(Л
подачи, механизмы перфорацщ, резки и сварки вьтолнены в виде единого Сварочно-отрезного агрегата, содержащего верхнюю 8 и нижнюю 9 траверсы С нагревательными элементами 10, отклоняющими роликами 11, прижимными
гатангами 13 для фиксации пленки при ее поперечном разрезе, пуансоны перфорации 14, шайбы 15, верхний 16,и нижний 17 ножи для поперечного разреза пленки,, пружины 18 и 19. 1 з.п. ф-лы, 6 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления мешков из полимерных пленок | 1988 |
|
SU1684078A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1994 |
|
RU2063337C1 |
| УСТРОЙСТВО ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ | 2001 |
|
RU2192373C1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ИЗГОТОВЛЕНИЯ ПЛЕНОЧНОЙ ОБОЛОЧКИ ДЛЯ ШТАБЕЛЯ ПРЕДМЕТОВ | 2007 |
|
RU2355611C2 |
| Устройство для изготовления, наполнения и закрывания мешков | 1991 |
|
SU1838194A3 |
| УСТРОЙСТВО ДЛЯ НАДЕВАНИЯ РУКАВА ИЗ ТЕРМОУСАДОЧНОЙ ПЛЕНКИ НА ТРАНСПОРТНЫЙ ПАКЕТ | 1991 |
|
RU2013317C1 |
| Способ упаковки в эластичный рукав группы предметов | 1983 |
|
