(Л
ю
ел ел
О5
Изобретение относится к черной металлургии и может быть использовано при нагреве заготовок под деформацию или термообработку.
Целью изобретения является сокращение I длительности пребывания заготовок в зоне пониженных температур и ритмичной их выдачи из печи.
На фиг. 1 изображена толкательная печь; I на фиг. 2 - ролик с винтовыми цилиндзахвату заготовок роликом и препятствуют ее соскальзыванию в сторону вершины угла 8. При повороте ролика вокруг оси и попадании заготовки на продольную гофру, так как ролик выступает на 0,05-0,5 своего диаметра над рабочей поверхностью пода, передний торец заготовки приподнимается, трение между заготовкой и поверхностью пода уменьшается и ролик вытаскивает очередную заготовку из печи, выбрарическими гофрами; на фиг. 3 - ролик, ю сывая ее на приемный стол или на транс- выполненный в виде многогранника с числомпортирующее устройство. Если поперечное
; граней, равным 8; на фиг. 4 - ролик с
I поперечными и продольными гофрами, высо1 та поперечных гофр меньше, чем продольI ных; на фиг. 5 - то же, высота продольных гофр меньше, чем поперечных; на их подъема, равным углу 8. Причем при на- фиг. б - толкательная печь, вид сбоку; направлении лучей угла 8 вправо направление
сечение заготовки квадрат или прямоугольник, рабочую поверхность ролика для захвата их одной гофрой выполняют с винтовыми цилиндрическими гофрами с углом
фиг. 7 - ролик, выполненный в виде скрученного вдоль продольной оси многогранника.
выступов, нарезки или навивки гофры должно быть правым (фиг. 1).
Кроме того, при применении ролика выКроме того, при применении ролика выПечь 1 для нагрева заготовок 2 содержит 2о бором угла 13 подъема гофр изменяют
загрузочный стол 3 с толкателем 4, камеру нагрева с подиной 5, окнами 6 и 7 соответственно загрузки и выгрузки, в торцевой части пода по его пшрине у окна 7 выгрузки под углом 8 к поперечной оси пода.
направление выгрузки заготовок из печи - чем ближе величина угла 13 подъема винтовой линии к величине угла 8 установки ролика, тем меньше угол между продольной осью пода и направлением выравным 5-45°, горизонтально установлен 25 грузки.
ролик 9, принудительно вращающийся вПри выполнении ролика в виде скрученнаправлении .движения заготовок приводом
10, рабочая поверхность ролика снабжена
гофрам-и 11, расположенными как вдоль, так
и поперек продольной оси ролика, рабочая
35
ние.
Величина угла 8 установки ролика 9 зависит от размеров нагреваемых заготовок и ширины пода печи
,
ного многогранника с числом граней по меньшей мере равным трем (фиг. 7) выгружаться могут заготовки практически лю.. , ..f. г-- гбой формы и длины. Причем угол скрутки
поверхность ролика 9 может быть снабже- многогранника должен иметь аналогичное на винтовыми цилиндрическими гофрами 12винтовой цилиндрической гофре направлес углом 13 их подъема, равным 5-45°, ролик 9 может быть выполнен в виде скрученного вдоль оси многогранника 14 с числом граней по меньшей мере равным трем (фиг. 3).
Толкательная печь работает следующим образом.
На загрузочный стол 3 печи 1 укладывают заготовки 2 так, что продольные оси заготовок и печи параллельны. Толкателем 4 40 заготовки 2 продвигают в печь, загружая их поэтапно на загрузочный стол 3. У окна 7 выгрузки передние торцы заготовок поочередно касаются рабочей поверхности ролика 9, принудительно вращающегося в на-. .. - ,- - -,--,-, г-
правлении движения заготовок. Гофрами или устанавливают под углом, ближе к мини- гранями ролик захватывает заготовки и вы-мальному, т. е. 5°. B STOM случае не происходит «бурение заготовок, но уже появляется эффект поочередной ритмичной выдачи
где as - величина угла 8 установки ролика 9;
/ - длина нагреваемой заготовки; d - диаметр или ширина нагреваемой
заготовки;
В - ширина пода печи. При выполнении торцевого среза подины перпендикулярно продольной оси печи ролик
брасывает их из печи.
