(21)4137088/23-02
(22)07.07.86
(46) .30.07.88. Бюл. № 28
(72) Ю.С.Ушаков, В.А.Колпаков,
В.П-.Деев, А.И.Чуваенков, В.В.Красноперов, С.М.Варьян, Н.В.Косовой
и В.М.Истягин
(53)621.785.796 (088.8)
(56)Авторское свидетельство СССР № 794244, кл. С 21 D 9/22, 1979.
Авторское свидетельство СССР № 1368336, кл. С 21 D 9/22, 1987.
(54)СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ БЫСТРОРЕ}КУЩИХ СТАЛЕЙ
(57)Изобретение относится к металлургии, а именно к термической обработке инструментальных сталей, и может быть использовано для обработки
быстрорежущих сталей. Цель изобретения - улучшение эксплуатационных характеристик путем равномерного распределения ультрадисперсных карбидов и интерметаллидов в объеме зерна и достижения максимального эффекта кар- боинтерметаллического упрочнения. Изготовленный из кобальтовой быстрорежущей стали инструмент подвергают аустенизации и закалке в масло. Затем проводят четырехступенчатых отпуск при 280-350°С в течение 60- . 80 мин, при 500-540 С - 15-20 мин, при 560-570°С - 15-20 мин и при 600- 620°С - 5-10 мин. После этого проводят охлаждение в масле до комнатной температуры и второй отпуск при 520- 540°С в течение 30-40 мин. 7 табл.
с S
СО
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки быстрорежущих сталей | 1986 |
|
SU1444368A1 |
| Способ термической обработки вольфрамовых и вольфрамомолибденовых быстрорежущих сталей | 1986 |
|
SU1368336A1 |
| Способ термической обработки инструмента из быстрорежущей стали | 1978 |
|
SU1068512A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНОГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 1992 |
|
RU2023028C1 |
| Способ термической обработки быстрорежущих сталей | 1991 |
|
SU1788980A3 |
| Способ термической обработки инструмента из быстрорежущей стали | 1979 |
|
SU933750A1 |
| СПОСОБ ТЕРМОМАГНИТНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ИНСТРУМЕНТАЛЬНОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2004 |
|
RU2273670C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2014 |
|
RU2563382C1 |
| СПОСОБ ТЕРМИЧЕСКОГО УЛУЧШЕНИЯ ИНСТРУМЕНТА | 2014 |
