х:
Изобретение относится к прокатно- му производству и может быть использовано при подаче охлаждающей жидкости на поверхность проката в мёжкле- тевых промежутках чистовой группы Клетей непрерывного широкополосного Ьтана горячей прокатки.
Цель изобретения - повышение производительности и качества проката |за счет увеличения интенсивности и )авномерности охлаждения.
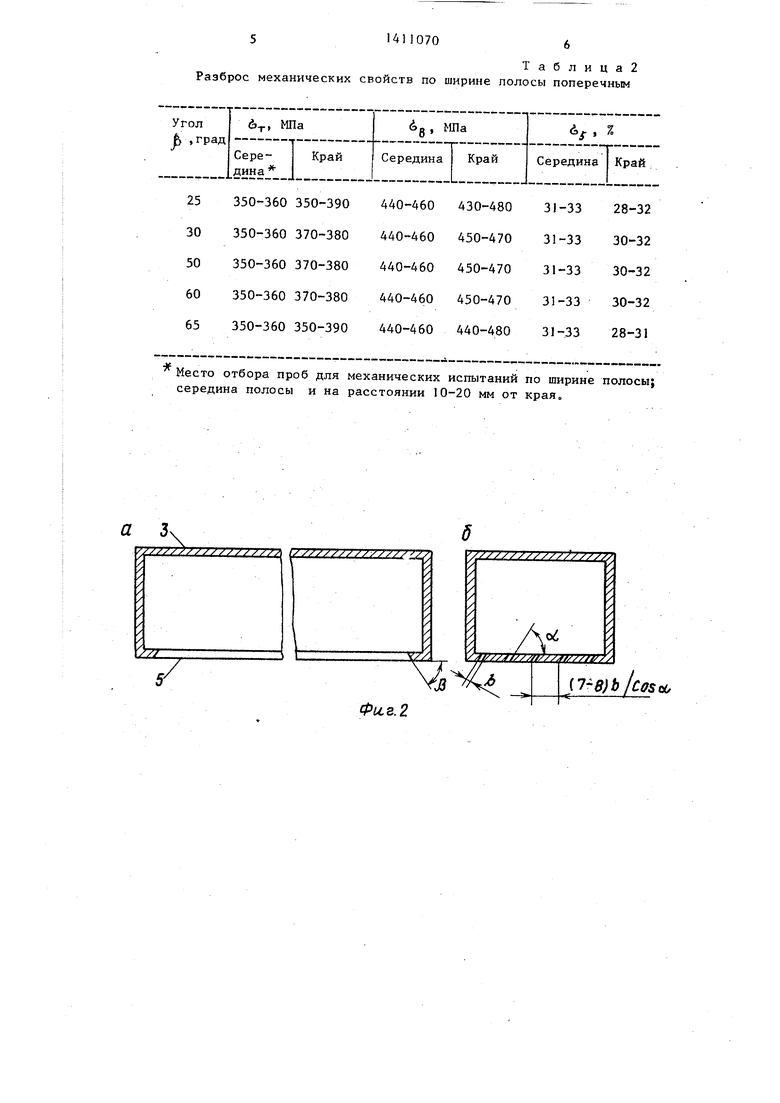
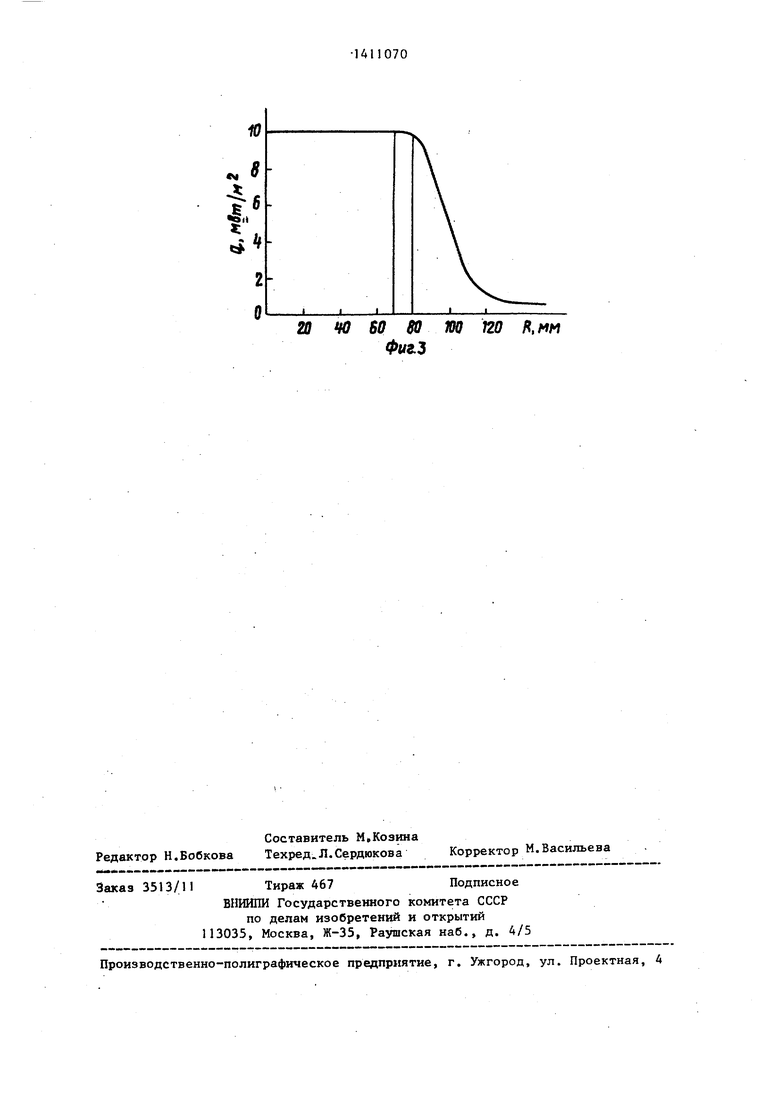
На фиг.1 изображено устройство, фбщий вид; на фиг.2 - водонапорный ак, продольное (а) и поперечное (б) (;еченин; на фиг. 3 - зависимость удельного теплового потока q, от рас (1ТОЯНИЯ R от оси единичной струи шириной Ъ 20 мм.
Устройство содержит сообщенный )едством трубопровода 1 с источником J. охлаждающей жидкости водонапорньш фак 3, установленный на верхней вы- Йодной проводке 4, наклоненной к Плоскости прокатки под .углом ЗО . В бака выполнены параллельно расположенные с шагом,равным (7-8) Ъ/созс щелевых сопел 5 под острым углом о( к поверхности дна бака., а в Еъшодной проводке выполнены отверстия 6,соответствующие размерам и направлению сопел бака. Кроме того, показаны прокатываемая полоса 7 и валки 8,, В продольном сечении (фиг«2а) каждое щелевое сопло имеет форму рав ЧОбедренной трапеции с углом у ее 1 ижнего основания (Ь- 60°, обращен- н|ой меньшим основанием в полость ба- KJas причем длина больщего основания ria величину
сГ 2V,. сов I .nEiSiJel}.:..
- УО- sin /Ь ,
где h - расстояние от выходной части щелевого сопла до плоскости прокатки;
Vjj - скорость охлаждающей жидкое- ти на выходе из щелевого сопла;
g - ускорение свободного падения J меньше ширины прокатываемой полосы.
Кроме того, наполнительный бак выполнен из нержавеющей стали, а также нижним дном бака является верхняя вьшодная проводка о Сумма углов наклод
s
0
5о Q
5
5
на проводки и сопел бака составляет 90.
Устройство работает следующим образом.
Охлаждающая жидкость из источника 2 через трубопровод поступает в полость водонапорного бака 3, откуда через щелевые сопла 5 и отверстия в верхней выводной проводке 6 подается на прокатываемую полосу 7 под углом 90° к направлению прокатки.