SU1161425A1 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТОВ И РУКАВОВ | 2005 |
|
RU2299841C2 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ ИЗДЕЛИЙ | 1997 |
|
RU2132775C1 |
Изобретение относится к изготовлению тары типа мешков с боковыми складками из рукавной полиэтиленовой пленки различных типоразмеров, что позволяет повысить надежность и качество изделий. Машина для производства мешков с боковыми складками из полимерного пленочного материала со-. держит рулонодержатель, механизм формования боковых складок, механизм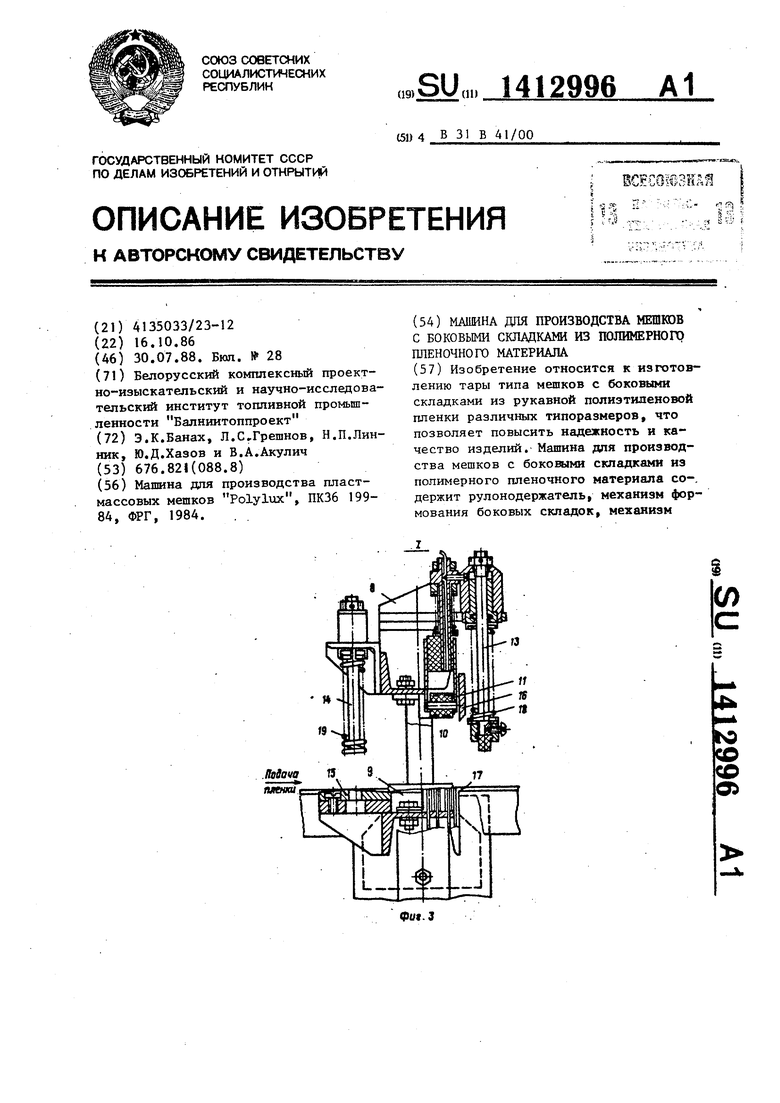
1
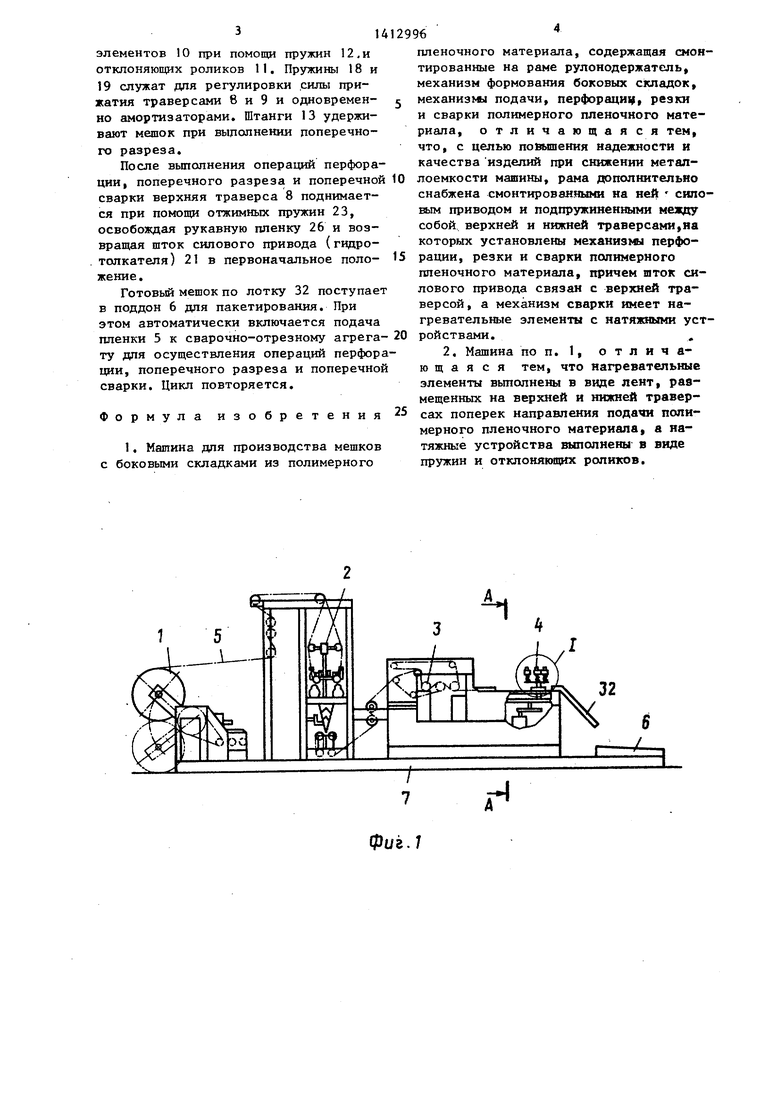
Изобретение относится к изготов- л;1ению тары типа мешков с боковыми фкладкаки из рукавной полиэтиленовой ijmeHKH различньпс типоразмеров. I Целью изобретения является повы- фение надежности и качества изделий |фй снижении металлоемкости машины. На фиг. 1 изображена схема маши- йы; на фиг. 2 - разрез А-А на фиг.1; На фиг. 3 - узел I на фиг. 1; на
фиг. 4 - момент сварки рукавной плен- |си; на фиг. 5 - готовый мешок с боковыми складками и отверстиями перфорации; на фиг. 6 - момент формирования боковых складок.