|
RU2547978C1 |
| Способ термической обработки режущего инструмента из быстрорежущей стали | 1989 |
|
SU1837079A1 |
4
00
00
Изобретение относится к металлургии, а именно к термической обработ- ке инструментальных: сталей, и может быть использовано для обработки быст- рорежущих сталей.
Цель изобретения - улучшение эксплуатационных характеристик.
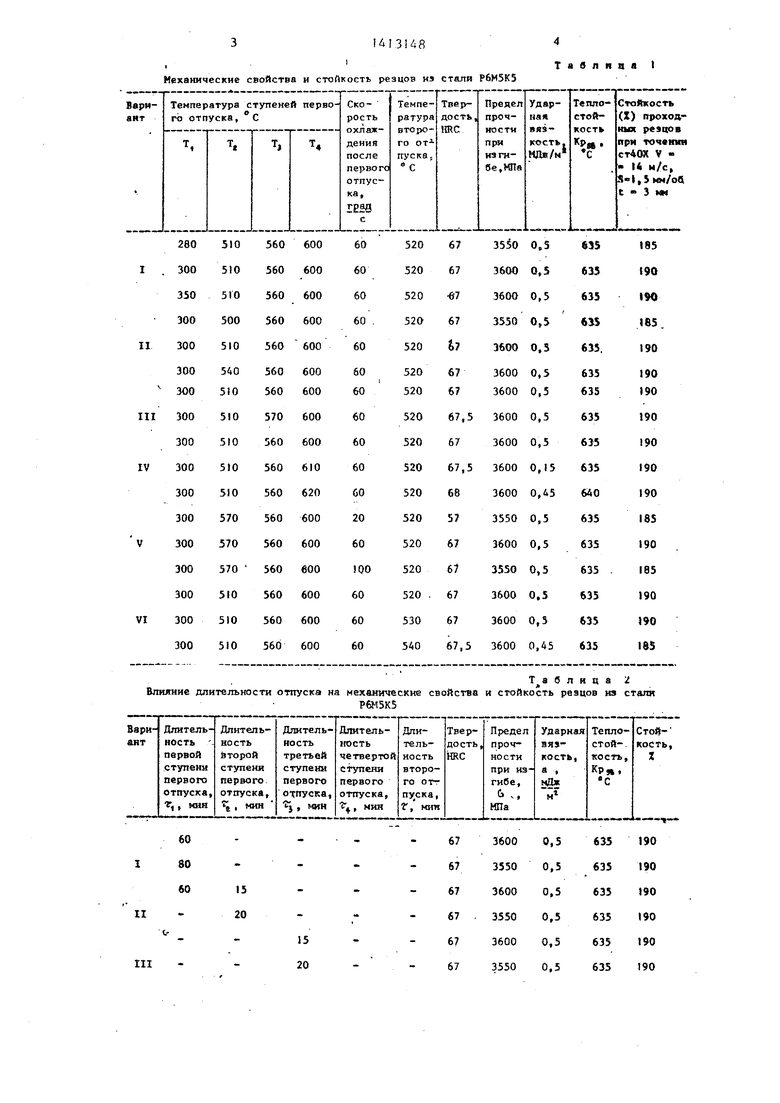
Пример 1, Изготовленные из стали Р6М5К5 образцы для механических to испытаний и проходные резцы сечением 25x16 подвергали аустенизации в соля- ной ванне при с двумя подогре- вами: первый при 450°С и второй при . Образня и резцы закаливали .в 15 масло. Затем бып проведен отпуск по следующим шести вариантам:
Iвариант - температуры 2, 3 и 4 ступеней первого отпуска, скорость охлаждения после первого отпуска, 20 температура второго отпуска постоянны, температура ступени различна;
IIвариант.- температуры 1, 3 и 4 ступеней первого отпуска, скорость охлаждения температура второго отпус- 25 ка постоянны, температура 2 ступени различна;
IIIвариант - температуры 1,2 и 4 ступеней первого отпуска, скорость охлаждения, температура второго от- ЗО пуска постоянны, температура 3 ступени различна;
IVвариант - температуры 1, 2 и 3 ступени, скорость охлаждения, температура второго отпуска постоянны, температура 4 ступени различна;
Vвариант - температуры 1, 2, 3 и 4 ступени, температура второго отпуска постоянны, скорость охлаждения . после первого отпуска различна; ,Q
VIвариант - температуры 1,2, 3 и 4 ступеней, скорость охлаждения пос тоянны, температура второго отпуска различна.
35
Механические свойства и стойкость резцов, обработанных по ука занным шести вариантам, представлены в табл. 1 и .2.
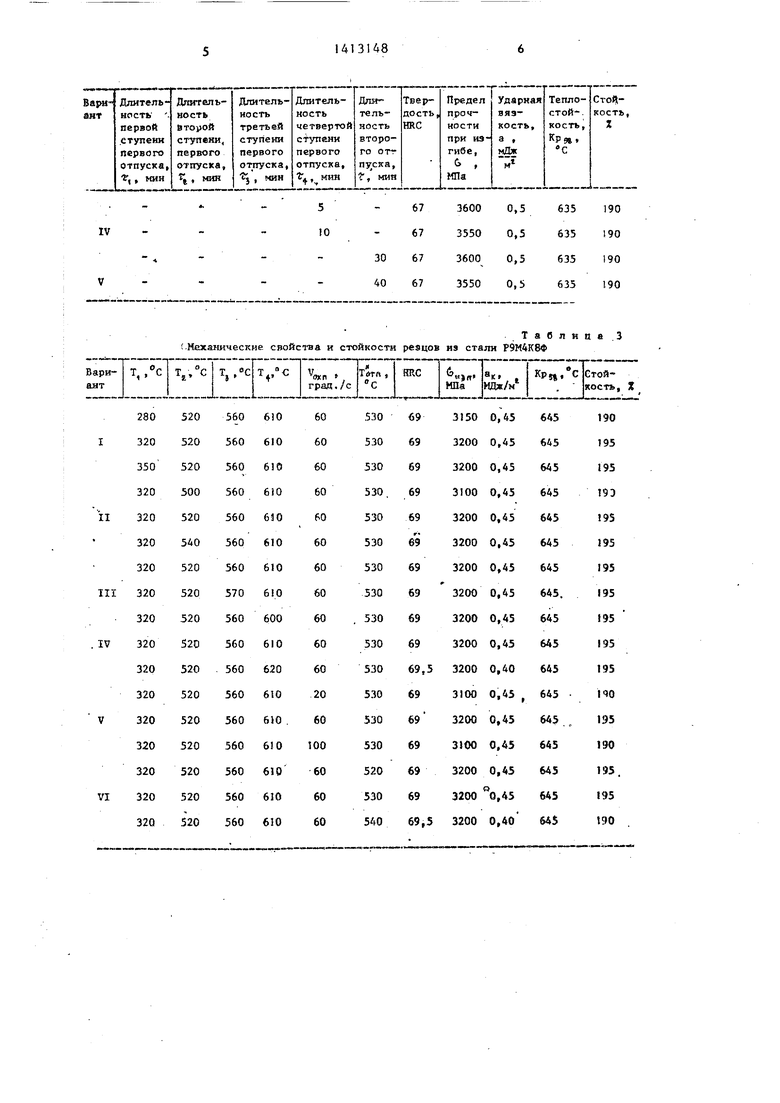
Пример 2. Образцы для механических испытаний и проходные резцы сечением 25x16, изготовленные из стали Р9М4К8Ф, подвергали аустенизации
to 15
20
25
ЗО
,Q
5
5
0
в соляной ванне при с двумя подогревами: первый при и второй при 820 С. Образ11ы и резцы закаливали в масло. Яатем бып проведен отпуск по шести вариантам, указанным в примере 1.
