00 00
00
I
Изобретение относится к металлургии, конкретнее к термической обра ботке инструментальных сталей, и может быть использовано для обработки быстрорежущих сталей.
Целью изобретения является улучше ние эксплуатационных характеристик путем равномерного распределения уль традиснерсных карбидов в объеме зер- на.
Пример 1, Изготовленные из стали Р18 образгця для механических испытаний и проходные pesujji сечением
25x16 подвергают аустенизации в соля с двумя подогре
НОИ ванне при вамп: первый при 500°С и второй при 82U°C. Образцы и резцы закалившот в масло, затем проводят отпуск по пя ти вариантам и с различными временами, отпуска.
Вариант 1, Температура 2 и 3 ступени первого отпуска, скорость охлаж дения после первого отпуска и температура второго отпуска постоянны, температура 1 ступени различна.
Вариант 2. Температура 1 и 3 ступени, скорость охлажденпя после первого отпуска и температура второго отпуска постоянны, температура 2 ступени различна.
Вариант 3. Температура 1 и 2 ступени, скорость охлаждения после первого отпуска и температура второго отпуска постоянны, температура 2 стпени различна.
Вариант 4. Температура 1, 2 и 3 ступени, скорость охлалсдепия после первого отпуска постоянны, температра второго отпуска различна.
Вариант 5. Температура 1, 2 и 3 ступени, температура второго отпуск постоянны, скорость охлаждения посл первого отпуска различна.
Обработан1Лз1е по оптимальным режи мам образщл имеют твердость 65HRC, предел ггрочности при изгибе 4000 МП и ударную вязкость 0,5 МДж/м .
П р и м е р 2. Изготовленные и стали РбМ5 образцы для механических иснытаний и проходные резцы сечение 25x16 подвергают аустенизации в солной ванне при 1220 С с двумя подогревами: первый при 450 С и второй при 810°С. Образцы и резцы закаливают в масло, затем проводят отпуск п пяти вариантам, а также с различным вр вменами отпуска.
