Ю
00 Од СЛ
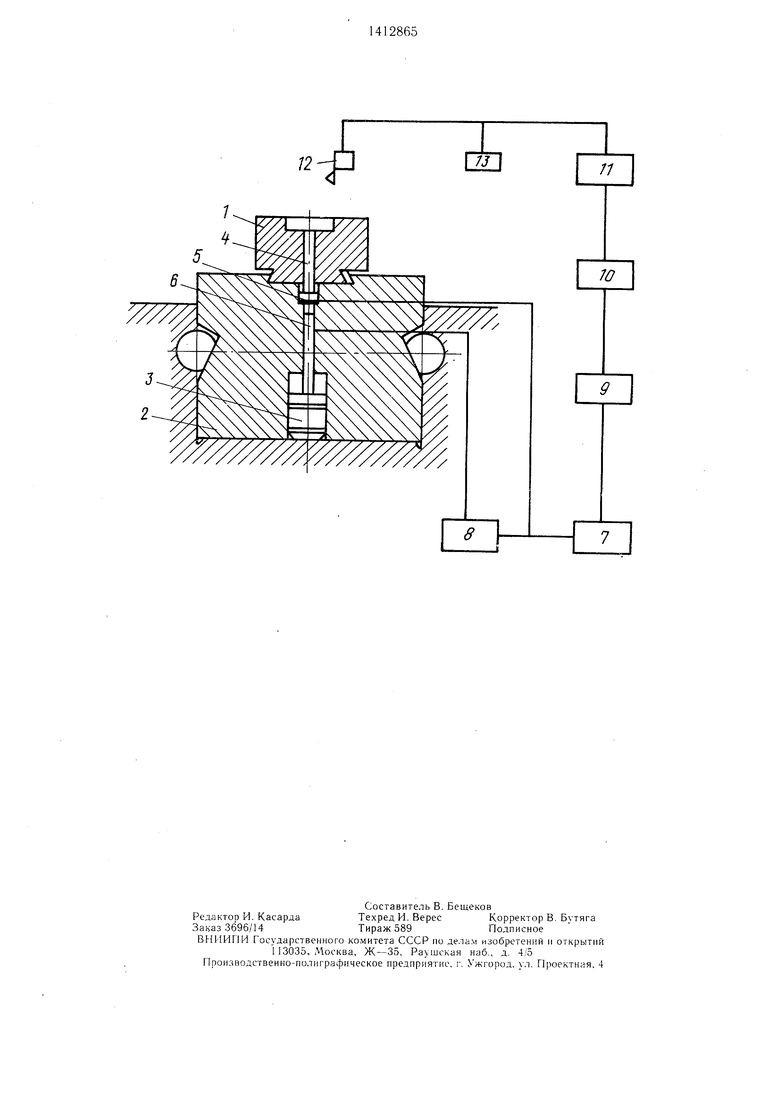
; Изобретение относится к машиностроению, в частности к устройствам для смазки штампового инструмента молотов и горяче- штамповочных прессов, и может быть ис- ;пользовано в автоматических линиях на базе :Этого типа кузнечно-прессовых машин. ; Цель изобретения - повышение надежности и экономичности работы устройства. ; На чертеже изображена схема устрой- |ства для смазки.
I Устройство предназначено для смазки I штампа 1, закрепленного в штамподержа- I теле 2. В последнем размеш,ен толкатель 3, I а в штампе - выталкиватель 4. I выталкивателем и торцом расточки штампо- I держателя размеш,ен контактный датчик 5 I начала рабочего хода выталкивателя 4, а на I образуюш.ей поверхности толкателя 3 - тен- I зорезисторный датчик 6 усилия выталкива- I ния поковки. Сигнал от контактного датчика 5 поступает на сумматор 7, а от датчика 6 усилия выталкивания поковки - на блок 8 контроля величины дрейфа нуля (БКО). Сумматор 7 и БКО 8 электрически связаны с анализатором 9 усилия выталкивания. Через усилитель 10 анализатор 9 связан с блоком 11 подготовки смазки (БПС) и форсунками 12, имеюшими блок 13 ручного управления. Устройство работает следуюшим образом. Командой из блока 13 ручного управления производится одноразовое включение БПС 11, в результате чего смазывается штамп 1 перед началом штамповки. Дальнейшая работа устройства осуш,ествляется автоматически.
