаются условия освещенности вакуумной камеры, так как свет не поглоща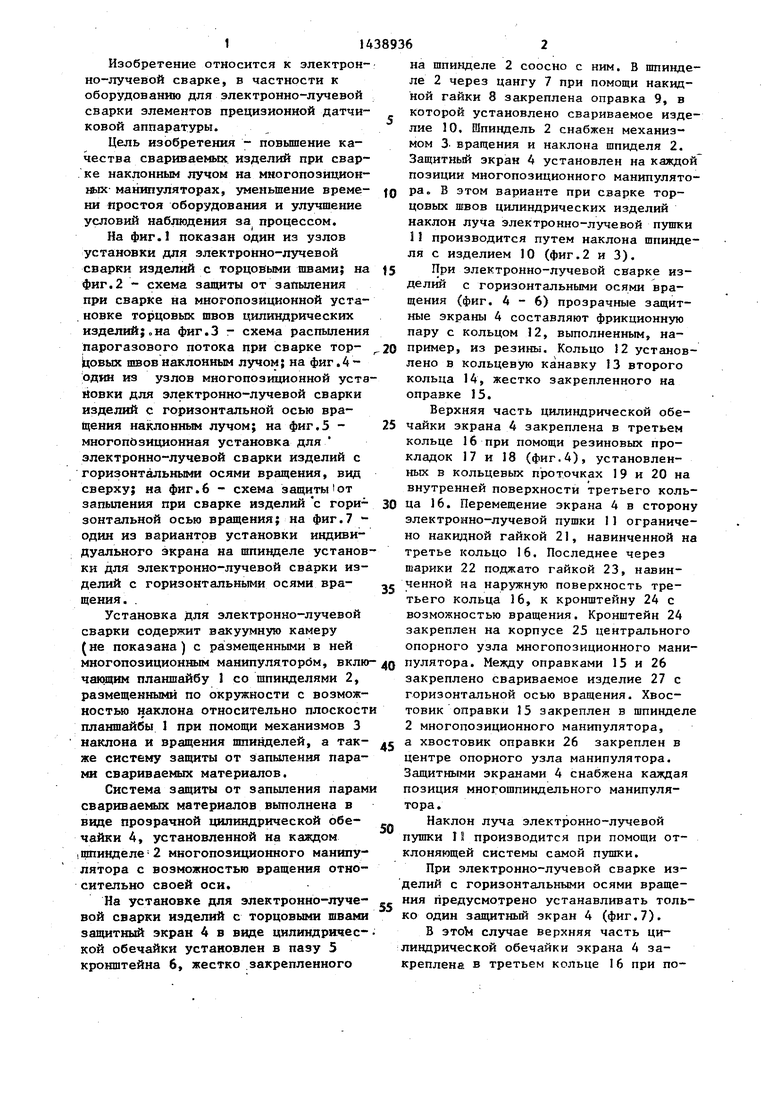
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для электронно-лучевой сварки | 1987 |
|
SU1426728A1 |
| Устройство для сборки под сварку в вакууме торцовых швов термонестойких изделий | 1988 |
|
SU1590304A1 |
| Многопозиционный манипулятор | 1985 |
|
SU1315207A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2008 |
|
RU2417144C2 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2009 |
|
RU2405664C1 |
| Многопозиционный манипулятор | 1981 |
|
SU1031690A1 |
| Полуавтомат для электронно-лучевой сварки | 1984 |
|
SU1281359A1 |
| Способ сварки деталей | 1985 |
|
SU1329930A1 |
| Способ электронно-лучевой наплавки | 2023 |
|
RU2818555C1 |
| Устройство для сварки | 1981 |
|
SU1026995A1 |
Изобретение относится к элект- тронно-лучевой сварке, в частности к оборудованию для электронно-лучевой сварки элементов прецизионной датчиковой аппаратуры. Цель изобретения - повышение качества свариваемых изделий при сварке наклонным лучом на многопозицонных маштуляторах, уменьшение времени простоя оборудования и улучшение условий наблюдения за процессом. На каждом шпшоделе 2 многопозиционного манипулятора устанавли вается прозрачная цилиндрическая обечайка 4 с возможностью вращения относительно своей оси. Такая система защиты от запыления парами свариваемых материалов предохраняет от запыления не только смотровые системы, но и изделия, находящиеся вне позиции сварки, а также и внутренний объем вакуумной камеры. 7 ил. п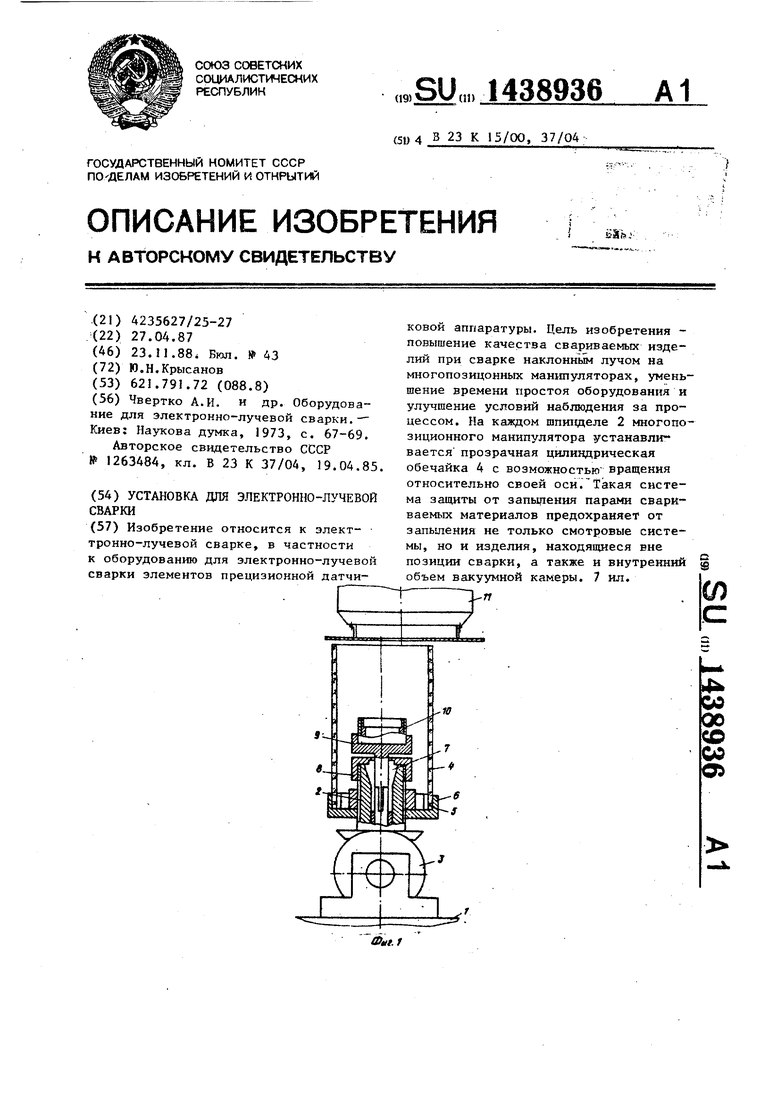
Фи.2
Ф(/г.З
г
IS
14
IS
0ta.V
Фие.5
Фвг.6
iff
П
| Чвертко А.И | |||
| и др | |||
| Оборудование для электронно-лучевой сварки.- Киев: Наукова думка, 1973, с | |||
| Приспособление для получения кинематографических стерео снимков | 1919 |
|
SU67A1 |
| Многопозиционный манипулятор | 1985 |
|
SU1263484A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