В том случае, когда заготовки цилинд-заготовок из печи. При могут прорические, рабочую поверхность ролика вы- - исходит удары заготовок о стены рабочей полняют с гофрами, расположенными каккамеры, увеличиваются габариты печи (на
величину большую, чем ширина печи). Высота установки ролика (0,05-0,5 диаметра) зависит от размеров заготовки: высота ролика над рабочей поверхностью не
вдоль, так и поперек продольной оси ролика, причем при серийном производстве гофры располагают так, что нижняя часть торца заготовки попадает в углубление между двумя поперечными гофрами, т. е. чис- 55 должна превышать 0,3 диаметра нагревае- ло поперечных гофр до. -жно быть на один больше, чем количество продольных рядов заготовок. Поперечные .фры способствуют
мои заготовки.
Скорость вращения ролика, величину шага винтовых цилиндрических гофр или колизахвату заготовок роликом и препятствуют ее соскальзыванию в сторону вершины угла 8. При повороте ролика вокруг оси и попадании заготовки на продольную гофру, так как ролик выступает на 0,05-0,5 своего диаметра над рабочей поверхностью пода, передний торец заготовки приподнимается, трение между заготовкой и поверхностью пода уменьшается и ролик вытаскивает очередную заготовку из печи, выбра их подъема, равным углу 8. Причем при на- правлении лучей угла 8 вправо направление
сечение заготовки квадрат или прямоугольник, рабочую поверхность ролика для захвата их одной гофрой выполняют с винтовыми цилиндрическими гофрами с углом
выступов, нарезки или навивки гофры должно быть правым (фиг. 1).
Кроме того, при применении ролика вынаправление выгрузки заготовок из печи - чем ближе величина угла 13 подъема винтовой линии к величине угла 8 установки ролика, тем меньше угол между продольной осью пода и направлением выгрузки.
ние.
Величина угла 8 установки ролика 9 зависит от размеров нагреваемых заготовок и ширины пода печи
,
. .. - ,- - -,--,-, г-
устанавливают под углом, ближе к мини- мальному, т. е. 5°. B STOM случае не происходит «бурение заготовок, но уже появляется эффект поочередной ритмичной выдачи
где as - величина угла 8 установки ролика 9;
/ - длина нагреваемой заготовки; d - диаметр или ширина нагреваемой
заготовки;
В - ширина пода печи. При выполнении торцевого среза подины перпендикулярно продольной оси печи ролик
должна превышать 0,3 диаметра нагревае-
мои заготовки.
Скорость вращения ролика, величину шага винтовых цилиндрических гофр или количество граней скрученного многогранника выбирают в зависимости от ритма работы основного агрегата (прокатного стана, молота и пр.).
Так как скорость вращения ролика больше скорости продвижения заготовки по поду толкателем, даже при постоянно открытом окне выгрузки нагреваемый материал охлаждается незначительно, т. е. сокращается (необходимый без применения ролика) перегрев металла, увеличивается эффективная длина пода (без применения ролика величина пода, равная 1,5-2,5 длины заготовки, должна быть незаполненной во избежание охлаждения заготовок при поочередной их выдаче).
Таким образом, применение предлагаемой толкательной печи позволяет обеспечить последовательную ритмичную выдачу заготовок из печи, сократить длительность пребывания заготовок в зоне пониженных температур, снизить перегрев заготовок в печи, увеличить полезную длину пода на 10-15% и изменять направление выдачи нагретого металла.
0
Формула изобретения
1.Толкательная печь для нагрева заготовок, содержащая загрузочный стол с толкателем, камеру нагрева с подом, окнами загрузки и выгрузки, отличающаяся тем, что, с целью сокращения длительности пребывания заготовок в зоне пониженных температур и ритмичной их выдачи из пе4и, печь снабжена горизонтально расположенным роликом, установленным у окна выгрузки под углом .5-45° к поперечной оси пода, при этом ролик на высоте 0,05-0,5 своего диаметра выступает над рабочей поверхностью пода.
2.Печь по п. 1, отличающаяся тем, что рабочая поверхность ролика выполнена с гофрами, расположенными как вдоль, так и поперек продольной оси ролика.
3.Печь по п. 1, отличающаяся тем, что рабочая поверхность ролика выполнена с
0 винтовыми цилиндрическими гофрами, угол подъема которых равен 5-45°.
4.Печь по п. 1, отличающаяся тем, что ролик выполнен в виде скрученного вдоль продольной оси многогранника.
