Изобретение относится к черной металлургии, в частности к нагреву металла в печах, и может быть использовано при нагреве заготовок из высоколегированных сталей и жаропрочных сплавов.
Известен способ томления заготовки на монолитном поду томильной зоны методической печи, при котором поддерживают по- стоянной температуру поверхности нагреваемой заготовки. Практически реализовать известный способ не представляется возможным, т.к. в процессетомления невозможно осуществить непрерывный контроль температуры поверхности металла на протяжении всей томильной зоны, что может привести к нагреву заготовок с крайне неравномерным температурном полем.
Известен также способ квазиоптимального управления нагревом массивной пластины, который предусматривает одно переключение с максимальной температуры на минимальную. Переключение производится в момент, когда температура
промежуточного слоя становится равной заданной температуте нагрева, Максимальная температура принимается равной максимальнодопустимой температуре печи.
Недостатком известного способа является то, что в нем не учитывается положения сляба относительно факела и окна выгрузки. Считается, что температурное поле томильной зоны равномерное, а в слябе отсутствуют холодные участки (так называемые темные пятна - следы от воздействия глиссажных труб), Известный способ невозможно практически реализовать, т.к. невозможно осуществить инструментальный контроль фактической температуры промежуточного слоя. Неучет этих обстоятельств приводит к неравномерному нагреву заготовок.
Наиболее близким техническим решением (прототип) является способ томления заготовок на монолитном поду томильной зоны методической печи, предусматриваюю
щий выдержку при постоянной температуре печи, превышающей на 30-50°С температуру прокатки (выдачи).
Недостатком прототипа является возможность перегрева поверхности металла при прохождении заготовкой под факелом и возможность подстуживания заготовки вблизи окна выгрузки, что приводит к крайне неравномерному нагреву.
Целью изобретения является повышение равномерности нагрева.
Поставленная цель достигается тем, что в способе нагрева заготовок в методической печи, включающем продвижение заготовок по печи, направление факела под углом к горизонтали и томление заготовок на монолитном поду при температуре, превышающей на 30-50°С температуру прокатки, при достижении заготовкой точки пересечения оси факела с линией пода, температуру в томильной зоне уменьшают до температуры прокатки и через 11-16 мин осуществляют выдачу в прокат,
Предлагаемый способ представляет собой индивидуальную технологию нагрева заготовок из специальных сталей и сплавов, В дальнейшем заготовку, для которой осуществляется такая индивидуальная технология, именуют нагреваемой заготовкой в отличие от прочих рядовых заготовок, находящихся в печи одновременно с нею.
Данный способ позволяет, во-первых, устранить местный перегрев нагреваемой заготовки под воздействием теплового излучения факела.
Это достигается тем, что при прохождении нагреваемой заготовкой точки пере- сечения оси факела с линией пода температуру в томильной зоне снижают до температуры прокатки, При этом за счет тепловой инерции кладки томильной зоны расход топлива резко уменьшается и соответственно уменьшаются размеры факела, Высокотемпературная зона горения топлива удаляется от поверхности заготовки, Такой факел уже не опасен с точки зрения перегрева поверхности заготовки. Это особенно важно при нагреве высоколегированных сталей и сплавов, у которых незначительный перегрев может привести к оплавлению легкоплавкой эвтектики,
Во-вторых, способ позволяет получить высокую равномерность нагрева, т.к. выдача нагреваемой заготовки производится через 11-16 мин после прохождения заготовкой точки пересечения оси факела и подины томильной зоны.
Пребывание нагреваемой заготовки в томильной зоне более 16 мин приводит к тому, что происходит лодстуживание заготовки холодным воздухом, подсасываемым через окно выгрузки.
Вместе с тем слишком быстрое продвижение заготовки после снижения темпера- туры может привести к тому, что в томильную зону поступит большое количество непрогретых заготовок (имеется ввиду темные пятна от глиссажных труб). При неизменной температуре томильной зоны
это вызовет увеличение расхода газа и размеров факела, Ведь температура томильной зоны есть средневзвешенная температура системы газ-кладка-металл и приуменьшении температуры металла должна увеличиться температура газов и соответственно расход топлива и размеры факела, Увеличение размеров факела может привести к перегреву поверхности заготовок, следующих за нагреваемой заготовкой и находящихся
в зоне лучистого воздействия факела, В то же время нагреваемая заготовка имеет неравномерное температурное поле, т.к. времени пребывания в томильной зоне недостаточно для исчезновения темных пятен, возникающих при ее движении по глиссажным трубам в процессе нагрева.
Экспериментальным путем установлено, что подобные нежелательные динамические эффекты не наступают, если выдача
нагреваемой заготовки производится не ранее чем через 11 мин после снижения температуры в томильной зоне.
