Изобретение относится к станкостроению и может быть использовано для многопозиционной обработки зубчатых колес.
Цель изобретения - упрощение конст- руции и повышение производительности за счет увеличения скорости передачи деталей с одной рабочей позиции на другую.
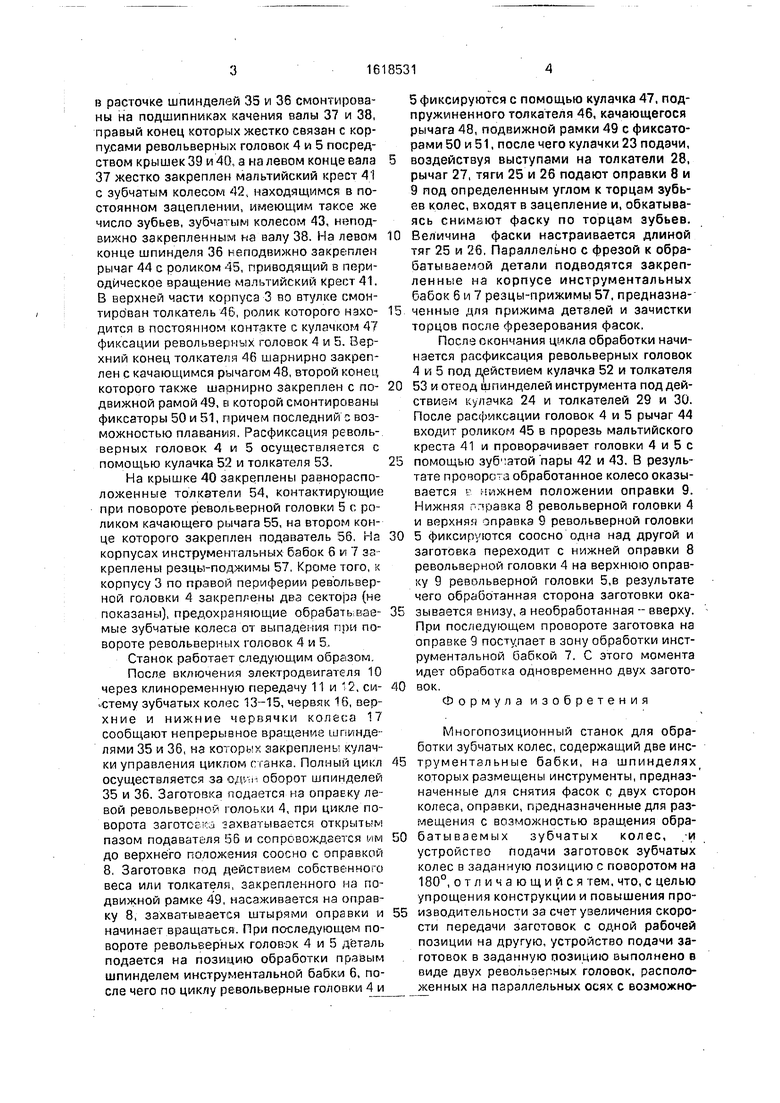
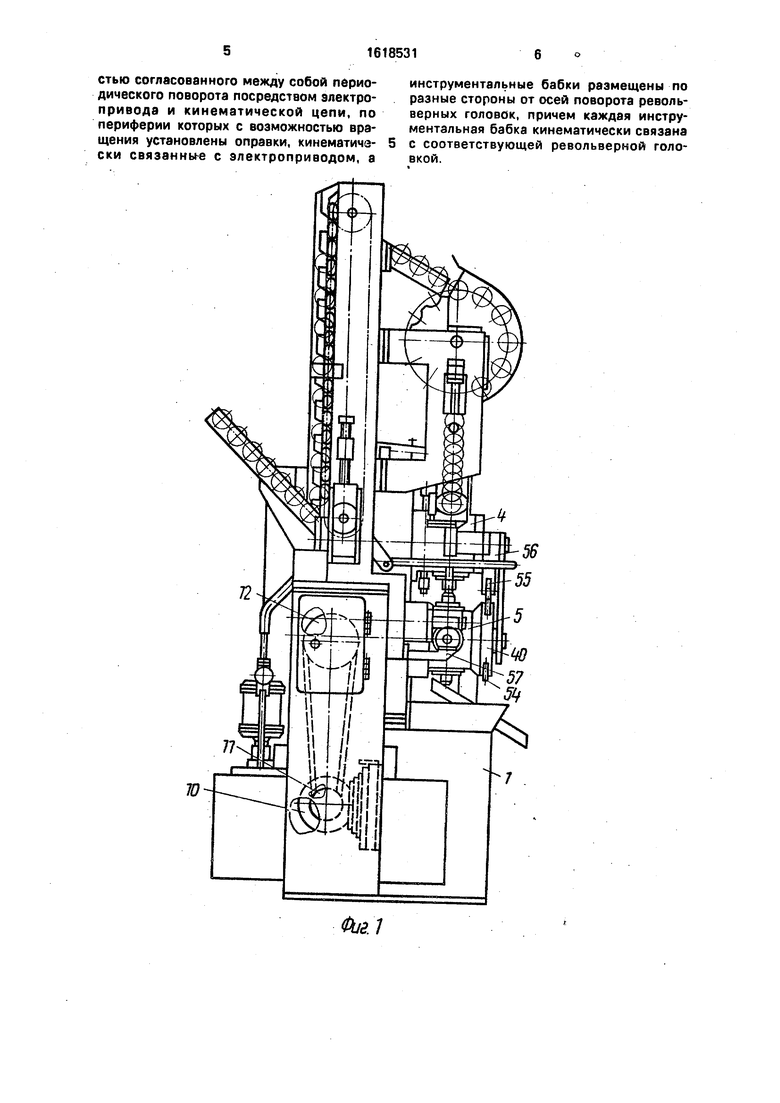
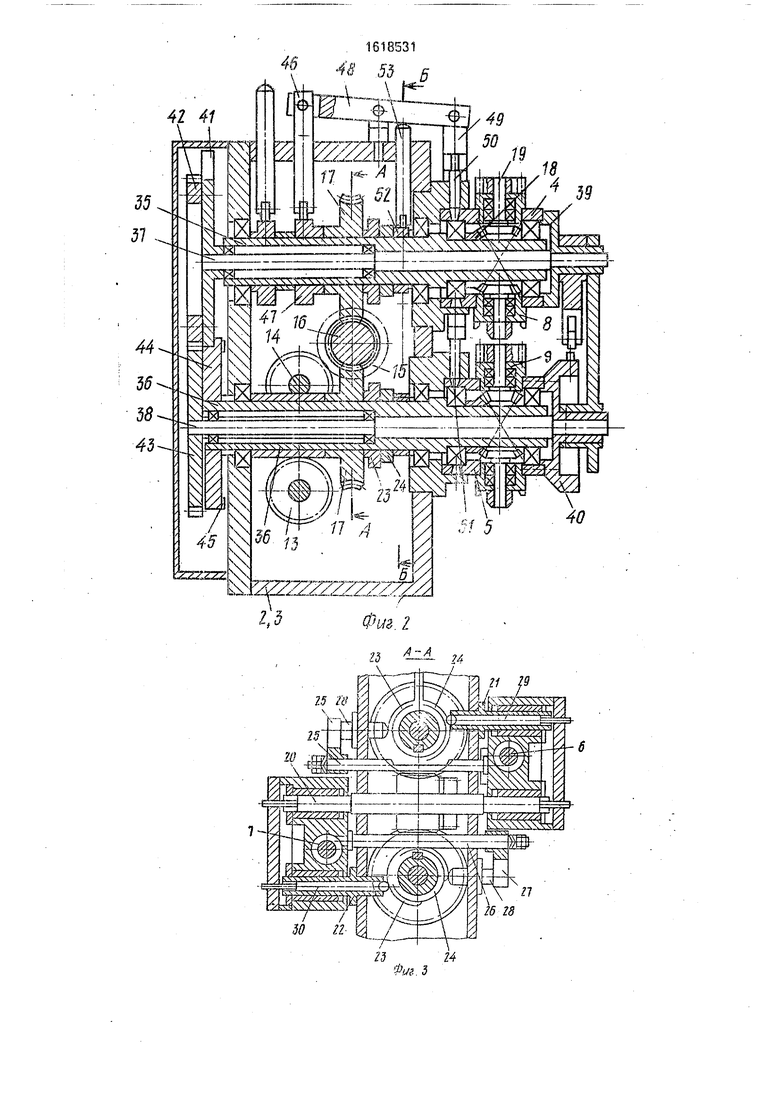
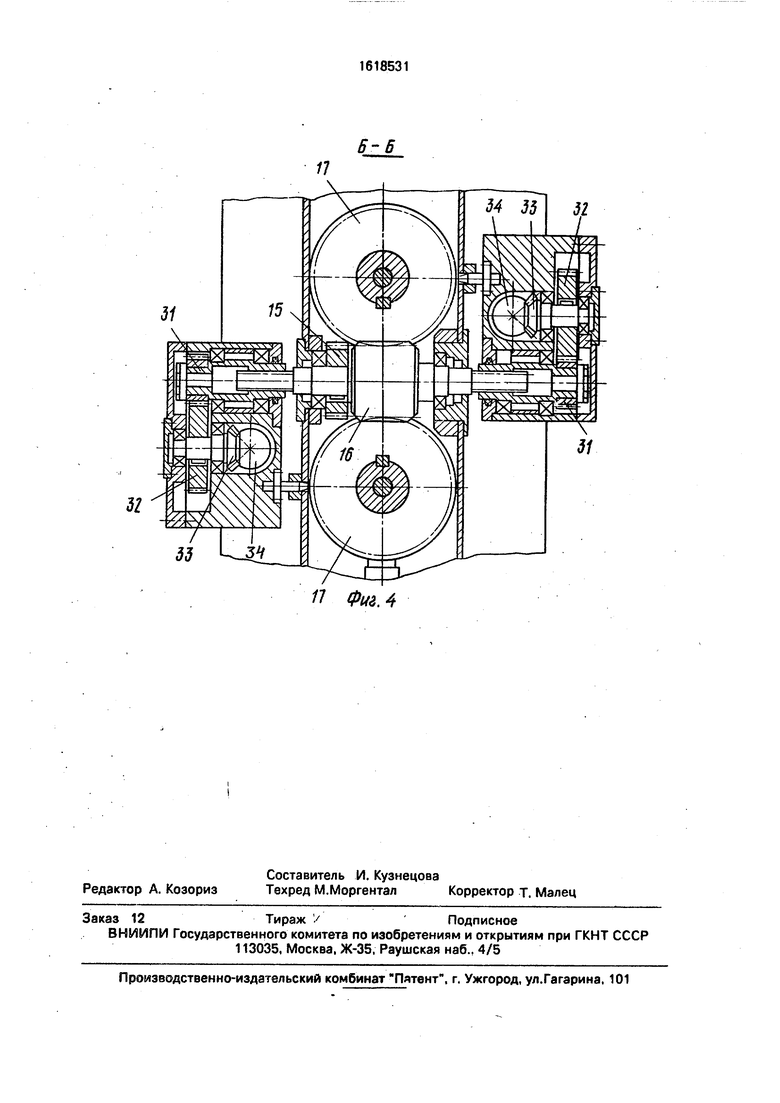
На фиг. 1 изображен станок, вид спереди; на фиг.2 - то же, разрез; на фиг.З - разрез А-А на фиг.2; на фиг.4 - разрез Б-Б на фиг.2.
На станине 1 жестко установлена головка 2, в корпусе 3 которой смонтированы одна над другой револьверные головки 4 и 5, также подвижно закрепленные по разные стороны от головок инструментальные бабки 6 и 7, на шпинделях которых размещены инструменты. Кроме того, на периферии револьверных головок 4 и 5 на подшипниках качения смонтированы оправки 8 и 9. Вращение шпинделей револьверных головок 4 и 5, а следовательно, и оправок 8 и 9 осуществляется от электродвигателя 10 через кли- .