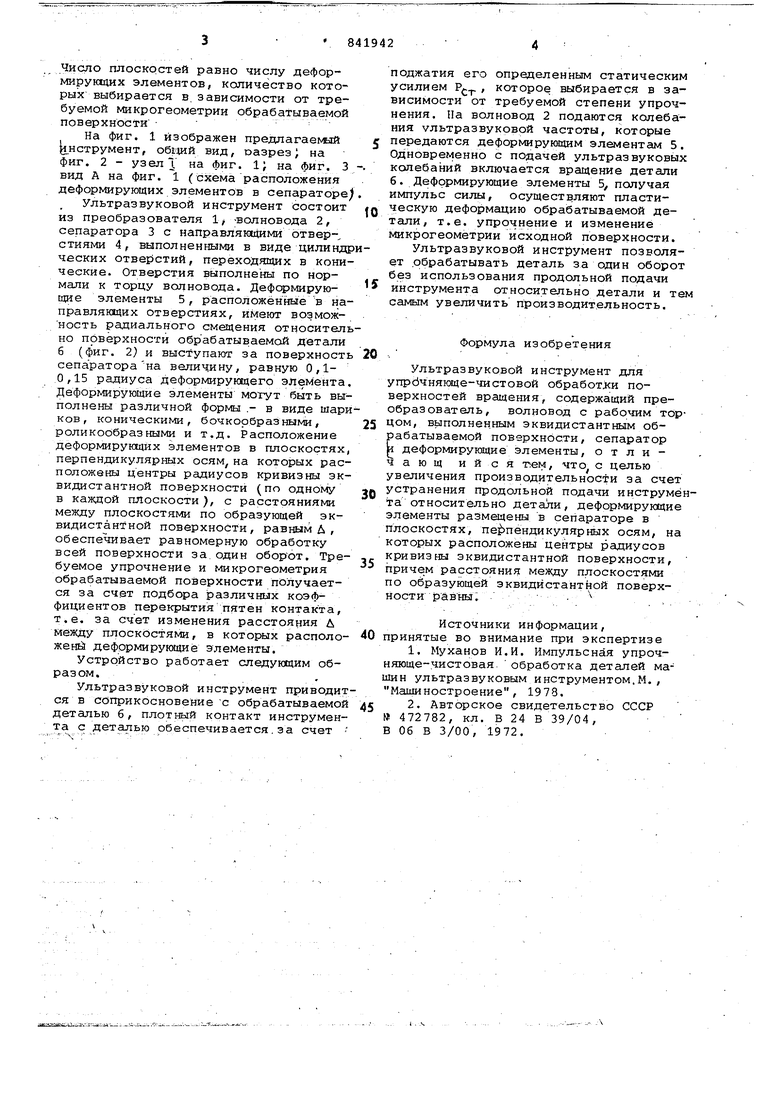
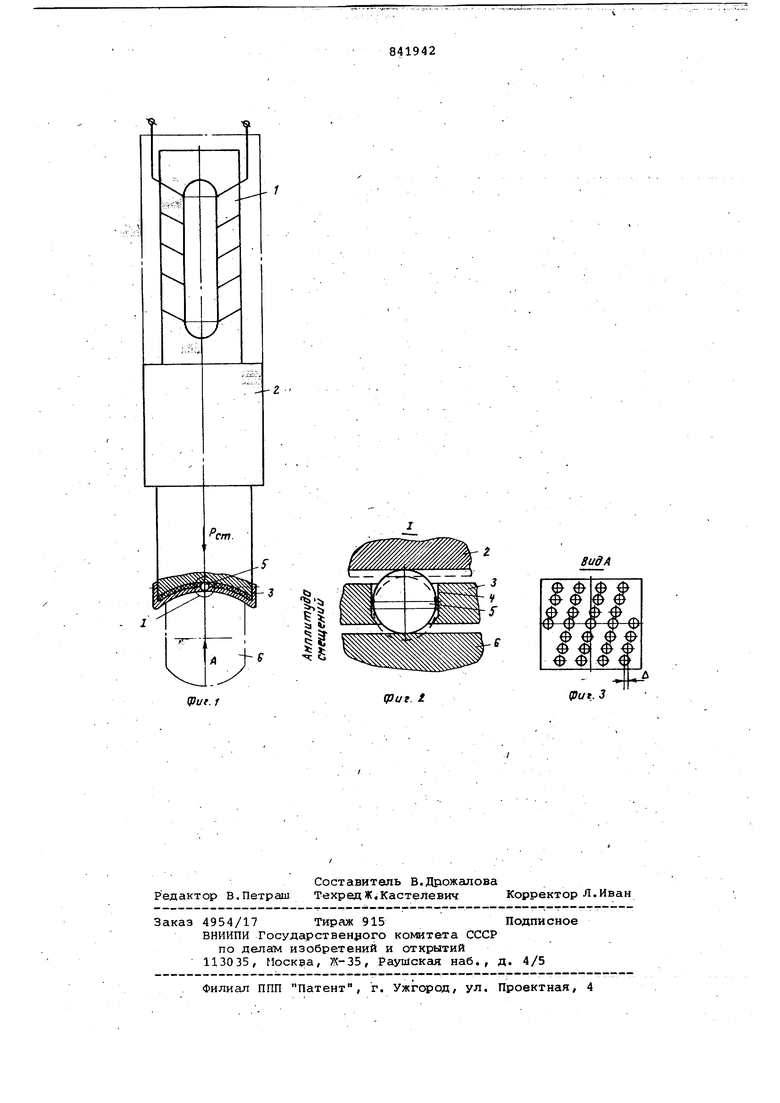
Изобретение относится к устройства применяемым для поверхностного пласти ческого деформирования и может быть использовано в машиностроении для упрочнякще-чистовой обработки деталей Известны ультразвуковые инструмент для упрочЕняюще-чистовой. обработки, в которых деформирунядие элементы крепятся к.волноводу жестко или с возможностью некоторых относительных перемещений 1 , , Этими инструментами нельзя обрабатывать поверхности вращения без продольной подачи инструмента относительно детали, так как деталь И деформирующий элемент имеют одното-. чечный контакт. Известна ультразвуковая головка для .деформационного упрочнения и релаксационной обработки, содержащая последовательно соединенные преобразователь, волновод с плоским торцом, сепаратор в форме стакана и деформиру щие элементы, расположенные в сотовом порядке . Использовать головку для обработки тел вращения без продольной подачи нельзя, так как деформирующие элементы, расположенные в сотовом порядке, будут оставлять на поверхности детали необработанные пояски, в то время как другая часть поверхности детали деформируется многократно, так как траектории движения деформирующих элементов совпадают. Многократная обработка может вызвать перенаклеп. При обработке тел вращения плоская форма торца волновода не позволяет работать всем деформирующим элементам, имеющим одинаковую длину, в этом случае в работе участвуют только те элементы, которые находятся в плоскЪсти, проходящей через продольную ось волновода и ось детали, и близлежащие к ней.Выполнить деформирующие, элементы разной длиныи одинаковой массы (для передачи одной и той же энергии) крайне сложно, Цель изобретения - увеличение производительности за счет устранения продольной подачи инструмента относительно детали. Поставленная цель дбстигается тем, что деформирующие элементы размещены в сепараторе в плоскостях, перпендикулярных осям, на которых расположены центры радиусов кривизны эквидистантной поверхности, причем расстояние между этими плоскостями по образующей эквидистантной поверхиости равны. Число плоскостей равно числу деформирукхдих