Таким образом, чтобы получить равномерное температурное поле необходимо
производить выдачу нагреваемой заготовки в прокат через 11-16 мин после прохождения ею точки пересечения оси факела с линией пода.
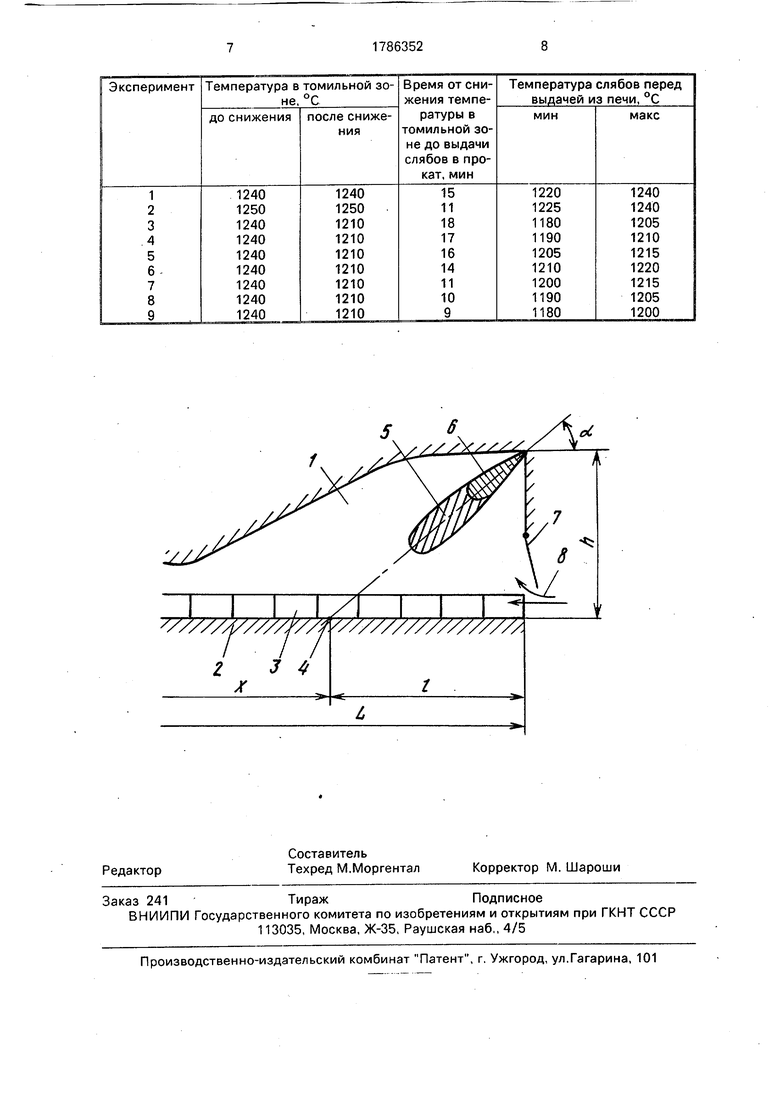
На чертеже представлена схема продвижения слябов по печи в процессе нагрева.
В рабочем пространстве 1 томильной зоны методической печи на монолитном поду 2 располагаются заготовки 3. Два характерных варианта расположения факела отмечены поз. 5 и поз, 6. Точка пересечения продолжения оси факела с линией пода отмечена поз. 4, Через неплотности окна выгрузки 7 происходит подсос холодного
воздуха 8.
Способ осуществляют следующим образом.
Заранее определяют местоположение точки 4 пересечения оси факела с линией
пода, В частности, h h Ctg а, где h - высота устья горелки над уровнем пода; а- угол наклона оси горелки к горизонтали. Расстояние от загрузочного окна до точки 4 , где L- общая длина печи. В томильной зоне
методической печи устанавливают температуру, на 30-50°С превышающую температуру прокатки. Температура прокатки - это необходимая для прокатки температура, с которой нагреваемая заготовка должна быть выдана из печи.
При каждом перемещении нагреваемой заготовки в томильной зоне вычисляют расстояние, пройденное ею от окна загрузки (текущую координату) по формуле
N +1
л. .
i - 1
где N - число заготовок, посаженных в печь после первой заготовки;
AXi - ширина i-й заготовки, начиная с первой,
и сравнивают это расстояние с величиной 2. Если при этом выполняется условие х 2, то температуру в томильной зоне снижают до температуры прокатки.
После этого затовки из печи выдают со средниминтервалом(10-15)/(М1+1)мин, где NI число заготовок, расположенных впереди нагреваемой заготовки. В тот период, когда интервал выдачи заготовок регламентируется предложенным способом указанным образом, согласование интервалов выдачи с темпом прокатки производят (при необходимости) путем выдачи заготовок из параллельно работающих печей.
П р и м е р. В пятизонной толкательной методической печи осуществляли нагрев ко- ваных слябов из сплава ЭП-915 У-Ш (ХН43БМТЮ-Ш) толщиной 140мм.