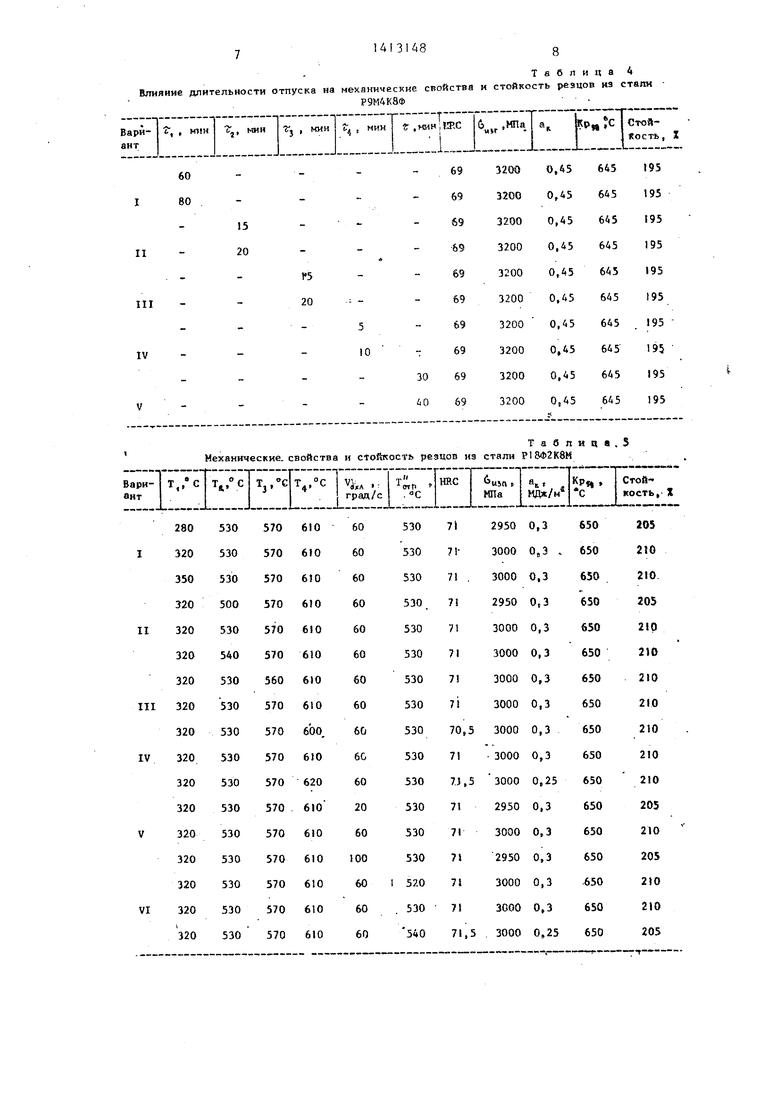
Механические свойства и стойкость резцов из стали Р9М4К8Ф представлены в табл. 3 и 4.
Пример 3, Образцы для механических испытаний и проходные резцы сечением 25x16, изготовленные из стали Р18Ф2К8М, подвергали аустенизации в соляной ванне при 1270°С с двумя по- подогревами: первый при 500°С и второй при . Образцы и резцы зака.- ливали в масло. Затем бып проведен отпуск по шести вариантам, /указаншлм в примере 1.