5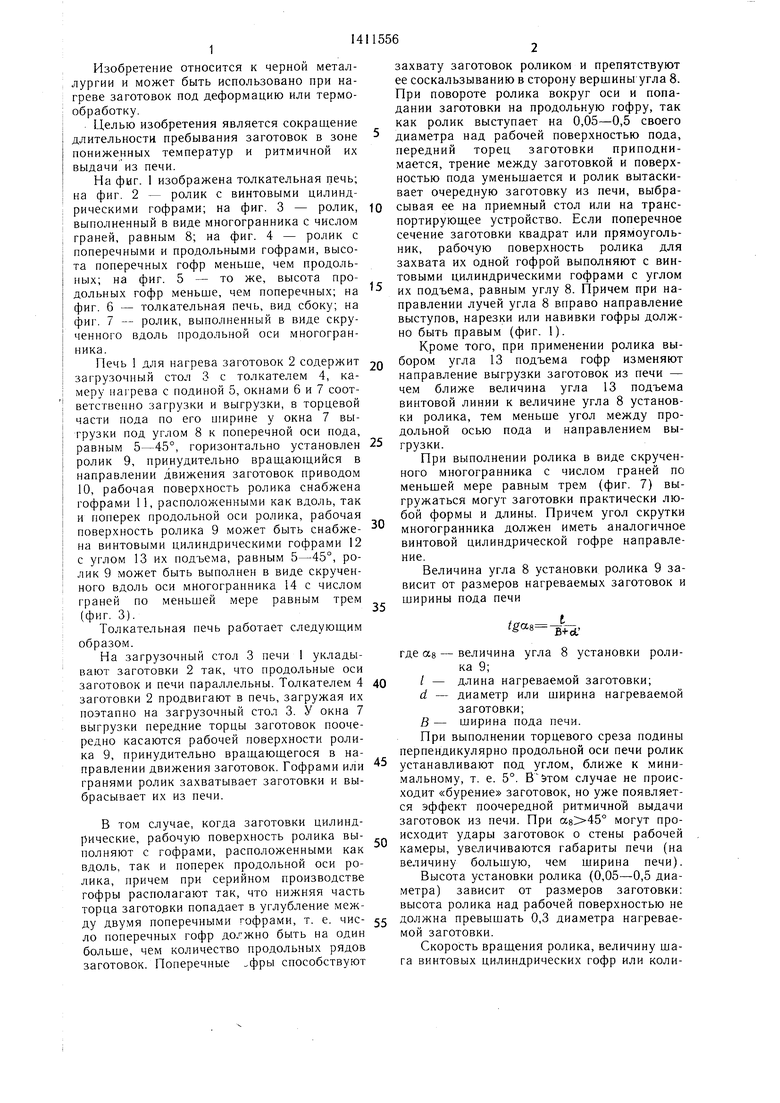

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нагрева заготовок в методической печи | 1989 |
|
SU1786352A1 |
| Способ транспортирования круглых заготовок в толкательной методической печи | 2019 |
|
RU2718030C1 |
| Методическая печь | 1982 |
|
SU1081399A1 |
| Печь с шагающими балками дляНАгРЕВА длиННОМЕРНыХ зАгОТОВОК(EE ВАРиАНТы) | 1979 |
|
SU846956A1 |
| КАМЕРНАЯ ТРАНСФОРМИРУЕМАЯ ЭЛЕКТРОПЕЧЬ "ПРЭТТИ" | 1996 |
|
RU2143091C1 |
| Проходная толкательная печь | 1972 |
|
SU485162A1 |
| КОЛЬЦЕВАЯ КОНВЕЙЕРНАЯ ЭЛЕКТРОПЕЧЬ "ПРЭТТИ" | 1996 |
|
RU2131569C1 |
| Печь для нагрева круглых заготовок | 1979 |
|
SU911101A1 |
| Печь для нагрева коротких цилиндрических изделий | 1979 |
|
SU892169A1 |
| Толкательная печь с защитнойАТМОСфЕРОй | 1978 |
|
SU802759A1 |

Изобретение относится к черной металлургии и может быть использовано при нагреве заготовок под деформацию или термообработку. Целью изобретения является сокращение длительности пребывания заготовок в зоне пониженных температур и обес печение ритмичной выдачи заготовок из печи. Заготовки 2 у окна выгрузки 7 захватываются гофрами или гранями ролика и выбрасываются из печи. Установка ролика позволит обеспечить ритмичную выдачу заготовок из печи и сократить длительность пребывания заготовок в зоне пониженных температур. 3 з.п.ф-лы, 7 ил.
0иг.2
ФивЛ
Щ
&
Фи8.3
Фиг. 5
2 n
Фиг.6
фиг.7
| Методическая печь для нагрева заготовок | 1977 |
|
SU752132A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