Как видно из графика, удельный тепловой поток практически постоянен до величины R 70-80 мм или R (3,5-4)Ъ. Исходя из этой зависимости, для обеспечения интенсивного охлаждения расстояние между щелевыми соплами должно составлять b (7 - - 8)/cos« , При щаге между соштами менее 7b/cos е уменьшается площадь эффективного теплоотвода, а при увеличении свыше 8 /0080 увеличиваются размеры водонапорного бака, удель- ньй тепловой поток же остается практически неизменныМ о
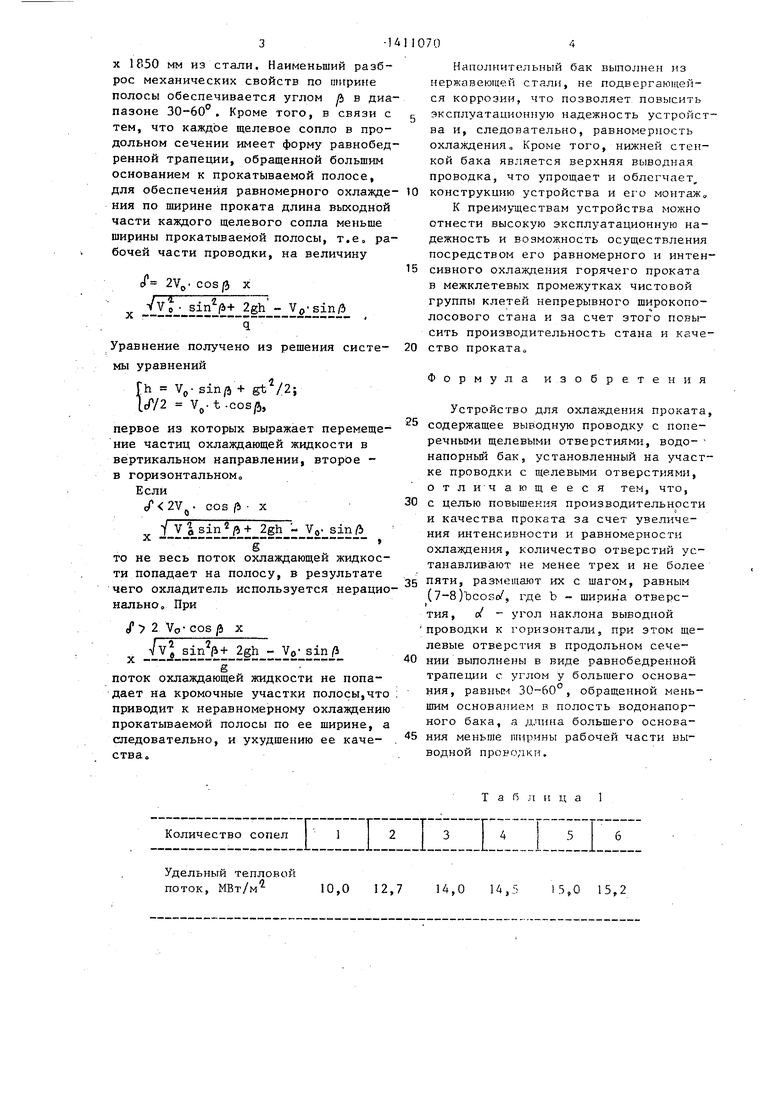
Б табл приведена зависимость теплового потока q от количества щелевых сопел при постоянном расходе воды Оптимальным является количество щелевых сопел, равное 3-5, так как при двух щелевых соплах величина удельного теплового потока уменьшается на 10-17% по сравнению с величиной, обеспечивающей 3-5 соплами, а увеличение количества сопел свьше пяти не целесообразно, .так как увеличиваются трудозатраты при изготовлении устройства, а величина удельного теплового потока практически не изменяется.
