I
Изобретение относится к обработ металлов давлением, а именно к конструкциям сборных штампов штам- повочных молотов.
Цель изобретения - повьшение . . производительности путем упрощения выталкивания вставки и готовых изделий из ручья нижней вставки.
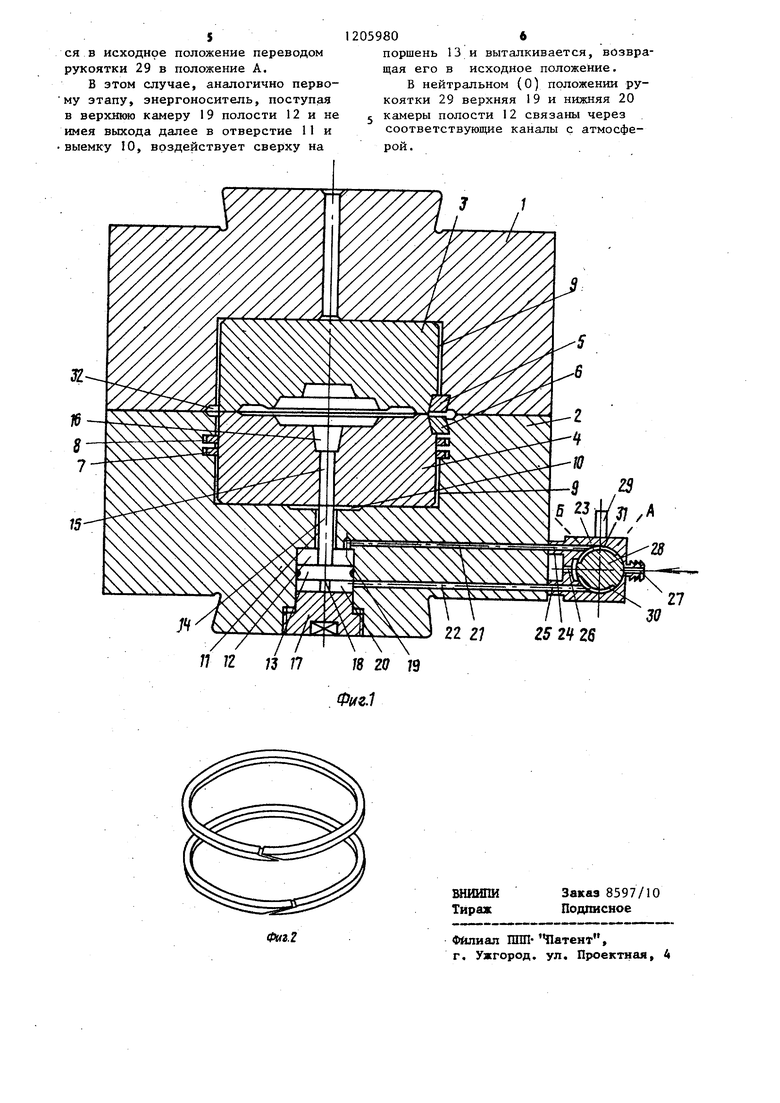
На фиг.1 схематично изображен сборный молотовый штамп, осевой разрез; на фиг.2 - уплотнительные кольца.
Сборный молотовый штамп состоит из верхнего и нижнего блоков, выполненных в виде корпусов 1 и 2, в которых в соответствующих гнездах установлены сменные формообразующие цилиндрические вставки 3 и Вставки в корпусах закреплены при помощи соответствующих клиньев 5 и В полости под вставку нижнего блока 2 на боковой цилиндрической поверхности выполнены кольцевые пазы 7, в которых свободно установле уплотнительные кольца 8, упруго охватывающие внутренней поверхностью боковую поверхность нижней вставки 4.
Вставки 3 и 4 установлены в корпусах 1 и 2 с гарантированным зазором 9 между их сопрягаемыми цилиндрическими поверхностями. Исполнительная величина (при комнатной температуре) зазора Определяется из экстремальных условий эксплуатации. Она принимается равной сумме величины зазора, обеспечиваемого за счет выбранной посадки (при температуре эксплуатации) и разности действительных размеров диаметра полости при максимально дпустимой температуре эксплуатации блока и диаметра вставки при минимально допустимой температуре ее эксплуатации.