2
пуска пострянны,
0
5
Вариант 1. Температура 2 и 3 ступени первого отпуска, скорость охлаждения после первого отпуска и температура второго отпуска постоянны, температура 1 ступени различна.
Вариант 2. Температура 1 и 3 ступени, скорость охлаждения после первого отпуска, температура второго от- пуска постоянны, температура 2 ступени различна.
Вариант 3. Температура 1 и 2 ступени, скорость охлаждения после первого отпуска, температура второго от- температура 3 ступени различна.
Вариант 4. Температура 1, 2 и 3 ступени, температура второго отпуска постоянны, скорость охлаждения после первого отпуска различна.
Вариант 5..Температура 1, 2 и 3 ступени, скорость охлаждения после первого отпуска постоянны, температура второго отпуска различна.
Обработанные по оптимальным режи- i мам образцы имеют твердость бЗЫЕС., ; предел прочности при изгибе 5000 Ша и ударную вязкость 0,6 МДж/м,
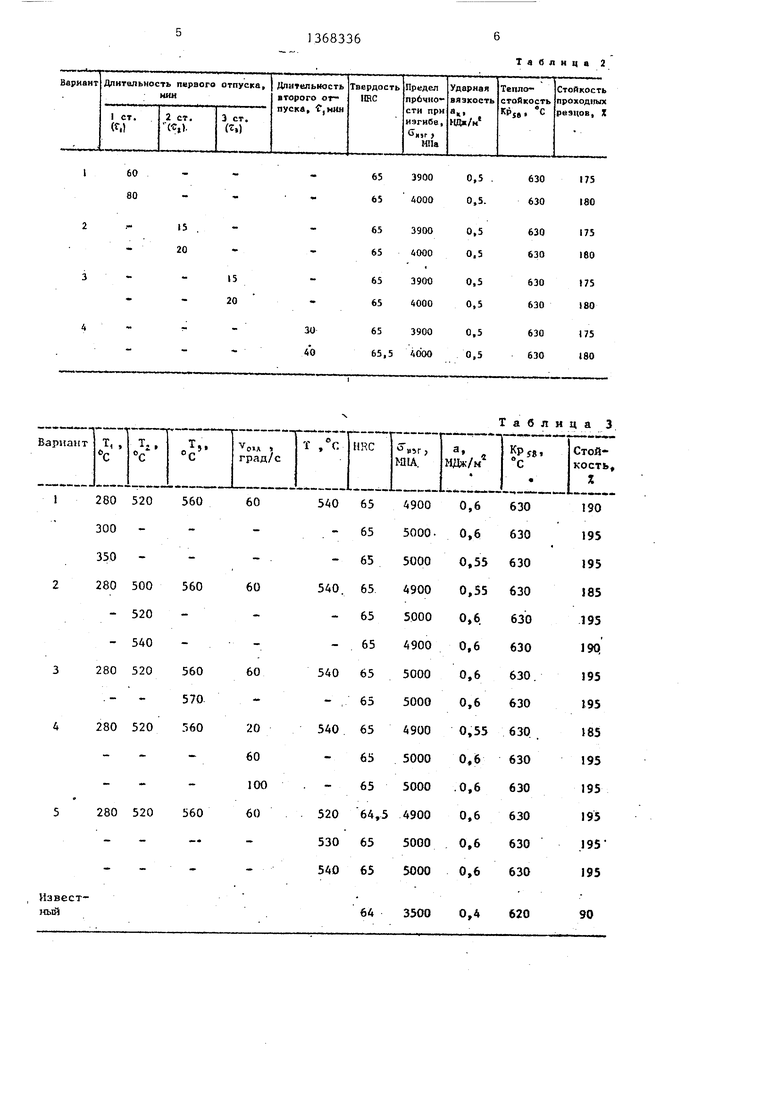
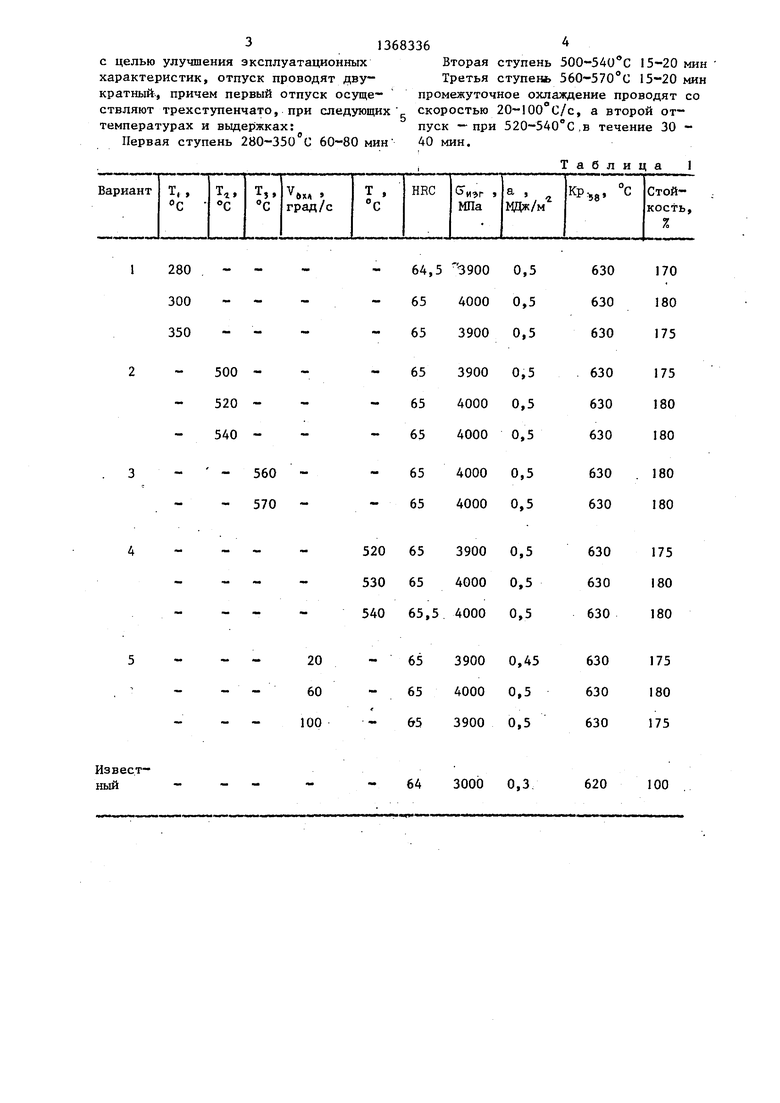
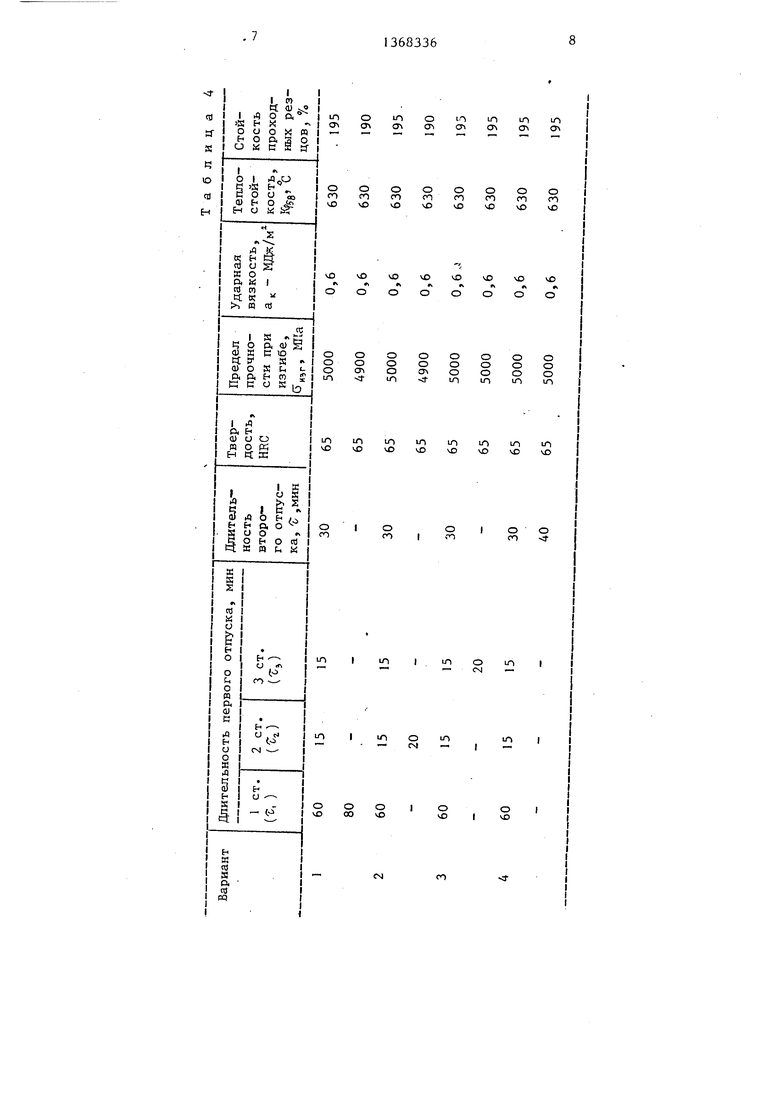
Механические свойства и стойкость
30
35
резцов из стали Р18 даны в табл. 1; влияние длительности отпуска на механические свойства и стойкость резцов из стали Р18 - в табл. 2; механические свойства и стойкость резцов из стали РбМ5 - в табл. 3; влияние длительности отпуска на механические свойства и стойкость резцов из стали РбМ5 - в табл. 4.
Стойкость испытания - точение ста 4Q :ш 40Х, V 14 м/с, S 1,5 мм/об ,. t - 3 мм. За 100% стойкость принимается стойкость резцов, обработанных по известному способу.
45 Использование предлагаемого способа термической обработки позволяет в 1,5-2 раза повысить режущую стойкость инструментов из вольфрамовых и воль- фрамомолибденовых быстрорежущих сталей.
50
Формула изобретения