Для обеспечения равномерного охлаждения проката по ширине каждое щелевое сопло в продольном сечении имеет форму равнобедренной трапеции с углом
/i 30-60 у ее большего основания. При угле /3 меньше 30 не происходит формирования сплошного когерентного потока охлаждающей жидкости из-за отрыва ее от стенок, образующих щелевое сопло, а при угле ft больше 60 имеется значительная турбулентность .струи, что приводит к неравномерности охлаждения и, следовательно, механических свойств по ширине проката о
В табл„2 приведены значения уровня механических свойств и их разброса, полученных при прокатке полосы 5 х
X 1850 мм из стали. Наименьший разброс механических свойств по ширине полосы обеспечивается углом А в диапазоне 30-60°. Кроме того, в связи с тем, что каждое щелевое сопло в продольном сечении имеет форму равнобедренной трапеции, обращенной большим основанием к прокатываемой полосе, для обеспечения равномерного охлаждения по ширине проката длина выходной части каждого щелевого сопла меньше ширины прокатываемой полосы, т.е. рабочей части проводки, на величину
сГ 2Vp. cos |3 X X J Y --i-l(i--i -I-Xj l iHj
q
Уравнение получено из решения системы уравнений
h Vp-sin/5 + gtV2; 1сГ/2 V,.t.cos,
первое из которых выражает перемещение частиц охлаждающей жидкости в вертикальном направлении, второе - в горизонтальном Если . cos X
Y V isin /5+ 2gh - УО- sin/b X-,
то не весь поток охлаждающей жидкости попадает на полосу, в результате чего охладитель используется нерацио- нал ьно. При
/ 2 УО-СОВ X
л/У, sin (l+ 2gh - Vo sin/J
X
g
поток охлаждающей жидкости не попадает на кромочные участки полосы,что приводит к неравномерному охлаждению прокатываемой полосы по ее ширине, а следовательно, и ухудшению ее качества.
Наполнительный бак выполнен из нержавеющей стали, не подвергаю1цей- ся коррозии, что позволяет повысить эксплуатационную надежность устройства и, следовательно, равномерность охлаждения. Кроме того, нижней стенкой бака является верхняя выводная проводка, что упрощает и облегчает
конструкцию устройства и его монтаж
К преимуществам устройства можно отнести высокую эксплуатационную надежность и возможность осуществления посредством его равномерного и интенсивного охлаждения горячего проката в межклетевых промежутках чистовой группы клетей непрерывного широкополосового стана и за счет этого повысить производительность стана и качество проката
Формула изобретения
Устройство для охлаждения проката, содержащее выводную проводку с попе- речньгми щелевыми отверстиями, водо- - напорный бак, установленный на участке проводки с щелевыми отверстиями, отли чающе еся тем, что,
с целью повышения производительности и качества проката за счет увеличения интенсивности и равномерности охлаждения, количество отверстий устанавливают не менее трех и не более