переменную передачу 11 и 12, систему зубчатых колес 13-15, червяк 16, червячные колеса 17 и коническую пару 18 и 19. Инструментальные бабки 6 и 7 смонтированы на общей цилиндрической направляющей 20 и направляющих 21 и 22. Кроме того, инструментальные бабки 6 и 7 замкнуты с двух сторон на кулачки подачи 23 и отвода 24: кулачки 23 подачи с помощью тяг 25 и 26, подпружиненных рычагов 27 с толкателями 28, а кулачок отвода - с помощью толкателей 29 и 30. Инструментальные бабки 6 и 7 кинематически связаны оправкам 8 и 9 с помощью сменной зубчатой пары 31 и 32, получающей вращение от вала червяка 16 с помощью подвижного шлицевого соединения, и конической пары 33 и 34. Кроме того.
в расточке шпинделей 35 и 36 смонтированы на подшипниках качения валы 37 и 38, правый конец которых жестко связан с корпусами револьверных головок 4 и 5 посредством крышек 39 и 40, а на левом конце вала 37 жестко закреплен мальтийский крест 41 с зубчатым колесом 42, находящимся в постоянном зацеплении, имеющим такое же число зубьев, зубчатым колесом 43, неподвижно закрепленным на валу 38. На левом конце шпинделя 36 неподвижно закреплен рычаг 44 с роликом 45, приводящий в периодическое вращение мальтийский крест 41, В верхней части корпуса 3 во втулке смон- тиро ван толкатель 46, ролик которого нахо- дится в постоянном контакте с кулачком 47 фиксации револьверных головок 4 и 5, Верхний конец толкателя 46 шарнирио закреплен с качающимся рычагом 48, второй конец которого также шарнирно закреплен с по- движной рамой 49, в которой смонтированы фиксаторы 50 и 51, причем последний с возможностью плавания. Расфиксация револьверных головок 4 и 5 осуществляется с помощью кулачка 52 и толкателя 53.
