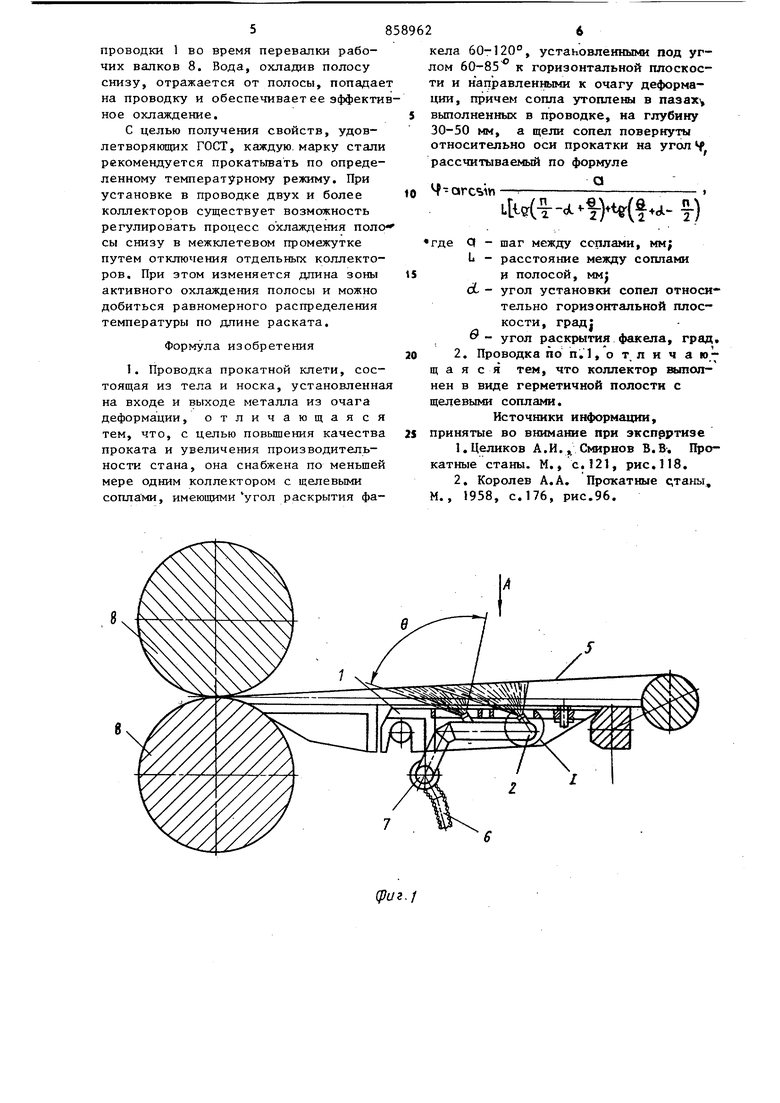
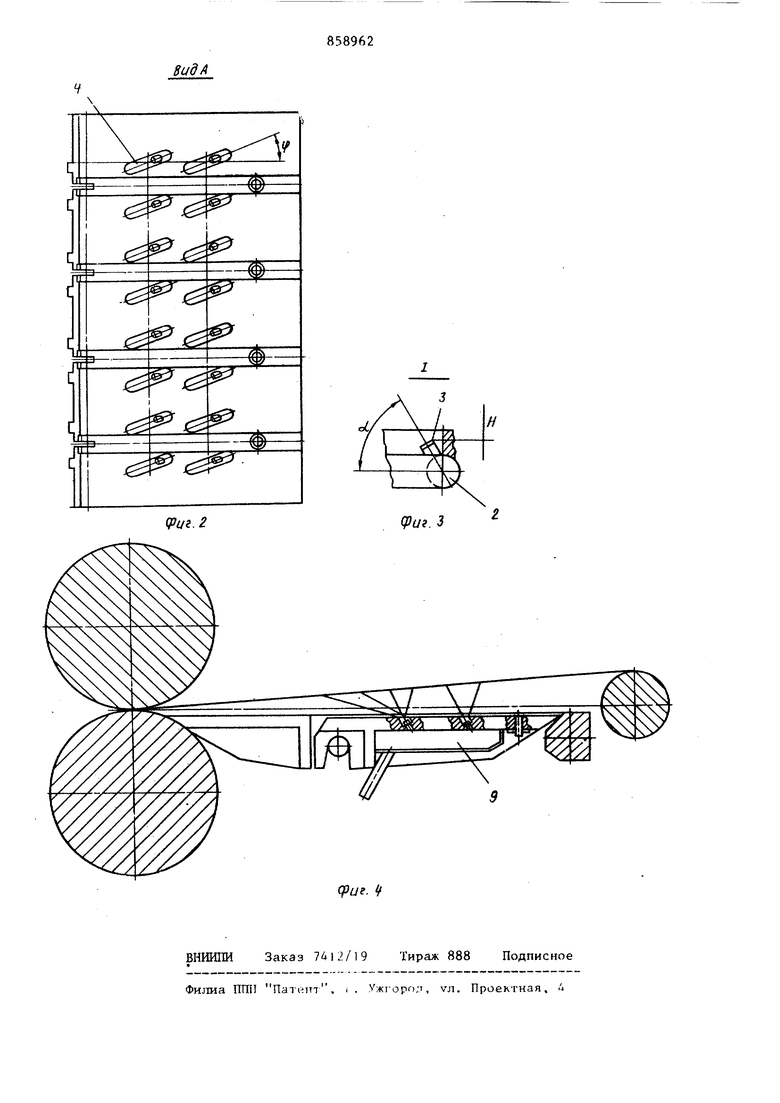
Изобретение относится к прокат ному производству, в частности к оборудованию прокатного стана-проводной арматуре. . Известны проводки прокатных клетей, устанавливаемые на входе и выходе металла из валков. Проводки выполнены в виде желоба по форме, кой к прокатываемому профилю. Выводные проводки в общем случае состоят из проводковых ножей и боковых линеек. Между боковыми линейками проводковые ножи устанавливают с зазором, заостренный конец их опирают на валок, а другой - на проводковый 6pyc Однако, как правило, на таких про водках отсутствует охлаждение и изно достаточно высок. Кроме того, конструкция проводки не позволяет осущест влять охлаждение прокатываемой поло- сы снизу между клетями. Наиболее близкой к предлагаемой является проводка, установленная со стороны входа и выхо/да моталча из валков непрерывных широкополосных станов горячей прокатки, состоящая из тела и носка. Она установлена на проводковом столе с возможностью опрокидывания и перемещения в межклетевом промежутке 2. Однако известная проводка обладает большим износом и короблением тела проводки под воздействием высокой температуры прокатываемого металла, невозможностью создания эффективного охлаждения полосы снизу в межу клетевом промежутке, что приводит: к несимметричному охлаждению полосы сверху и снизу и неравномерности механических свойств прокатываемого металла; к неравномерности распределения температуры по длине полосы при прокатке с ускорением более 0,1 м/сек , что ограничивает скорость прокатки, тем самым снижается производительность стана. Цель изобретения - повьшение стойкости проаодки, качества проката и увелич€:ние производительности стана,. Указанная цель достигается тем, что в проводке, установленной на входе и выходе металла из очага деформации, смонтирован по меньшей мере одщн коллектор, снабженный щелевыми соплами с углом раскрытия факела 60-120 , установленными под углом бО-ВЗ к горизонтальной плоскости и направленными к очагу деформации, примем сопла утоплены в пазах проводки на глубину 30-50 мм, а щели сопел повернуты на угол If относительно оси прокатки, рассчитываемый по форму f-агс 1и )4f-i) где а - шаг между соплами, MMJ - расстояние между соплами и полосой, мм; cL - угол установки сопел относительно горизонтальной пло кости, град; & - угол раскрытия факела, град В°проводке коллектор может быть в полнен в виде герметичной полости, снабженной теми же щелевыми соплами с вышеуказанными параметрами. Установка коллекторов в проводке для охлаждения полосы снизу позволяет симметрично и равномерно охлаждат полосу в межклетевом промежутке (при условии охлаждения полосы сверху известными устройствами), а также эффективно охлаждать проводку водой, отраженной от полосы, тем самым повы шая стойкость проводки. Предлагаемая проводка обеспечивает получение горя чекатаных полос с высокой равномерностью механических свойств по длине и повышает производительность прокат ных станов за счет увеличения скорос ти прокатки. На фиг.1 изображена предлагаемая проводка, общий видj на фиг.2 - вид на фиг.1; на фиг,3 - увеличенный узел I на фиг.1; на фиг.4 - вариант проводки с коллектором в виде герметичной полости. Проводка 1 содержит два коллектор 2 (или герметичную полость 9, фиг.4 на которых установлены сопла 3, деление отверстия которых повернуты на угол 4 относительно оси прокатки Сопла 3 с углом раскрытия факела & 60-120 установлены под углом od 60-85 к горизонтальной плоскости, направлены к очагу деформации и утоплены в пазах 4 проводки 1 на глубину Н 30-50 мм. Наклон сопел в cjropoHy очага деформации на угол 60-85 увеличивает зону охлаждения за счет растекания струи и исключает попадание охладителя, отраженного от полосы, на площадку обслуживания. Выбор угла наклона сопел си к горизонтальной плоскости в пределах 6Q-85 обусловлентем, что при углах меньше 60° резко снижается эффективность охлаждения. Верхняя граница диапазона наклона сопел определена в результате промьш1ленных испытаний при углак наклона cd60°;65°; 70°; 75°; 80°; 85°; 88°. При угле наклона od 88 наблюдается попадание воды, отраженной от полосы, на площадку обслуживания. Таким образом, установлен диапазон угла наклона сопел 0 60-85. Для получения равномерного охлаждения по ширине полосы щели сопла повернуты на угол Ч относительно оси прокатки, определяемый расчетным путем по формуле (1 ). Из видно, что угол f зависит от угла с установки сопел относительно горизонтальной плоскости и угла 6 раскрытия факела струи. Поворот сопел на угол Ц) позволяет равномерно распределить охладитель по ширине полосы. Угол раскрытия факела сопла в 6U120 определяется необходимой длиной зоны активного охлаждения полосы. При установке в проводке двух или трех коллекторов угол раскрытия факела сопла можно ограничить в 60-70 а если установлен один коллектор, то необходимо установить сопла с углом раскрытия факела 120 для создания максимальной зоны охлаждения). Глубина Н, на которую утоплены сопла в пазах проводки, обусловлена конструктивной характеристикой сопла и определяется его углом раскрытия факела по малой оси (необходимо, чтобы проводка не срезала факел струи). Проводка прокатной клети работает следующим образом. В процессе прокатки на полосу 5 снизу через подвод охладителя 6,шарнирное соединение 