Изобретение относится к станкостроению и может быть использовано в станках с автоматической сменой инструмента.
Целью изобретения является повышение надежности работы головки путем у 1еньшения количества промежуточных элементов при одновременном снижении трудоемкости ее изготовления.
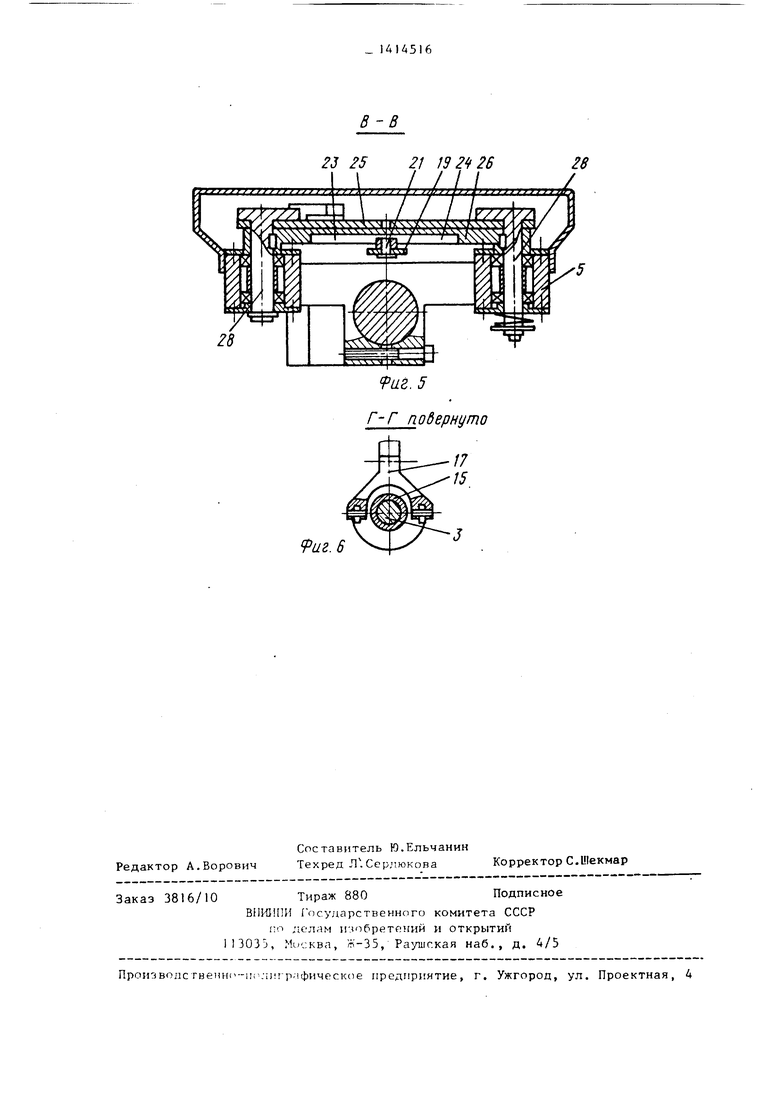
На фиг.1 показана кинематическая схема автоматической револьверной головки; на фиг.2 - разрез А-А на фиг.1; на фиг.З - конструктивное исполнение головки; на фиг.Д - разрез Б-Б на фиг.З; на фиг.5 - разрез В-В на фиг. 4; па фиг. 6 - сечете Г-Г на фиг. 3.
Головка содержит основание 1, в котором размещается пиноль 2, несу- гдая 1;ентралы ь;н вал 3. Вал 3 установлен в nKiiojui 2 с возможностью вращения др:1га : ел :м 4 -шрез ременную передачу (яе показана ), а пиноль 2 уста- нонлена в основании 1 с нозможностью осевого переме1цения двигателем 5.
На торце пиноли 2 закрепляется головка 6, содер /кащая корпус 7 и инст- рументалы&1Й барабан 8, установленны с ьозможиос гыо noBopivra на оси 9, Ha клонно закренденной ь корпусе 7. В барабане 8 смонтировано несколько равноудаленных от ос-и 9 равнораспо- ложенных шпинделей 10, у которых на одном конне установлены инструментальные патроны 11 с инструментами 12, а 750 другом - зубчатые нолумуф- ты 13.
