Известны различные установки для химической обработки стеклоизделий, в частности и для кислотной полировки их. Многократное поочередное погружение одного изделия в кислотную смесь и промывочную жидкость производится как вручную, так н механизированным способом. Конструктивная схема установок включает в себя последовательно расположенные ванны для химических веш.еств и промывочной жидкости; монтированное под ваннами устройство для транспортирования стеклоизделий и подвесное приспособление для погружения одного изделия в обрабатываюплие жидкости.
Но такие установки, кроме основного их недостатка - малой производительности, не обеспечивают различную выдержку изделий по времени в кислотных и промывочных ваннах.
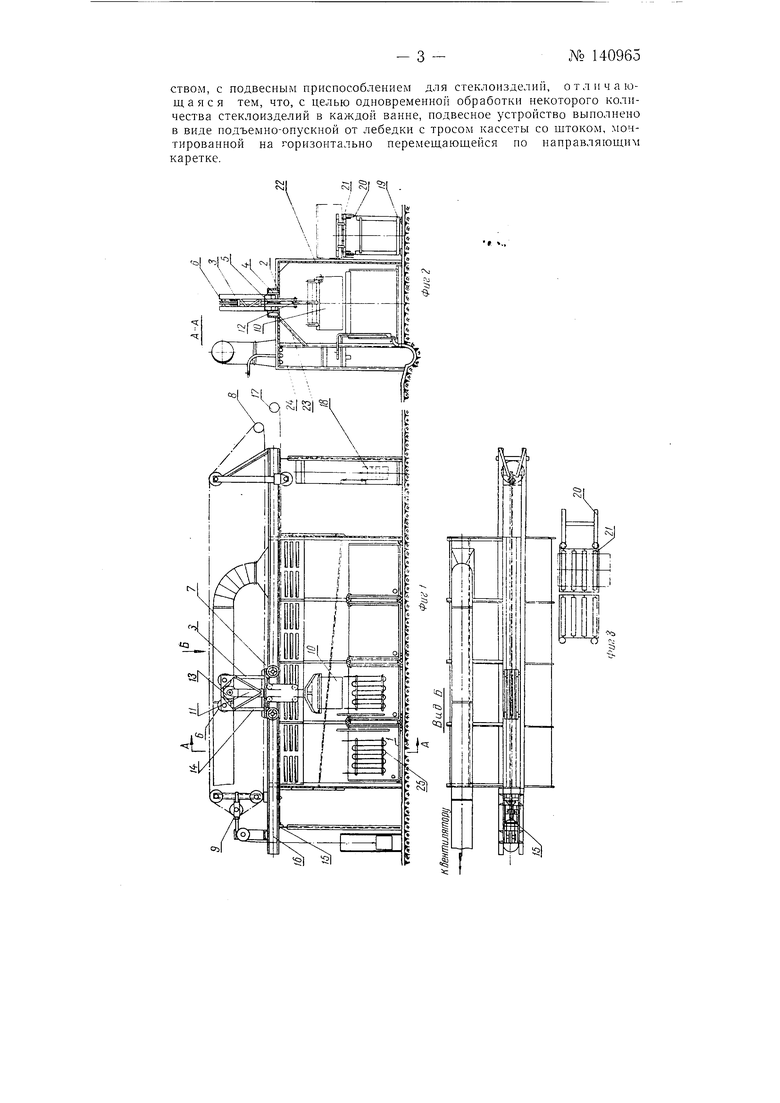
Установка, согласно изобретению, свободна от этих недостатков. С целью одновременной обработки нескольких изделий в каждой ванне подвесное приспособление выполнено в виде подъемно-опускной от лебедки с тросом кассеты со штоком, монтированной на горизонтально перемещающейся по направляющим каретке.