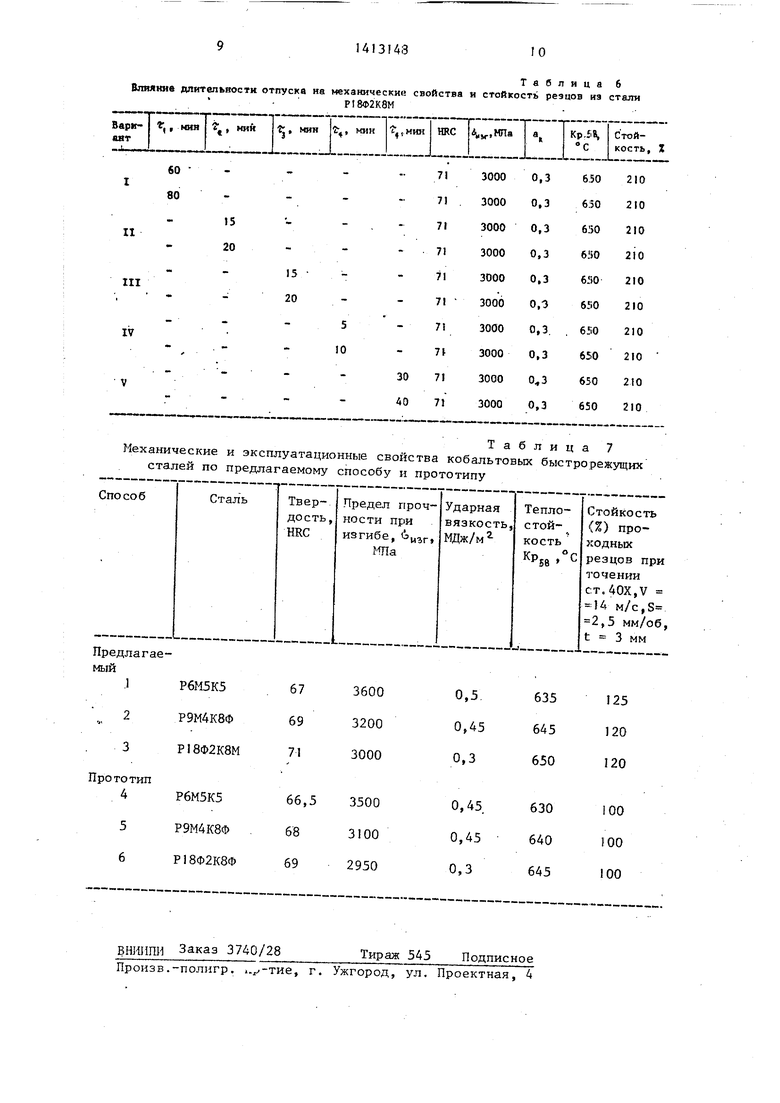
Механические свойства и стойкость резцов из стали Р18Ф2К8М представлены в табл. 5 и 6.
Механические свойства и стойкость резцов из стали Р6М5К5, Р9М4К8, Р18Ф2К8М, обработанных, по предлагаемому способу, в сравнении со свойствами и стойкостью резцов из тех же сталей, обработанных по прототипу, представлены в табл. 7.
Использование предлагаемого способа термической обработки позволяет на 20-25% повысить режущую стойкость инструментов из кобальтовых быстрорежущих сталей.
Формула изобретения
Способ термической обработки быст рорежущих сталей, преимущественно содержащих кобальт, включающий аустени- зацию, закалку, первый многоступенчатый отпуск с температурой и длительностью выдержки: на первой ступени 280-350°, 60-80 мин, на второй ступени 500-540 С5 15-20 мин, на третьей ступени 560-570°С, 15-20 миН, промежуточное охлаждение и окончательный отпуск, отличающийся тем, что, с целью улучшения эксплуатационных характеристик, при первом отпуске проводят дополнительно четвертую ступень с температурой и длительностью 600-620 С, 5-10 мин.
Механические свойства и стойкость р«зцов иэ стели Р6М5К5
Т а б л я ц а I
Влияние длительности отпуска на
Таблица 4 механические свойства и стойкость резцов из стали
Р9М4КЗФ
Bapir- «шт
Тг-,, кияТг,,
мин
60 80
II
15 20
Т а б л и ц а 7
Механические и эксплуатационные свойства кобальтовых быстрорежущих сталей по предлагаемому способу и прототипу