По технологическим условиям горячей деформации к нагреву слябов из сплава ЭП-915 У-Ш предъявляются следующие требования. Температура прокатки, т.е. поверхности сляба перед выдачей из печи, должна быть 1210±10°С. При нагреве сплава выше 1220°С возможно оплавле- ние легкоплавкой эвтектики, что ведет к расслоению при прокатке, а при нагреве ниже 1200°С резко увеличивается сопротивление горячей деформации сплава, что может привести к недокату на заданную толщину.
0
5
0
5 о
5
0 5 0
Таким образом, температура томильной зоны после входа в нее слябов должна быть 1210+30 1240°.
Заранее определяли место пересечения оси факела с линией пода
,8 ctg30° 4,8 м; ,,2 м.
При прохождении заготовкой расстояния 31,2 м температуру в зоне уменьшали до 1210°Си через 11-16 мин осуществляли выдачу сляба в прокат.
Результаты опытно-промышленных исследований нагрева слябов из сплава ЭП- 915 У-Ш толщиной 140 мм представлены в таблице.
Как видно из таблицы, предлагаемый способ обеспечивает высокую равномерность нагрева (эксперименты 5-7). Температурное поле сляба находится в интервале заданных температур.
Нагрев слябов по способу-прототипу приводит к перегреву поверхности слябов на 20°С (эксперименты 1 и 2).
При выдаче слябов более чем через 16 мин (эксперименты 3 и 4) после снижения температуры в томильной зоне происходит их подстуживание холодным воздухом, подсасываемым через окно выгрузки. При быстрой выдаче менее чем за 11 мин (эксперименты 8 и 9) не успевают прогреваться холодные участки (темные пятна) на поверхности слябов.
Ожидаемый экономическаий эффект от использования предлагаемого способа нагрева заготовок в методической печи составит 240 тыс. руб.
Формула изобретения
Способ нагрева заготовок в методической печи, преимущественно перед прокаткой, включающий перемещение заготовок, выдержку при температуре, превышающей на 30-50°С температуру прокатки, нагрев с направлением факела под углом к направлению перемещения заготовок, отличающийся тем, что, с целью повышения равномерности нагрева при достижении первой заготовкой точки пересечения оси факела с линией пода, температуру в томильной зоне печи уменьшают до температуры прокатки и через 11-16 мин производят выгрузку заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Методическая печь | 1982 |
|
SU1081399A1 |
| Методическая печь | 1976 |
|
SU618618A1 |
| Способ нагрева металла | 1987 |
|
SU1451511A1 |
| Методическая печь | 1987 |
|
SU1638507A1 |
| Методическая печь | 1982 |
|
SU1067329A1 |
| СПОСОБ НАГРЕВА СЛЯБОВ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ ПОД ГОРЯЧУЮ ПРОКАТКУ | 1999 |
|
RU2151202C1 |
| ЮЕСинЗЗНАЯПATEBTHe4EXШi^•rHДe | 1973 |
|
SU378692A1 |
| СПОСОБ НАГРЕВА СТАЛЬНЫХ ЗАГОТОВОК ИЗ УГЛЕРОДИСТЫХ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ ПОД ПРОКАТКУ | 2000 |
|
RU2184786C2 |
| СПОСОБ НАГРЕВА ТОНКИХ СЛЯБОВ В ПЕЧИ | 1992 |
|
RU2044242C1 |
| НАГРЕВАТЕЛЬНАЯ ПЕЧЬ С ШАГАЮЩИМ ПОДОМ ДЛЯ НАГРЕВА ДЛИННОМЕРНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2114185C1 |
Сущность изобретения: способ нагрева заготовок в методической печи перед прокаткой включает перемещение заготовок вдоль печи, направление факела под углом к горизонтали и выдержку заготовки при температуре на 30-50° выше температуры прокатки. При этом при достижении первой заготовкой точки пересечения оси факела с линией пода температуру в томольной зоне уменьшают до температуры прокатки и через 11-16 мин осуществляют выдачу заготовки в прокат. 1 ил. 1 табл.
| Тайц Н | |||
| Ю | |||
| Технология нагрева стали | |||
| М.: Металлургия, 1962, с | |||
| Облицовка комнатных печей | 1918 |
|
SU100A1 |
| Маковский В | |||
| А | |||
| Динамики объектов с распределенными параметрами | |||
| М.: Металлургия, 1971 | |||
| Кривандин Р | |||
| А | |||
| и Егоров А | |||
| В | |||
| Тепловая работа и конструкция печей черной металлургии | |||
| М.: Металлургия, 1989, с | |||
| Схема обмотки ротора для пуска в ход индукционного двигателя без помощи реостата, с применением принципа противосоединения обмоток при трогании двигателя с места | 1922 |
|
SU122A1 |
