Известны станки для форлювания многопустотных блоков, преимущественно для прокладки Б них электрокабельных и телефонных сетей. Известные станки включают подъемно-опускной стол, бездонную форму, образованную двумя парами параллельных и взаимно перпендикулярных бортов, смонтированный на передвижно каретке пустотообразователь, загружающее устройство и вибропригруз с приводом от силовых гидроцилиндров.
Предложенный станок того же назначения, что и известные раньше станки обеспечивает уплотнение уложенной в формы массы в продольном направлении. Это достигается за счет того, что торцовые борта с отверстиями для прохода через них стержней пустотообразователя смонтированы на штоках силовых цилиндров. Гидроцилиндры перемещают торцовые борта навстречу друг другу в пределах, установленных соответственно длине блока, в форме концевых упоров-выключателей.
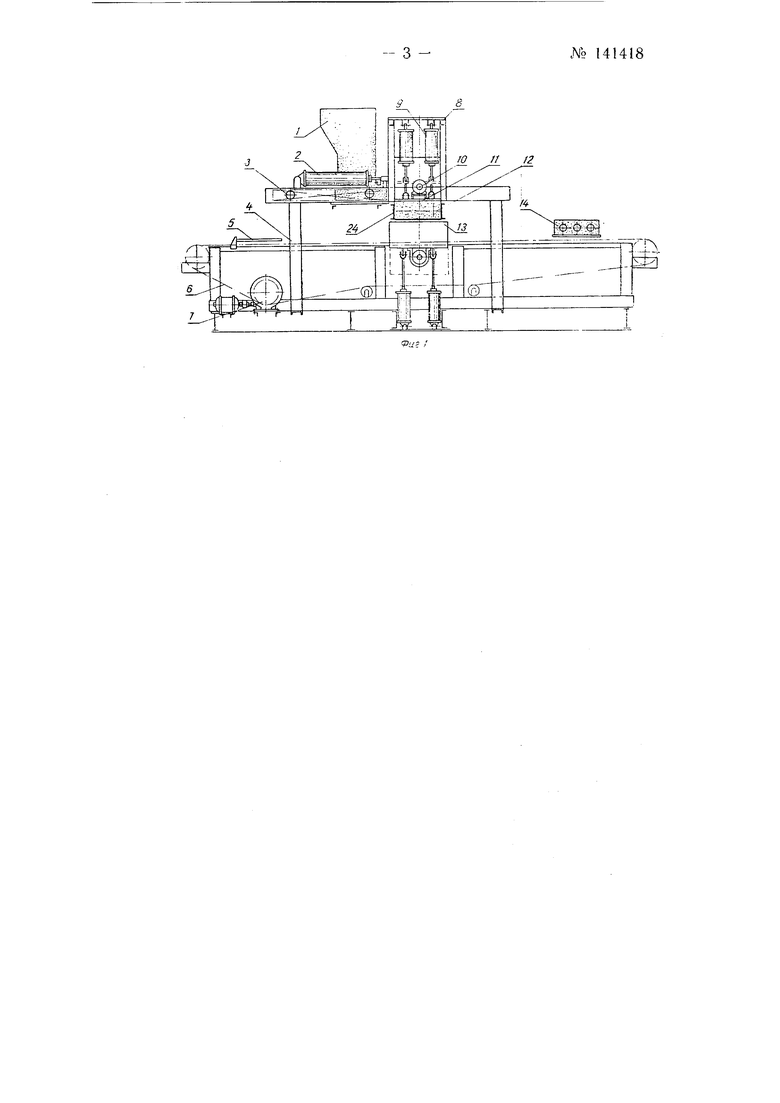
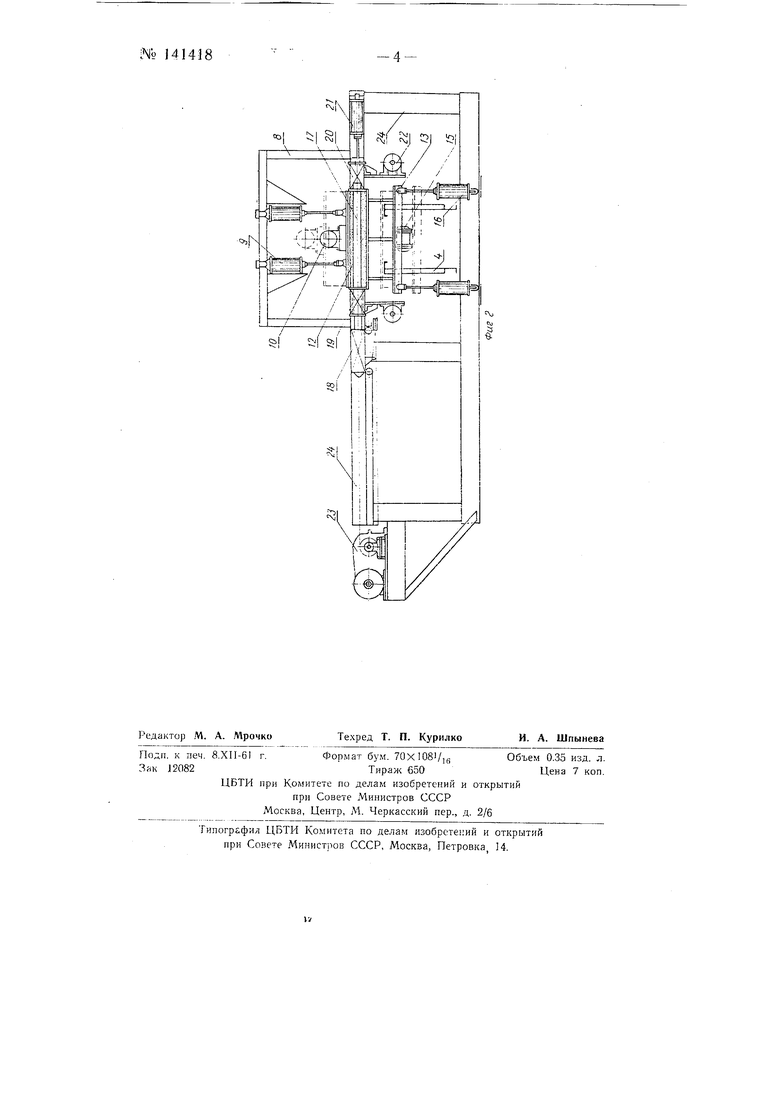
На фиг. 1 изображен схематически предложенный станок, вид спереди; на фиг. 2 - то же, вид сбоку.
Станок состоит из бункера /, иневмоцилиндров 2 дозировочной каретки 5, рамы 4 транспортера, поддона 5, транспортерной цепи 6, привода 7, рамы 8 пневмопригруза, цилиндров 9 пневмопригруза, вибратора 10, плиты 11 пневмопригруза, формуемого изделия 12, подъемного стола 13, готового изделия 14, вибратора 15, пневмоцилиндров 16 стола, цустотообразователя 17 с кареткой 18, левого 19 и правого 20 торцовых бортов формы, пневмоцилиндров 21 силовых, вибраторов 22, лебедки 23 и рамы 24.
Во время работы включением воздушного клапана подается воздух в пневмоцилиндры 16 подъема стола, который, поднимаясь в направляющих по вертикали, поднимает поддон и -прижимает его к нижней части формы, образуя дно формы и автоматически включает электродвигатель
№ 141418- 2 лебедки 23 подачи пустотообразователей в форму. Выключается электродвигатель концевым выключателем в момент, когда пуансоны вошли в форму.