Машина содержит рулонодержатель 1 с приводом, механизм 2 формования боковых складок, механизм 3 периодической подачи с валковым ременным приводом, механизмы 4 перфорации резки и сварки полимерного пленочного материала 5, вьшолненные в виде единого сварочно-отрезного агрегата. Имеются поддон 6 и рама 7.
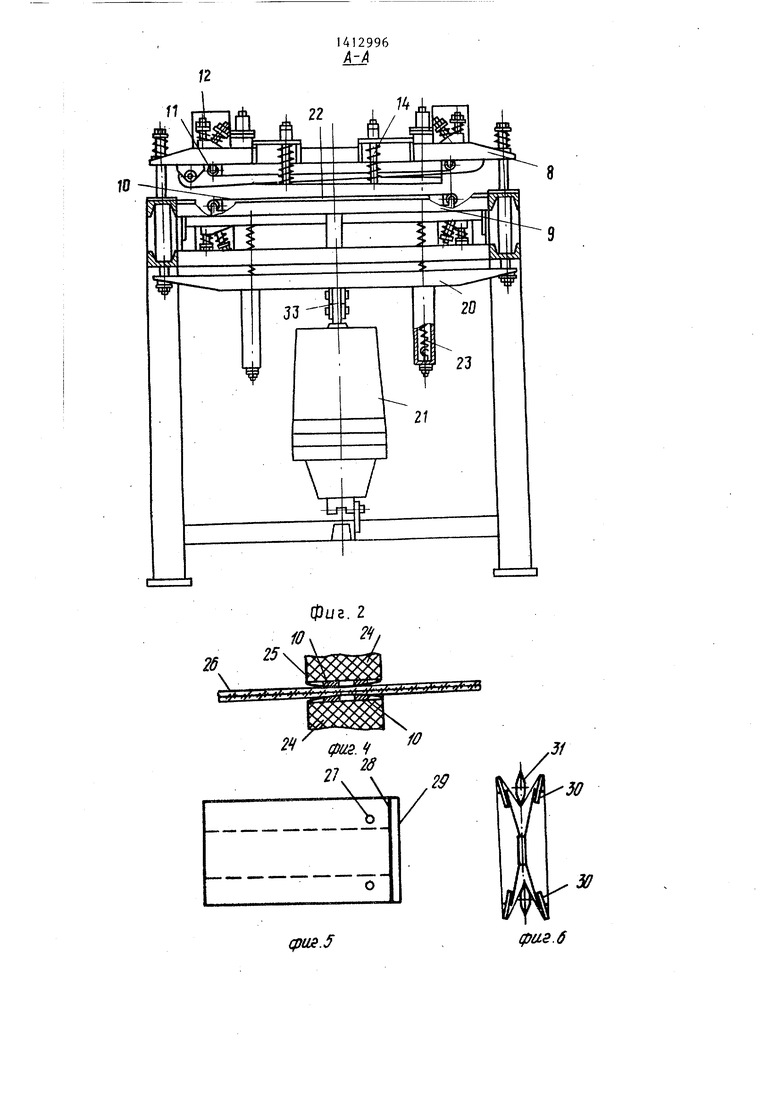
Сварочно-отрезной агрегат содержит верхнюю 8 и нижнюю траверсы 9, нагревательные элементы 10 в виде лент, отключающие ролики 11, размещенные.до концам нагревательных элементов 10, и пружины 12 для натяжных устройств, прижимные штанги 13 для фиксации рукавной пленки при ее поперечном разрезе, пуансоны 14 перфорации и шайбы 15, верхний 16 и нижний ножи 17 для поперечного разреза пленки 5, пружи- ны 18 для регулирования силы прижима пленки и амортизации, пружины 19 на держателях пуансонов 14, систему рычагов 20 для передачи усилия от штока дополнительного силового привода 21 (в виде гидротолкателя) к верхней траверсе 8, Имеются стол 22 и отжимные пружины 23 для возврата верхней траверсы 8 в исходное положение.Стек
s 0
5 о
5
0
лотексТолитовые планки 24 покрыты теф- лоновой ппенкой 25 для предотвращения прилипания полиэтиленовой пленки 26 в момент сварки к лентам нагревательных элементов 10.