Ведущая полумуфта 14 установлена на подпружинен-Hosi втулке 15, а последняя смо}1тирована на приводном валу 3 и связана с ним нчюнкой 16. Втулка 15 рычагом 17 связана с кулачком 18, закрепленньм на кривошипе 9 Кривошип 19 установлен в корпусе 7 с возможностью сцепления с мальтийским крестом 20, закрепленным на барабане 8, цевкой 21. Кривошип 19 кинематически С1зязан конической зубчатой парой (не показана) с реверсивным двигателем 22. Цевка 21 кривошипа 19 имеет возможность зацепляться с торцовыми пазами 23 и 2А зубчатых колес 25 и 26, установленных в корпусе 7, а также с пазами 27 креста 20. Концы осей 28 зубчатых колес 25 и 26, на которых иыгюлнены .пысь 29, установлены к гнезда 30 фиксации барабана
0 5
Q
5
,-, с
8. Число гнезд 30 равно ипи кратно числу шпинделей 10.
Автоматическая револьверная головка работает следующим образом.
В исходном положении полумуфта 13 сцеплена с ведущей полумуфтой 14,при этом один из шпинделей 10 включен в работу. Выполняется обработка отверстия детали инструментом 12. Вращение инструмента осуществляется двигателем 4, а подача - двигателем 5 согласно общей циклограмме работы станка.
Цри смене работающего шпинделя 10 включается реверсивньй двигатель 22. Вращение передается кривошипу 19, Кулачок 18 действует на рычаг 17, другой конец которого смещает подпружиненную втулку 15, расцепляя полумуфты 13 и 14. Вращение работающего шпинделя 10 прекращается, а поворот кривошипа 9 при этом продолжается. При осуществлении расцепления полумуфт и выключении вршцения работающего шпи}вделя цевка 21 заходит в паз 24, скользит по нему и вращает зубчатое колесо 26 вокруг оси 28. При вращении кривошипа 19 против часовой стрелки зубчатое колесо 26 поворачивается по часовой стрелке. Ось 28 поворачивается на определенный угол, при этом к гнезду 30 барабана 8 ось 28 поворачивается лыской 29. При наличии связи колес 25 и 26 ось 28 зубчатого колеса 25 обращается своей лыс.кой к гнезду 30. Цевка 21 при продолжающемся вращении кривошипа 19 выходит из паза 24, что соответствует Ы)ишл}1ению операции расфиксации бара- Rana 8.
Далее цевка 21, сцепляясь при вращении кривошипа 19 с пазом 27 креста 20, осуществляет поворот барабана относительно оси 9. Дальнейшее вращение кривошипа 19 приводит к зацеплению цевки 21 с пазом 23 зубчатого колеса 25. Ос таествляется возврат колеса 25 в исходное положение. Ось 28 своим концом помещается в гнездо 30. При этом в сяоем гнезде размещается и ось 28 колеса 26, чем обеспечивается надежная фиксация углового барабана 8 относительно корпуса 7. Одновременно с фнкс:аиней барабана 8 под действием пружины опускается втулка 15 с полуму.ф той 14 до сцепления с по- лум фтой 13, устаиопленной на следующем шпинд.сле 10. Рычаг 17 при этом ноз1 ра;;ии.Т1-я в исходное положение.
Вращение кривошипа 19 прекращается, включается осевая подача инструмента к заготовке (не показана). Далее цикл повторяется.
Предлагаемая конструкция головки повышает надежность и быстродействие за счет отсутствия промежуточных команд и дополнительных устройств для управления ходом, цикла. Наличие реверсивного привода позволяет вывести требуемый шпиндель с инструментом в рабочее положение по кратчайшему пути, что обеспечивает повышение производитепьности обработки.
Формула изобретения
Автоматическая револьверная головка, содержащая установленный в корпусе центральный приводной вал с ведущей полумуфтой, угловой инструментальный барабан с гнездами фиксации.
g
о
снабженный ияструме11тальт|Пии гппиндс,- лями с полумуфтами, рычаг сцепления полумуфт, привод поворота инструментального барабана, включакяций установленный в корпусе кривошип с цепкой и мальтийский крест, закрепленный на барабане, отличающаяся тем, что, с целью повышения надежности работы при одновременном снижении трудоемкости ее изготовления, упрощения конструкции, револьверная головка снабжена двумя находящимися между собой в зацеплении ципиндричес- кими зубчатыми колесами с валами, которые установлены в корпусе с возможностью периодического взаимодействия с гнездами барабана, и кулачком управления рычагом сцепления полумуфт, установленным на кривошипе, при этом цевка кривошипа установлена с возможностью взаимодействия с ради- альными пазами, вьтолненными в указанных зубчатых колесах.