пяти, размещают их с шагом, равным (7-8)Ъсойс/, где b ширина отверстия, of - угол наклона выводной проводки к горизонтали, при этом щелевые отверстия в продольном сечеНИИ выполнены в виде равнобедренной трапеции с. углом у большего основания, равньм 30-60°, обращенной меньшим основатгием в полость водонапорного бака, а длина большего основания меньше пгирины рабочей части выводной ПрОЕОДКИ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Проводка прокатной клети | 1980 |
|
SU858962A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ВАННОГО ТИПА | 1992 |
|
RU2038387C1 |
| Устройство для охлаждения полосового проката | 1982 |
|
SU1106561A1 |
| СПОСОБ ОХЛАЖДЕНИЯ ЛИСТОВОГО ПРОКАТА НА ШИРОКОПОЛОСНОМ СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ | 2009 |
|
RU2380181C1 |
| Устройство для охлаждения полосового проката | 1980 |
|
SU889172A1 |
| Устройство для охлаждения листового проката | 1978 |
|
SU740328A1 |
| УЗЕЛ ПРОВОДОК РАБОЧЕЙ КЛЕТИ ШИРОКОПОЛОСНОГО СТАНА | 2003 |
|
RU2241560C2 |
| Валковая арматура непрерывного прокатного стана | 1982 |
|
SU1142190A1 |
| Коллектор для охлаждения проката | 1990 |
|
SU1768341A1 |
| НАГНЕТАЮЩАЯ ФОРСУНКА | 2001 |
|
RU2174884C1 |
Изобретение относится к прокатному производству и может быть использовано при подаче охлаждающей жидкости на поверхность проката в межклетевых промежутках чистовой группы клетей непрерывного широкополосового стана горячей прокатки.Цель изобретения - повьппение качества проката за счет увеличения интенсивности и равномерности охлаждения по ширине проката. В устройстве охлаждающая жидкость из источника 2 по трубопроводу 1 поступает в полость водонапорного бака 3, установленного на верхней выводной проводке 4 клети,откуда через 3-5 щелевых сопел 5, расположенных вдоль дна бака с шагом, равным (7-8)Ъ/соБ о((Ъ ширина сопла, с( - угол наклона осей сопел к поверхности дна бака), и отверстия 6 в верхней выводной проводке, соответствующие размерам и направлению сопел бака, подается на прокатьшаемую полосу 7 под углом 90 к направлению прокатки. Равномерное охлаждение по ширине проката обеспечивается за счет того, что в продольном сечении каждое щелевое сопло имеет форму равнобедренной трапеции с углом у ее него основания jb 30-60°, обращенной меньшим основанием в полость бака, причем длина большего основания меньше ширины прокатьшаемой полосы, то есть рабочей части проводки. 3 ил. 2 табл. i Г а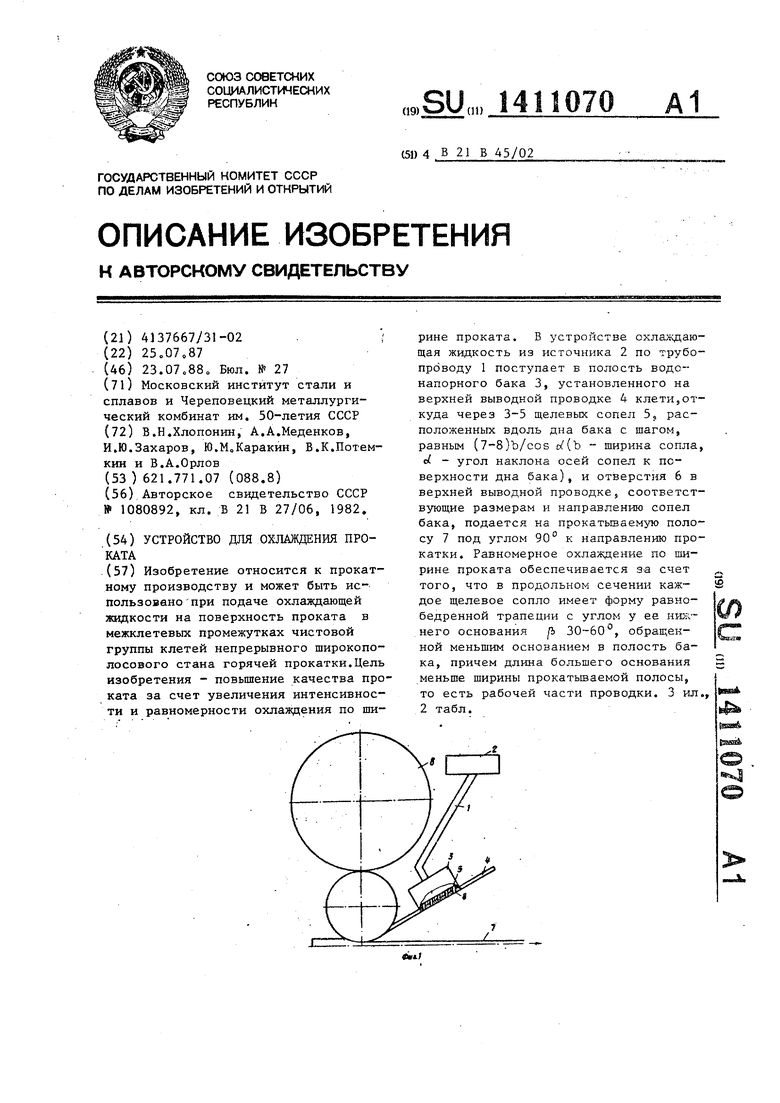
i:i:izii:i
3 1
Количество сопел
Удельный тепловой
поток, ИВт/м 10,0 12,7 14,0 14,5 15,0
:i
Т а б л и ц а 1 3 14 5 I 6
514110706
Таблица2 Разброс механических свойств по ширине полосы поперечным
V
Место отбора проб для механических испытаний по ширине полосы; середина полосы и на расстоянии 10-20 мм от края.
Фи,8.2
10
с. 8
fe
20 W SO
no 120 Я, MM
Фиг.3
| Устройство для совместного охлаждения проката,преимущественно арматурной стали,и прокатных валков | 1982 |
|
SU1080892A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