На фиг. 1 изображена конструктивная схема предложенной установки; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - вид по стрелке БОписываемая установка состоит из четырех ванн /, над которыми по направляющим 2 перемещается каретка 3- Каретка представляет собою сварную конструкцию, передвигающуюся на катках 4. На осях катков каретки установлены два двухручьевых блока 5, а два таких же блока 6 закреплены в ее верхней части. Перемещение каретки 3 по направляющим 2 и ее остановка над ванными производится тросом 7, закрепленным на барабане 8 станции горизонтального перемещения. Натяжение троса 7 осуществляется грузовым натяжным приспособлением 9. Для погружения кассеты 10 с изделиями в ванны служит щток 1 с захватом, который .перемещается в направляющих роликах 12. В захват, находящийся в нижней части щтока, крепятся сменные кассеты 70 с изделиями. К верхней части щтока прикреплен двухручьевый блок 13. Через блоки 5, 6, 13 запасован двойной трос 14, на котором висит шток с
№ 140965 - 2
кассетой. При обрыве одной из ветвей троса шток удерживается от падения другой ветвью. Концы ветвей троса М закреплены на коромысле J5. При обрыве или большом растяжении одной из ветвей троса М коромысло J5 поворачивается и нажимает на конечный выключатель /б, который обесточивает всю установку. Другие ветви троса М закреплены на барабане 17 станции вертикального перемещения. При сматывании троса М с барабана 17 станции вертикального перемеш,ения происходит опускание штока //, а следовательно, и кассеты W с изделиями и погружение ее в ванну. При наматывании троса М на барабан 17 происходит подъем штока // и изделий из ванны. При передвижении каретки 3 от ванны к ванне шток // сохраняет крайнее верхнее положе ше, так как длина удерживаюшего его троса остается неизменной, и он свободно огибает блоки 5, 6, 43. Для уравновешивания штока // с кассетой W и уменьшения нагрузки на барабан 17 станции вертикального перемещения предусмотрен противовес 18 переменного веса, который можно изменять в соответствии с весом кассет.
Быстрая загрузка установки изделиями, а также выгрузка после обработки их достигается сменой заранее заряженных изделиями кассет при помощи загрузочно-разгрузочного стола. Загрузочно-разгрузочный стол представляет собой регулируемую по высоте сварную раму 19, на направляющих 20 которой установлен подвижпой рольганг 21. Высота роликов рольганга 21 устанавливается с таким расчетом, чтобы кассгта 10 с изделиями своими направляющими точно совпадала с направляющими захвата штока 11. Кассета с обработанными изделиями снимается с захвата штока и ставится на рольганг 21, затем рольганг перем щается по направляющим рамы 19 в сторону, и кассета с изделиями, требующими обработки, установленная па рольганге заранее, подводится к захвату щтока // и по направляющим вставляется в него. Перезарядка кассет изделиями на рольганг 21 производится без остановки.
Ванны установлены в нытяжно.м шкафу 22, в верхнем углу которого имеется заборная решетка 23, через щели которой кислотные и водяные пары при помощи вентилятора всасываются и направляются в душируюпдие камеры 24. В последних нод действием многочисленных струй холодной воды пары конденсируются и вместе с водой удаляются через нейтрализатор в канализацию.
Для поддержания в кислотных ваннах постоянной температуры п них установлены наровые подогреватели 25. Подогрев водяпых ванн осуществляется добавлением в них горячей воды.
Ниже основания ванн установлена ванна-отстойник, в которую после окончания рабочей смены самотеком сливается смесь кислот из рабочей кислотной ванны. На дно ваппы-отстойника оседают нерастворимые соли - продукты взаимодействия кислот со стеклом. После оседания солей смесь кислот снова перекачивается в рабочую ванну и насыщается фтористым водородом, после чего она вновь пригодна к работе. Осевшие на дно ванны-отстойника соли, после их нейтрализации в отстойнике, удаляются. При непрерывной работе установки необходимо иметь две ванны-отстойника. В этом случае оседание солей в одной из них к нейтрализация с последующим удалением осадка солей в другой из них будет происходить одновременно.
Установка имеет присиособлепия для насыщения смеси кислот фтористым водородом непосредственно из баллонов и для наполнения уровня серной кислоты в ваннах.
Предмет изобретения
Установка для химической обработки стеклоизделий, например кислотной полировки, состоящая из последовательно расположенных ванн для обрабатывающих стеклоизделие химических веществ и нромывочных жидкостей, с монтированным над ними транспортирующим устрой

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для химической обработки стеклоизделий | 1974 |
|
SU533562A1 |
| УСТАНОВКА ДЛЯ ХИМИЧЕСКОЙ ОБРАБОТКИ СТЕКЛОИЗДЕЛИ'Й | 1967 |
|
SU199702A1 |
| Устройство для химической полировки стеклоизделий | 1976 |
|
SU596555A1 |
| Способ промывки стеклоизделий при химической полировке | 1982 |
|
SU1047855A1 |
| Устройство для химической обработки стеклоизделий | 1986 |
|
SU1379259A1 |
| УСТАНОВКА ДЛЯ ХИМИЧЕСКОЙ ПОЛИРОВКИ СТЕКЛОИЗДЕЛИЙ | 1972 |
|
SU341770A1 |
| Способ электрохимической полировки стеклоизделий | 1990 |
|
SU1806108A3 |
| Устройство для автоматического транспортирования колокольчиков с изделиями и установки их в гальванические ванны | 1959 |
|
SU127894A1 |
| Установка для изготовления армоцементных изделий | 1961 |
|
SU142925A1 |
| МОБИЛЬНЫЙ ПЕРЕНОСНОЙ КОПЕР | 2000 |
|
RU2203359C2 |