7, коллекторы 2 и. сопла 3 непрерывно подается охладитель. Шарнирное соединение 7 установлено для опрокидьшания и перемещения проводки 1 во время перевалки рабочих валков 8. Вода, охладив полосу снизу, отражается от полосы, попадае на проводку и обеспечивает ее эффекти ное охлаждение. С целью получения свойств, удовлетворяющих ГОСТ, каждую, марку стали рекомендуется прокатьшать по определенному температурному режиму. При установке в проводке двух и более коллекторов существует возможность регулировать процесс охлаждения поло сы снизу в межклетевом промежутке путем отключения отдельных коллекторов. При этом изменяется длина зоны активного охлаждения полосы и можно добиться равномерного распределения температуры по длине раската. Формула изобретения I. Проводка прокатной клети, состоящая из тела и носка, установленна на входе и выходе металла из очага деформации, отличающаяся тем, что, с целью повышения качества проката и увеличения производительности стана, она снабжена по меньшей мере одним коллектором с щелевыми соплами, имеющими угол раскрытия факела 60-120°, установленными под углом 60-85 к горизонтальной плоскости и направленными к очагу деформации, причем сопла утоплены в пазах выполненных в проводке, на глубину 30-50 мм, а щели сопел повернуты относительно оси прокатки на угол f рассчитываемый по формуле Ч-агс ш ) где Q - шаг между соплами, мм; L - расстояние между соплами и полосой, MMJ dt- - угол установки сопел относительно горизонтальной плоскости, град: - угол раскрытия факела, град, 2. Проводка по п., о т л и ч а ющ а я с я тем, что коллектор выполнен в виде герметичной полости с щелевыми соплами. Источники информации, принятые во внимание при экспертизе 1.Целиков А.И. , Смирнов В. В. Прокатные станы. М., с.21, рис.118. 2.Королев А. А. Прокатные сатаны, М. , 1958, с.176, рис.96.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения проката | 1987 |
|
SU1411070A1 |
| Способ охлаждения прокатных валков и проката | 1987 |
|
SU1426665A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ШИРОКИХ ПОЛОС | 2005 |
|
RU2300431C1 |
| Вводная арматура прокатной клети с коническими валками | 1981 |
|
SU939151A1 |
| Валковая арматура непрерывного прокатного стана | 1982 |
|
SU1142190A1 |
| СПОСОБ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2010 |
|
RU2446025C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2279937C1 |
| Устройство для охлаждения листового проката на рольганге | 1986 |
|
SU1411069A1 |
| Устройство для охлаждения валков прокатных станов | 1980 |
|
SU908438A1 |
| Способ управления тепловым профилем валков прокатного стана | 1977 |
|
SU710705A1 |
(риг.1
S
I
W
Щ(Риг.2