Под вставкой 4 соосно полости нижнего корпуса 2 (на опорной поверхности) выполнена выемка 10, рамеры которой взаимосвязаны с удельным давлением энергоносителя (напрмер, сжатого воздуха), массой само вставки и потерями на трение об уплотнительные кольца, упруго охватыющие эставку, и потерями энергоносителя через прорези в последних.
Выемка 10 через осевое отверсти 11 соединена с дополнительной полостью 12, в которой размещен поршневого типа выталкиватель 13. Шток
5
0
5
0
5
0
5
0
5
выталкивателя с зазором размещен в отверстии 11 и сопрягается с отверстием под толкатель 15, в-который установлен в осевом отверстии нижней вставки 4 и сопрягается с полостью ручья 16. Полость 12 заглушена пробкой 17. Выталкиватель 13 со стороны опорной поверхно.сти блока имеет выступ 18, сопрягаемый с пробкой 17. Такое исполнение обеспечивает гарантированную подачу энергоносителя под поршень и разделяет полость 12 на две камеры: верхнюю 19 - над поршнем 13 и нижнюю 20 - под поршнем.
В свою очередь верхняя 19 и нижняя 20 камеры полости 12 через магистрали 21 и 22 и через трехходовой распределитель 23 связаны с источником энергоносителя.
Кольца 8 разрезаны вдоль боковой поверхности и под углом к торцовым поверхностям. Такое исполнение увеличивает длину прорези, что создает сопротивление для прохождения через эту проредь энергоносителя. Причем в каждом последующем кольце прорези выполняются направленными в противоположную сторону. Это, в свою очередь, создает дополнительное сопротивление для потока энергоносителя, теряющегося через, эти прорези. Величина внутреннего диаметра кольца принимается меньшей диаметра вставки на величину, превышающую его упругую деформацию под действием силы тяжести вставки. В этом случае, с одной стороны, обеспечивается достаточно плотное охва- тывание кольцами боковой поверхности нижней вставки при незначительном усилии их распора, которое учитывается при определении выемки 10 под вставкой 4, и незначительном увеличении размера прорези, что влияет на величину потерь энергоносителя, а с другой стороны, после выталкивания вставки 4 из гнезда корпуса 2, т.е. после прекращения взаимодействия ее боковой поверхности с верхним уплотнительным кольцом, она может удерживаться в таком положении, опираясь своей опорной поверхностью на торцовую поверхность упруго сжатого верхнего кольца даже после прекращения подачи энергоносителя. Это одновременно повьш1ает надежность выталкивания и
3
.позволяет сократить расход энергоносителя.
Распределитель 23 подачи энергоносителя содержит корпус, в котором выполнены каналы 24 и 25, соединенные, соответственно, с магистралями 21 и 22 корпуса 2, канал 26 с атмосферой и канал 27 со штуцером - с источником энергоносителя, а также установлен золотник 28 с рукояткой 29 управления. В золотнике.28 выполнены, соответственно, прорези 30 и 31.
На зеркале корпусов 1 и 2 по периметру полостей под вставки 3 и 4 выполнена кольцевая проточка 32, размеры которой принимаются в пределах: наружный диаметр 1,05-1,1 диаметра полости под вставку, глубина 3-5 мм.
Опытная эксплуатация молотового штампа показывает, что при выполнении понижения с размерами менее 1,05 диаметра гнезда и глубиной менее 3 мм при длительной эксплуатации одного комплекта вставок происходит расплющивание их зеркала с затеканием металла в зазор между ними и стенками гнезда. Выполнение диаметра понижения бодее 1,1 диаметра гнезда глубиной свыше 5 мм приводит к сокращению полезной площади соударения блока и их
ослаблению.
Сборный молотовый штамп работа- ет следующим образом по двум эта- . пам.