элементов, количество которых выбирается в. зависимости от требуемой микрогеометрии обрабатываемой поверхности На фиг. 1 изображен предлагаемый |1нструмент, об1дий вид, разрез; на фиг. 2 - узел Т на фиг. 1; на фиг. 3 вид А на фиг. 1 (схема расположения деформирующих элементов в сепараторе) Ультразвуковой инструмент состоит из преобразователя 1/ -волновода 2, сепаратора 3 с направлякэдими отвер-, стиями 4, выполненными в виде цилиндр ческих отверстий, переходящих в конические. Отверстия выполнены по нормали к торцу волновода. Деформирующие элементы 5, расположённые в направляющих отверстиях, имеют возможность радиального смещения относитель но поверхности обрабатываемой детали 6 (фиг. 2} и выступают за поверхность сепараторана величину, равную 0,10,15 радиуса деформирующего элемента Деформирующие элементы могут быть выполнены различной формы .- в виде шари ков, коническими, бочкорбразны1Уи, роликообразными и т.д. Расположение деформирунвдих элементов в плоскостях перпендикулярньах осям, на которых расположены центры радиусов кривизны эквидистантной поверхности (по одному в каждой плоскости}, с расстояниями между плоскостями по образующей эквидистантной поверхности, равным Л, обеспечивает равномерную обработку всей поверхности за один оборот. Требуемое упрочнение и микрогеометрия обрабатываемой поверхности получается за счет подбора различных коэффициентов перекрытия пятен контакта, т.е. за счет изменения расстояния Д между плоскостями, в которых расположенй деформирующие элементы. Устройство работает следующим образом. Ультразвуковой инструмент приводит ся в соприкосновение С обрабатываемой деталью б, плотный контакт инструмента с деталью обеспечивается.за счет поджатия его определенным статическим усилием Р , которое выбирается в зависимости от требуемой степени упрочнения. Па волновод 2 подаются колебания ультразвуковой частоты, которые передаются деформирующим элементам 5. Одновременно с подачей ультразвуковых колебаний включается вращение детали 6. Деформирующие элементы 5, получая импульс силы, осуществляют пластическую деформацию обрабатываемой детали, т.е. упрочнение и изменение микрогеометрии исходной поверхности. Ультразвуковой инструмент позволяет .