На крышке 40 закреплены равнораспо- ложенные толкатели 54, контактирующие при повороте револьверной головки 5 с роликом качающего рычага 55, на втором конце которого закреплен подаватель 56, На корпусах инструментальных бабок 6 и 7 закреплены резцы-поджимы 57. Кроме того, к корпусу 3 по правой периферии револьверной головки 4 закреплены два сектора (не показаны), предохраняющие обрабатывав- мые зубчатые колеса от выпадения при повороте револьверных головок 4 и 5,
Станок работает следующим образом.
После включения электродвигателя 10 через клиноременную передачу 11 и 12, си- Стему зубчатых колес 13-15, червяк 16, верхние и нижние червячки колеса 17 сообщают непрерывное вращение шпинделями 35 и 36, на которых закреплены кулачки управления циклом станка. Полный цикл осуществляется за один оборот шпинделей 35 и 36. Заготовка подается на оправку левой револьверной голоьки 4, при цикле поворота заготовка захватывается открытым пазом подавателя 56 и сопровождается им до верхнего положения соосно с оправкой 8. Заготовка под действием собственного веса или толкателя, закрепленного на подвижной рамке 49, насаживается на оправку 8, захватывается штырями оправки и начинает вращаться. При последующем повороте револьверных голов-ок 4 и 5 деталь подается на позицию обработки правым шпинделем инструментальной бабки 6, после чего по циклу револьверные головки 4 и
5 фиксируются с помощью кулачка 47, подпружиненного толкателя 46, качающегося рычага 48, подвижной рамки 49 с фиксаторами 50 и 51, после чего кулачки 23 подачи, воздействуя выступами на толкатели 28, рычаг 27, тяги 25 и 26 подают оправки 8 и 9 под определенным углом к торцам зубьев колес, входят в зацепление и, обкатываясь снимают фаску по торцам зубьев. Величина фаски настраивается длиной тяг 25 и 26. Параллельно с фрезой к обрабатываемой детали подводятся закрепленные на корпусе инструментальных бабок 6 и 7 резцы-прижимы 57, предназначенные для прижима деталей и зачистки торцов после фрезерования фасок.
После окончания цикла обработки начинается расфиксация револьверных головок 4 и 5 под действием кулачка 52 и толкателя 53 и отвод шпинделей инструмента под действием кулачка 24 и толкателей 29 и 30. После расфиксации головок 4 и 5 рычаг 44 входит роликом 45 в прорезь мальтийского креста 41 и проворачивает головки 4 и 5 с помощью зубчатой пары 42 и 43. В результате проворота обработанное колесо оказывается е нижнем положении оправки 9. Нижняя оправка 8 револьверной головки 4 и верхняя оправка 9 револьверной головки 5 фиксируются соосно одна над другой и заготовка переходит с нижней оправки 8 револьверной головки 4 на верхнюю оправку 9 револьверной головки 5,в результате чего обработанная сторона заготовки оказывается внизу, а необработанная - вверху. При последующем провороте заготовка на оправке 9 поступает в зону обработки инструментальной бабкой 7. С этого момента идет обработка одновременно двух заготовок.