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ РЕВОЛЬВЕРНАЯ ГОЛОВКА | 1990 |
|
RU2035268C1 |
| Суппорт токарного станка с револьверной головкой | 1974 |
|
SU493299A1 |
| Многопозиционный, многошпиндельный полуавтоматический станок карусельного типа | 1960 |
|
SU139898A1 |
| Шпиндельный узел | 1988 |
|
SU1636133A1 |
| Роторный автомат | 1989 |
|
SU1691065A1 |
| Роторный автомат | 1990 |
|
SU1722721A1 |
| Суппорт токарно-револьверного станка | 1973 |
|
SU503641A1 |
| Многопозиционный станок для обработки зубчатых колес | 1987 |
|
SU1618531A1 |
| Револьверная головка | 1990 |
|
SU1787697A1 |
| Универсальный многошпиндельный револьверный автомат | 1946 |
|
SU72327A1 |

Изобретение относится к области станкостроения и может быть использовано в станках с автоматической сменой инструмента. Целью изобретения S. является повышение надежности головки в работе путем упрощения конструкции при одновременном снижении трудоемкости ее изготовления. Все перемещения рабочих органов головки осуществляются от электродвигателей 4 (враи;ение шпинделя с инструментом 12), 5 (перемещение пиноли 2) и 22 (поворот инструментального барабана В). Фиксация барабана 8 осуществляется с помощью осей спегшенных зубчатых колес, поворот которых производится цевкой 21 кривошипа 19 мальтийского механизма. 6 1ет. (Л ; ел а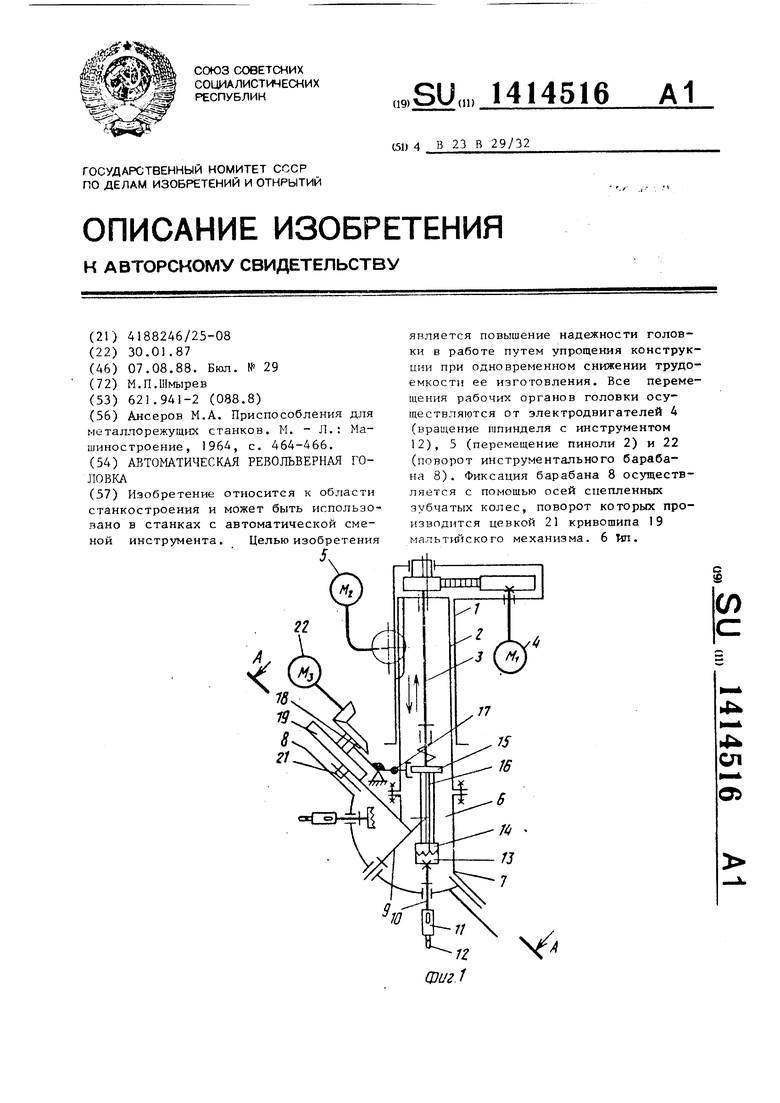
26
фиг. г
А
9иг.З
В-В пойернуто 26
30
23 25
28
Риг.б
21 I I I
аг. 5
Г-Г подернуто
-Ш
| Ансеров М.А | |||
| Приспособления для металлорежущих станков | |||
| М | |||
| - Л.: Машиностроение, 1964, с | |||
| Телефонная трансляция | 1922 |
|
SU464A1 |
