(Л
С
Изобретение относится к металло- обработке, к обработке металлов методом поверхностно-пластического.де- .формирования (ТШД) с применением ультразвука и может быть использовано при упрочняющей размерно-чистовой обработке деталей машин типа валов .
Цель изобретения - расширение тех- нологических возможностей инструмента .
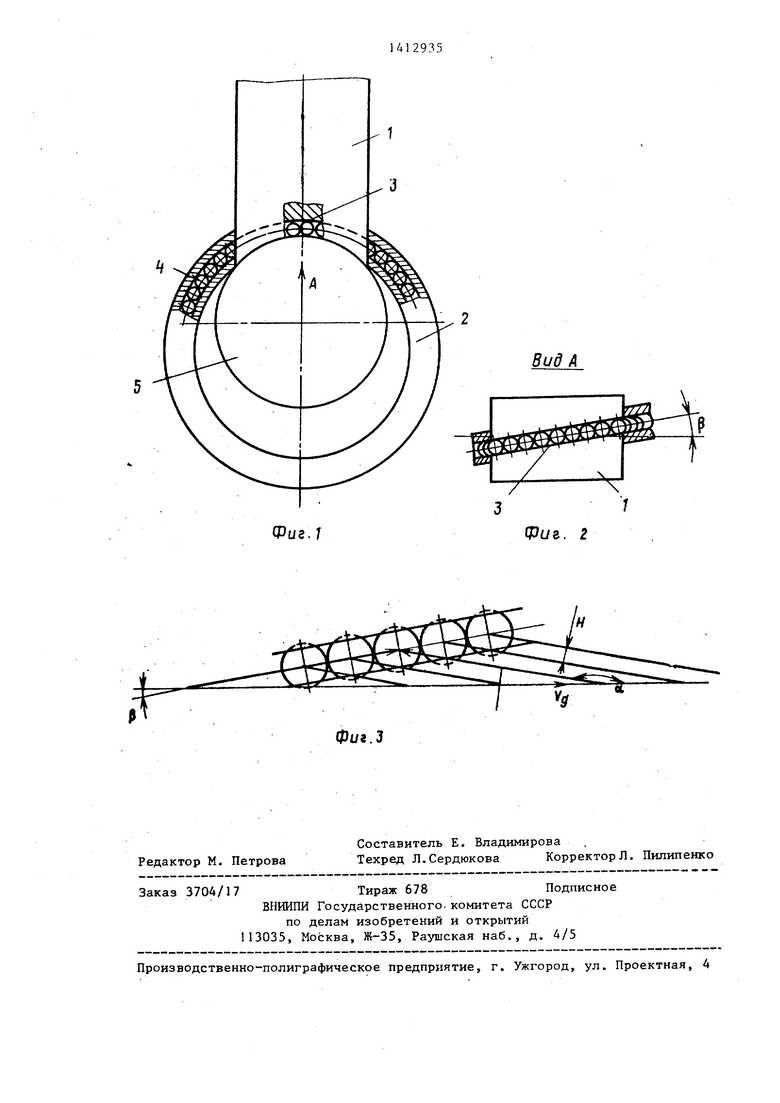
На фиг. 1 показан инструмент, общий вид; на фиг. 2 - вид А на фиг. 1 на фиг. 3 - схема траектории движе- ния деформирующих элементов, г Ультразвуковой инструмент состоит из волновода I; жестко соединенного с трубопроводом 2, На торце волновода 1 ньшолнена винтовая канавка 3, Трубопровод 2 с канавкой 3 образуют замкнутую систему, заполненную беззазорно деформирующими элементами (шарами) 4, контактирующими с обрабатьгоаемой деталью 5. .
Трубопровод представляет собой винтовую поверхность с углом подъема 0-180 .
Инструмент работает следующим образом .
Ультразвуковой инструмент с деформирующими элементами поджимается к детали статистическим усилием, включаются ультразвуковые колебания; При сообщении детали вращения со ско- ростью V деформирующие элементы начинают двигаться по желобу со скоскоростью г- Vrt cos за счет трения с обрабатьшаемой поверхностью, при этом относительно детали деформирующий элемент двигается со скоростью, равной Vq) 1 - -г cos р , а направление 7
движения относительно диаметрального сечения характеризуется углом J,
+arcsin (
sinp
- рассто1-fcos
яние ме.жду следами (траекториями) обработки - И. Деформирующие шары двигаются по замкнутой системе: желоб - трубопровод - желоб, оставляя на обрабатываемой поверхности зону упрочнения со следами обработки в виде участков винтовой траектории с углом подъема об. Ширина зоны упрочнения соответствует длине ч елоба на волноводе.
Формула изобретени
Ультразвуковой инструмент для упрочняюще-чистовой обработки поверхностей вращения, содержащий волновод, на торце которого расположена рабочая зона и деформирующие шары, отличающийся тем, что с целью расширения технологических возможностей, он снабжен замкнутым трубопроводом для возврата деформирующих шаров в рабочую зону, причем на торце волновода в рабочей зоне выполнена винтовая канавка.
Фиг. /
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой инструмент дляупРОчНяющЕ-чиСТОВОй ОбРАбОТКипОВЕРХНОСТЕй ВРАщЕНия | 1979 |
|
SU841942A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478457C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478025C1 |
| УЛЬТРАЗВУКОВОЙ ИНСТРУМЕНТ ДЛЯ УПРОЧНЕНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2305622C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННИХ КАНАВОК | 2005 |
|
RU2280551C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННИХ КАНАВОК | 2005 |
|
RU2285601C1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КРУТИЛЬНЫХ КОЛЕБАНИЙ | 2000 |
|
RU2203789C2 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СТАТИКО-ИМПУЛЬСНЫМ РАСКАТЫВАНИЕМ | 2005 |
|
RU2279961C1 |
| ИНСТУМЕНТ ИМПУЛЬСНО-УДАРНОГО ДЕЙСТВИЯ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2230633C1 |
| СПОСОБ РАСКАТЫВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2457096C1 |

Фиг.З
Ч
| Ультразвуковой инструмент дляупРОчНяющЕ-чиСТОВОй ОбРАбОТКипОВЕРХНОСТЕй ВРАщЕНия | 1979 |
|
SU841942A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