Затем включением воздушного клапана подается воздух в пневмоцилиндры 2 подачи каретки для загрузки формы. При движении каретки автоматически включаются вибраторы 22 торцов формы и вибратиры 15 подъемного стола. При этом включается воздушный клапан подачи воздуха в пневмоцилиндры 21 иеремешения торцов формы, которые перемещаются до концевых упоров-выключателей, сжимая торцы блока до необходимого размера.
Переключением клапана загрузочная каретка при помощи пневмоцилиндров возвращается в исходное положение, срезая излишки массы с поверхности формы. После чего подается воздух в пневмоцилиндры 9 пневмопригруза, которыми по направляющим опускается плита 11 пригруза на поверхность массы, при этом автоматически включается вибратор 10 и уплотняется поверхность блока. Все вибраторы автоматически выключаются при достил ении заданных размеров блока по высоте; затем включается привод лебедки извлечения пустотообразователей, который выключается концевым выключением в момент, когда они вышли из блока.
Переключением воздушного клапана пневмоцилиндрами 21 раздвигаются торцы формы, освобождая блок и переключением воздушного клапана опускается стол 13, опуская блок на поддоне на цепной транспортер, привод которого при этом автоматически включается и блок выходит под разгрузку, а установленный на цепь транспортера поддон подходит под форму.
При подходе к транспортеру поддона с блоком концевым выключателем транспортер выключается. Для снятия блоков с транспортера необходимо применить пневмосъемник, при помощи которого блоки укладывать на этажерку по 6-8 щт. (в зависимости от размера пропарочных камер-автОКлавоБ и грузоподъемности крана), поданную к станку краном. Этим же краном загруженные этажерки подавать в камеры или на тележки.
Предложенный станок внедрен в производство и рекомендован для дальнейшего использования в промышленности.
Предмет- изобретения
Станок для формования многопустотных блоков, преимущественно для прокладки в них электрокабельных и телефонных сетей, включающий подъемно-опускной вибростол, бездонную форму, образованную двумя продольными и двумя торцовыми бортами, пустотообразователь, смонтированный на передвижной каретке, загружающее форму устройство и вибропригруз с приводом от силовых цилиндров, отличающийся тем, что для уплотнения массы в форме в продольном ее направлении, торцовые борты с отверстиями для прохода через них стержней пустотообразователя монтированы на штоках силовых цилиндров, обеспечивающих их перемещение в форме навстречу друг другу в пределах установленных в форме концевых упоров-выключателей соответственно длине блока.
ЛТ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОПУСТОТНЫХ | 1973 |
|
SU361884A1 |
| Станок для формования многопустотных блоков из бетонных смесей | 1991 |
|
SU1794674A1 |
| Автоматическая установка для непрерывного формования быстротвердеющих многопустотных строительных изделий, например панелей | 1958 |
|
SU124858A1 |
| Установка для формования многопустотных изделий | 1980 |
|
SU963860A1 |
| Установка для формования многопустотных панелей | 1982 |
|
SU1159781A1 |
| Установка для изготовления многопустотных строительных конструкций | 1982 |
|
SU1092041A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1971 |
|
SU292788A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ БЛОКОВ ИЗ АРМИРОВАННОЙ ВОЛОКНАМИ ПОЛИСТИРОЛБЕТОННОЙ СМЕСИ | 2006 |
|
RU2336162C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ МНОГОПУСТОТНЫХ ПЛИТ1Известна установка для формования железобетонных многопустотных плит, включающая шарнирно закрепленные одним концом нустотообразователи-пуансоны и устройство для стягивания форм с пустотообразователен.Это достигается тем, что пустотообразовате- ли-пуансоны шарнирно закреплены на поворотно-приводных рычагах-фиксаторах, а устройство для стягивания форм с пустотообра- зователей выполнено разноскоростным, например, с канатным транспортером и гидравлическим толкателем. | 1973 |
|
SU399374A1 |
| Установка для формования пустотных железобетонных изделий | 1979 |
|
SU961976A1 |