Готовое изделие - полиэтиленовый мешок имеет перфорационные отверстия 27, сварной шов 28 и поперечный разрез - кромку 29.
В механизме 2 формования боковых складок на рукавной полиэтиленовой пленке 26 имеются ролики 30 формующей головки и прижимные ролики 31.
Имеется также приемный лоток 32, а силовой привод выполнен со што- ) ком 33.
Машина работает следующим рбразом.
Полимерный пленочный материал 5 {в виде рукавной полиэтиленовой пленки 26) сматывается срулонодержателя 1 и подается в механизм 2 формования боковых складок, на механизм 3 подачи и дальше к сварочно-отрезному агрегату 4. Привод рулонодержателя 1 и привод механизма 3 подачи работают синхронно, осуществляя периодически подачу рукавной пленки 26 определенной длины к сварочно-отрезному агрегату. При остановке пленки 26 автоматически подается команда на гидротолкатель 21, шток 33 которого через систему рычагов 20 опускает верхнюю траверсу 8 до контакта с нижней траверсой 9.
В момент контакта траверс 8 и 9 выполняются все три операции: перфорация пуансонами 14 и шайбами 15, поперечный разрез ножами 16 и 17, поперечная сварка контактом нагревательных элементов 10, расположенных на верхней В и нижней 9 траверсах. Для более качественного выполнения сварного шва предусмотрено постоянное натяжение лент нагревательных
1
элементов 10 при помощи пружин 12,и отклоняющих роликов 1I. Пружины 18 и 19 служат для регулировки .силы прижатия траверсами 8 и 9 и одновременно г1мортизаторами. Штанги 13 удерживают мешок при выполнении поперечного разреза.
После выполнения операций перфора
ции, поперечного разреза и поперечной 10 лоемкости машины, рама дополнительно
сварки верхняя траверса 8 поднимается при помощи отжимных пружин 23, освобождая рукавную пленку 26 и возвращая щток силового привода (гидро- толкателя) 21 в первоначальное поло- жение.
Готовьй мещок по лотку 32 поступает в поддон 6 для пакетирования. При этом автоматически включается подача пленки 5 к сварочно-отрезному агрега- ту для осуществления операций перфорации, поперечного разреза и поперечной сварки. Цикл повторяется.
Формула изобретения
пленочного материала, содержащая смонтированные на раме рулонодержатель, механизм формования боковых складок, механиз подачи, перфорациц, резки и сварки полимерного пленочного материала, отличающаяся тем, что, с целью повышения надежности и качества изделий при снижении металснабжена смонтированными на ней силовым приводом и подпружиненными между собой верхней и нижней траверсами,на которых установлены механизмы перфорации, резки и сварки полимерного пленочного материала, причем шток силового привода связан с верхней траверсой, а механизм сварки имеет нагревательные элементы с натяжными устройствами.
2, Машина по п. 1, отличающаяся тем, что нагревательные элементы вьтолнены в виде лент, размещенных на верхней и нижней траверсах поперек направления подачи полимерного пленочного материала, а натяжные устройства выполнены в виде пружин и отклоняющих роликов.
11
(fUS. 26
21
29
| Машина для производства пластмассовых мешков Polylixx, ПК36 199- 84, ФРГ, 1984. |