обрабатывать деталь за один оборот без использования продольной подачи инструмента относительно детали и тем самым увеличить производительность. Формула изобретения Ультразвуковой инструмент для упрбчнякице-чистовой обработд и поверхностей вращения, содержащий преобразователь, волновод с рабочим торцом, выполненным эквидистантным обрабатываемой поверхности, сепаратор U деформирующие элементы, о т л и чающ ийся , что с целью увеличения производительности за счет устранения продольной подачи инструмента относительно детали, деформирующие элементы размещены в сепараторе в Плоскостях, перпендикулярных осям, на которых расположёны центры радиусов кривизны эквидистантной поверхности, причем расстояния между плоскостями по образующей эквидистантной поверхности рйвны . . Источники информации, принятые во внимание при экспертизе 1.Myханов И.И. Импульсная упрочняюще-чистовая. обработка деталей машин ультразвуковым инструментом.М., Машиностроение, 1973. 2.Авторское свидетельство СССР № 472782, кл. В 24 В 39/04, В 06 В 3/00, 1972.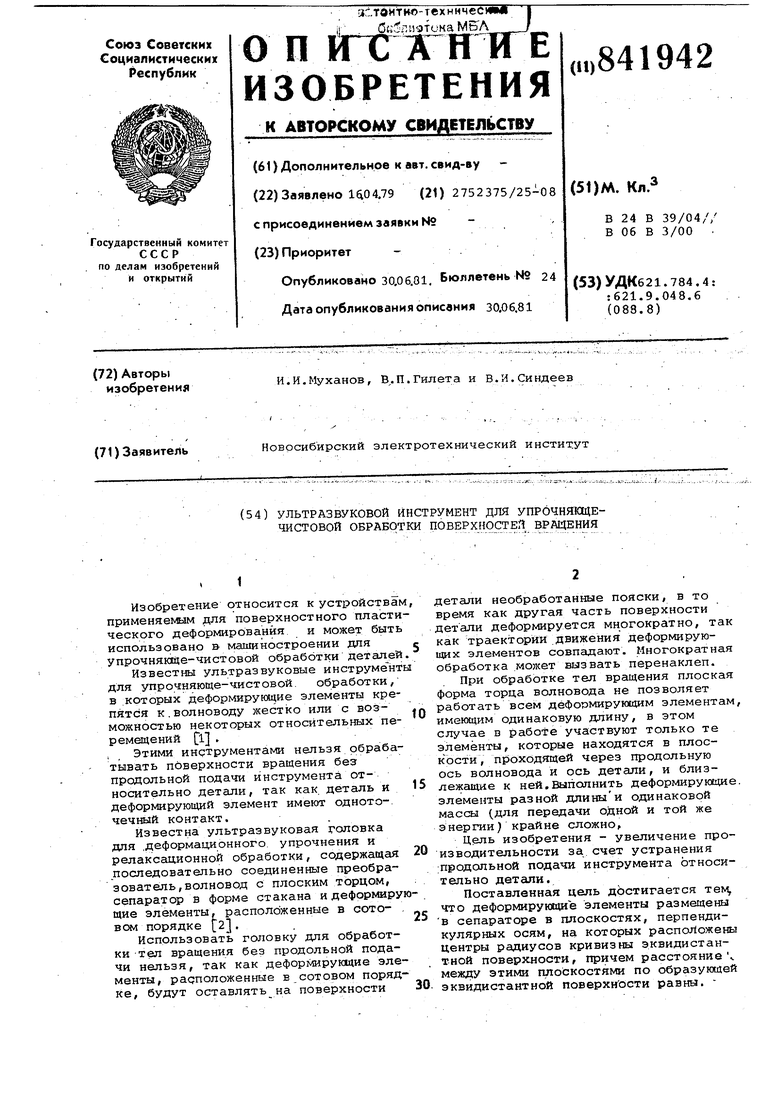
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой инструмент для упрочняюще-чистовой обработки | 1985 |
|
SU1412935A1 |
| УЛЬТРАЗВУКОВОЙ ИНСТРУМЕНТ ДЛЯ УПРОЧНЕНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2305622C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СТАТИКО-ИМПУЛЬСНЫМ РАСКАТЫВАНИЕМ | 2005 |
|
RU2279961C1 |
| ТОРОВОЕ УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2312003C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2312751C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ СТАТИКО-ИМПУЛЬСНЫМ РАСКАТЫВАНИЕМ | 2005 |
|
RU2286237C1 |
| Устройство для ультразвуковой упрочняюще-чистовой обработки сложнопрофильных поверхностей | 2023 |
|
RU2810416C1 |
| Способ упрочнения ультразвуком наружных цилиндрических поверхностей деталей и инструмент для его осуществления | 1990 |
|
SU1792822A1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КРУТИЛЬНЫХ КОЛЕБАНИЙ | 2000 |
|
RU2203789C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ | 2005 |
|
RU2283748C1 |
vn..-jab J.-...-. л
cm.
Vut.r
8udA
(Put. 3
Риг. t