Способ термической обработки воль- фрамовых и вольфрамомолибденовых быстрорежущих сталей, включающий аусте- низацию, закалку н многократный отпуск с промежуточным охлаждением, отличающийся тем, что.
Таблица 2
31368336
с целью улучшения эксплуатационных Вторая ступень ЗОО-ЗДО С 13-20 мин характеристик, отпуск проводят дву- Третья ступень 360-370°С 13-20 мин кратный, причем первый отпуск осуще- промежуточное охлаждение проводят со ствляют трехступенчато, при следующих скоростью 20-100 С/с, а второй от- температурах и выдержках:пуск -при 320-340 С ,в течение 30 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки быстрорежущих сталей | 1986 |
|
SU1444368A1 |
| Способ термической обработки быстрорежущих сталей | 1986 |
|
SU1413148A1 |
| Способ термической обработки быстрорежущих сталей | 1991 |
|
SU1788980A3 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНОГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 1992 |
|
RU2023028C1 |
| Способ термической обработки инструмента из быстрорежущей стали | 1979 |
|
SU933750A1 |
| Способ термической обработки инструмента из быстрорежущей стали | 1978 |
|
SU1068512A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2014 |
|
RU2563382C1 |
| Способ изготовления металлокерамических изделий на основе быстрорежущих сталей | 1986 |
|
SU1404179A1 |
| Способ отжига быстрорежущей стали | 1979 |
|
SU945196A1 |
| Способ термической обработки инструмента из быстрорежущей стали | 1982 |
|
SU1171542A1 |

Первая ступень 280-330 С 60-80 мин 40 мин.
. ---300320540 -360
-370
20
60
100
Известный
Таблица
64 3000 0,3.
620
100
| Авторское, свидетельство СССР № 797244, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Александрович Б | |||
| Л | |||
| Металловедение и термообработка металлов | |||
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