После осушествления рабочего хода молота от системы программного управления (не показано) дается команда на выталкивание поковки из штампа 1. Усилие от датчика 6 фиксируется анализатором 9. В последнем зафиксирована оптимальная величина усилия выталкивания конкретной поковки. При превышении усилия выталкивания над заданным его -значением, анализатор 9 выдает значение разницы в усилитель 10, который управляет командой подачи смазки в форсунку от БПС 11. Следую- шая порция смазки может быть подана при
условии превышения фактического усилия над оптимальным.
В процессе работы прогреваются детали штампа и молота, вследствие чего появляется температурная погрешность от показаний датчика 6 усилия выталкивания поковки. Чем больше интенсивность работы, тем большая погрешность может быть наложена на показания датчика 6. Такая информация с датчика 6 может вызывать необоснованную подачу смазки от БПС 11. Для ликвидации возможности ложных срабатываний БПС 11 при подаче команды на выталкивание при упоре толкателя 3 в выталкиватель 4 включается в работу контактный датчик 5, который дает команду на подачу сигнала температурной погрешности датчика 6 усилия выталкивания в ISKO 8 контроля величины дрейфа нуля. Этот сигнал потом подается в сумматор 7, где величины сигналов дрейфа нуля датчика 6 и усилия
выталкивания вычитаются. Сформированный сигнал подается на вход анализатора 9 усилия. В случае превышения рабочего сигнала над значением сигнала, равного оптимальному усилию выталкивания, включается
БПС и через форсунки 12 производится распыливание смазки.
Далее цикл работы повторяется при условии превышения усилия выталкивания над оптимальным заданным
30
Формула изобретения
Устройство для смазки рабочих поверхностей штампов, содержашее форсунки, соединенные с системой подготовки и подачи 35 смазки, датчик усилия выталкивания поковки и анализатор усилия выталкивания, отличающееся тем, что, с целью повышения надежности и экономичности работы, оно снабжено блоком контроля дрейфа нуля датчика усилия выталкивания и сумматором, соединенными между собой, при этом сумматор связан с анализатором усилия выталкивания, подключенным через усилитель к системе подготовки и подачи смазки.
40
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для смазки рабочих поверхностей штампов | 1977 |
|
SU626869A1 |
| Многопозиционный пресс для горячей объемной штамповки | 1985 |
|
SU1279716A1 |
| Захват | 1981 |
|
SU984862A1 |
| ВЫТАЛКИВАЮЩЕЕ УСТРОЙСТВО К БЕСШАБОТНОМУМОЛОТУ | 1971 |
|
SU319373A1 |
| Устройство для выталкивания поковок из молотового штампа | 1983 |
|
SU1110534A1 |
| Сборный молотовый штамп | 1984 |
|
SU1205980A1 |
| Устройство для подачи заготовок и удаления поковок | 1981 |
|
SU984587A1 |
| Устройство для выталкивания поковок из верхнего штампа молота | 1977 |
|
SU631249A1 |
| Система автоматического управления кривошипным прессом | 1979 |
|
SU1037997A1 |
| Устройство для выталкивания поковки | 1980 |
|
SU979013A1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для смазки рабочих поверхностей штампов. Цель изобретения - повышение надежности и экономичности работы. Устройство содержит блок контроля дрейфа нуля и сумматор, соединенные между собой. При этом сумматор связан с анализатором усилия выталкивания, подключенным через усилитель к системе подготовки и подачи смазки. В процессе работы устройства обеспечивается регламентированная подача смазочного .материала в течение всего рабочего цикла штамповки. 1 ил.
| Устройство для смазки рабочих поверхностей штампов | 1977 |
|
SU626869A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