Смена формообразующих вставок производится в следующей последовательности. Опускают бабу молота с верхним штампом в нижнее положение и выбивают клинья 5 и 6.При ходе бабы молота вверх вставка 3 под действием силы тяжести выходит из полости корпуса 1.После этого известными способами с помощью специальных приспособлений вставка 3 удаляется с зеркала нижнего корпуса. Переводом рукоятки 29 управления в положение А слева направо; прорезь 31 золотника 28 распределителя 23 подачи энергоносителя совмещается, с одной стороны, с каналом 27 подачи энергоносителя от источника, а с другой стороны -с каналом 24. В это время прорезь 30 соединяет магистраль 22 с каналом 24, соединенным с атмосферой. Таким образом, энергоноситель (напр059804
мер, сжатый воздух), проходя через распределитель 23 и магистраль 21, попадает в верхнюю камеру 19 полости 12 и далее через зазор меж5 дУ штоком 14 и стенками отверстия 1I в выемку 10 под нижнюю вставку 4. Последняя исполняющая роль поршня, выталкивается из полости корпуса 2, выполняющего роль цилиндра, и
10 удаляется с зеркала корпуса 2. В связи с наличием гарантированного зазора между стенками вставки и корпуса, а также упруго охватывающих ее разрезных колец, герметирующих поJ5 лость, обеспечивается выталкивание вставки при изменении температурных условий эксплуатации. В случае прекращения подачи энергоносителя 4, выйдя из контакта боковой поверх20 ности с верхним уплотнительным кольцом и опираясь опорной своей поверхностью на торцовую поверхность упруго сжатого кольца, может удерживаться в таком положении неопреде25 ленное время.
Установка нового комплекта вставок производится в обратной последовательности при нейтральном положении рукоятки 29 управления (положе30 ™ втором случае выталкивание отштампованных поковок из полости ручья 16 нижней вставки 4 производится переводом рукоятки 29 управления в положение Б. В этом случае прорезь . 30 золотника 28 совмещается, с одной стороны, с каналом 27 подачи энергоносителя от источника, а с другой стороны - с магистралью 22
распределителя 23. Одновременно прорезь 31 соединяет канал 24 с каналом 26, соединенным с атмосферой. Энергоноситель, проходя через распределитель 23 и магистраль
22, попадает в нижнюю камеру 20 полости 12 и оказывает воздействие на поршень 13 выталкивателя, который своим штоком 14, в свою очередь, . воздействует на толкатель 15, а он
50 выталкивает поковку из полости 16 ручья вставки 4. Энергоноситель, находящийся в верхней камере I9 полости 12, через магистраль 21 вытесняется в распределитель 23, где
55 через канал 24, прорезь 31 золотника 25 и канал 26 в атмосферу. После удаления поковки из ручья известными способами выталкиватель возвращает35
ся в исходное положение переводом рукоятки 29 в положение А.
В этом случае, аналогично первому этапу, энергоноситель, поступая в верхнюю камеру 19 полости 12 и не имея выхода далее в отверстие 11 и выемку 10, воздействует сверху на
12059806
поршень 13 и выталкивается, возвращая его в исходное положение.
В нейтральном (0) положении рукоятки 29 верхняя 19 и нижняя 20 5 камеры полости 12 связаны через соответствующие каналы с атмосферой .
3Z
;з /7
Л л
П 2(7 Г9 ФигЛ
27
30
25 2t 26

| название | год | авторы | номер документа |
|---|---|---|---|
| Молотовой штамп | 1983 |
|
SU1152698A1 |
| Ковочный штамп | 1990 |
|
SU1748910A1 |
| ЧЕТЫРЕХСЕКЦИОННЫЙ ПОГРУЖНОЙ БЛОК ЭЛЕКТРОГИДРАВЛИЧЕСКОГО УПРАВЛЕНИЯ | 2022 |
|
RU2812560C1 |
| Молотовой штамп для закрытой штамповки | 1987 |
|
SU1500430A1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1991 |
|
RU2007248C1 |
| Штамп для объемной штамповки | 1987 |
|
SU1489913A2 |
| Закрытый штамп | 1979 |
|
SU880599A1 |
| Штамп для горячей объемной штамповки | 1981 |
|
SU1007816A1 |
| Система управления пневматическим молотом | 1987 |
|
SU1438902A1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ОСЕСИММЕТРИЧНЫХ ПОКОВОК С ОДНИМ ПЛОСКИМ ТОРЦОМ | 2006 |
|
RU2346783C2 |

ышипи
Тираж
Заказ 8597/10 Подписное
Фиг.г
Филиал ШШ- Ч1атент,
г. Ужгород, ул. Проектная,
| Охрименко Я.М | |||
| и др | |||
| Штампы для горячей обработки металлов и их эксплуатация.-М.: Машиностроение, 1971, с.22. |