Формула изобретения
Многопозиционный станок для обработки зубчатых колес, содержащий две инс- трументальные бабки, на шпинделях которых размещены инструменты, предназ- наченные для снятия фасок с двух сторон колеса, оправки, предназначенные для размещения с возможностью вращения обра- батываемых зубчатых колес, .-и устройство подачи заготовок зубчатых колес в заданную позицию с поворотом на 180°, отличающийся тем, что, с целью упрощения конструкции и повышения производительности за счет увеличения скорости передачи заготовок с одной рабочей позиции на другую, устройство подачи заготовок в заданную позицию выполнено в виде двух револьверных головок, расположенных на параллельных осях с возможностью согласованного между собой периодического поворота посредством электропривода и кинематической цепи, по периферии которых с возможностью вращения установлены оправки, кинематичз- ски связанные с электроприводом, а
инструментальные бабки размещены по разные стороны от осей поворота револьверных головок, причем каждая инструментальная бабка кинематически связана с соответствующей револьверной головкой.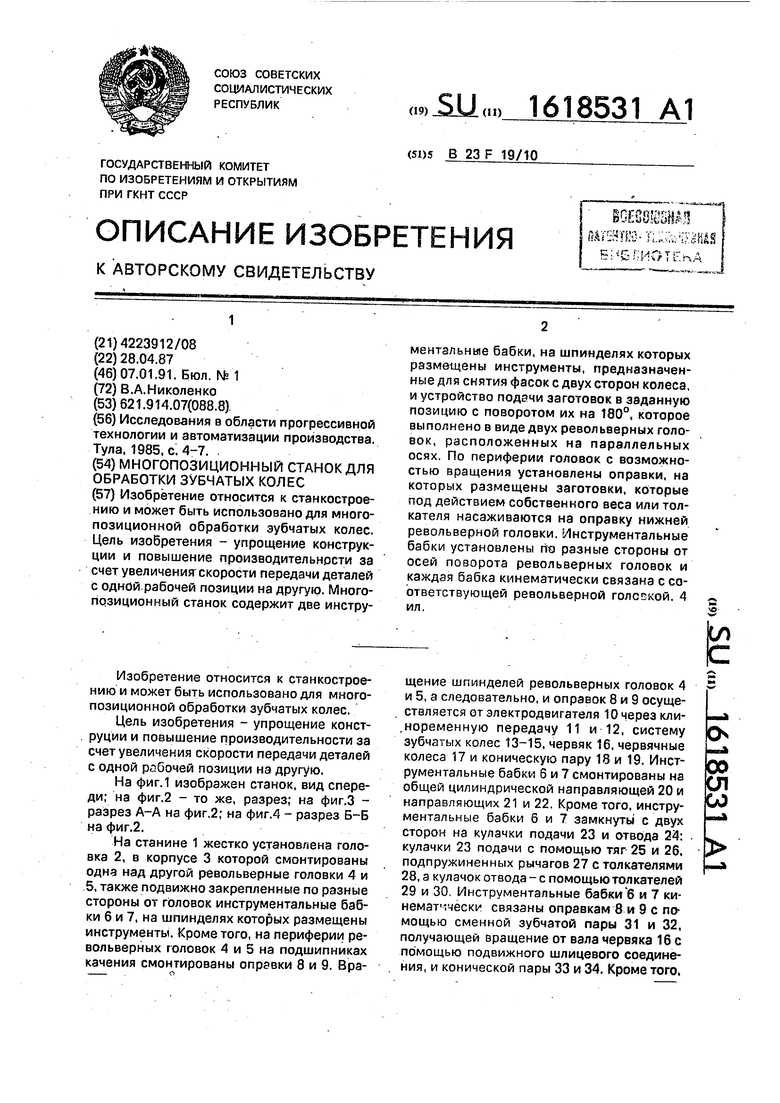
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Многопозиционный, многошпиндельный полуавтоматический станок карусельного типа | 1960 |
|
SU139898A1 |
| АВТОМАТИЧЕСКАЯ РЕВОЛЬВЕРНАЯ ГОЛОВКА | 1990 |
|
RU2035268C1 |
| Станок для многоинструментной обработки кольцеобразных деталей | 1980 |
|
SU984802A1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| Гибкий токарный модуль | 1987 |
|
SU1551515A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Многошпиндельный станок | 1981 |
|
SU1000169A1 |
| Установка для фасонной обточки пуговиц | 1987 |
|
SU1613354A1 |
| Автоматическая револьверная головка | 1987 |
|
SU1414516A1 |
Изобретение относится к станкостроению и может быть использовано для многопозиционной обработки зубчатых колес. Цель изобретения - упрощение конструкции и повышение производительности за счет увеличени5гскорости передачи деталей с одной рабочей позиции на другую. Многопозиционный станок содержит две инструментальние бабки, на шпинделях которых размещены инструменты, предназначенные для снятия фасок с двух сторон колеса, и устройство подачи заготовок в заданную позицию с поворотом их на 180°, которое выполнено в виде двух револьверных головок, расположенных на параллельных осях. По периферии головок с возможностью вращения установлены оправки, на которых размещены заготовки, которые под действием собственного веса или толкателя насаживаются на оправку нижней револьверной головки. Инструментальные бабки установлены гго разные стороны от осей поворота револьверных головок и каждая бабка кинематически связана с соответствующей револьверной головкой. 4 ил.
f
Фиг.1
L2
$ $9 8
IEG8191
н гъ
to
Jf
32
дЗ
П Фм. 4
В
| Исследования в области прогрессивной технологии и автоматизации производства | |||
| Тула, 1985, с | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| . | |||
