Известны многопозиционные, миогошпиндельиые полуавтоматические станки карусельного типа с централизованным механическим приводом подач шпиндельных головок и мальтийским механизмом поворота стола.
Описываемое изобретение касается такого же рода станков и имеет целью обеспечить возможность свободной перестановки и размещения шпиндельных головок вокруг стола станка без нарушения приводного движения и синхронизации подач всех шпиндельных головок.
Достигается это тем, что централизованный привод выполнен в виде ведущего зубчатого венца, установленного по наружному диаметру центральной станины, зацепляющегося с ведомыми шестернями кулачковых приводов подач шпиндельных головок, помещенных в передвижных вокруг станины кронштейнах, несущих головки.
Для обеспечения возможности переналадки станка на различное число позиций поворота стола путем замены мальтийского креста цевочное водило мальтийского механизма смонтировано на установочнопередвижном относительно оси мальтийского креста кронштейне.
На фиг. 1 показана кинематическая схема станка; на фиг. 2 - схема привода рабочих органов станка в плане; на фиг. 3 - станок с разрезом в вертикальной плоскости.
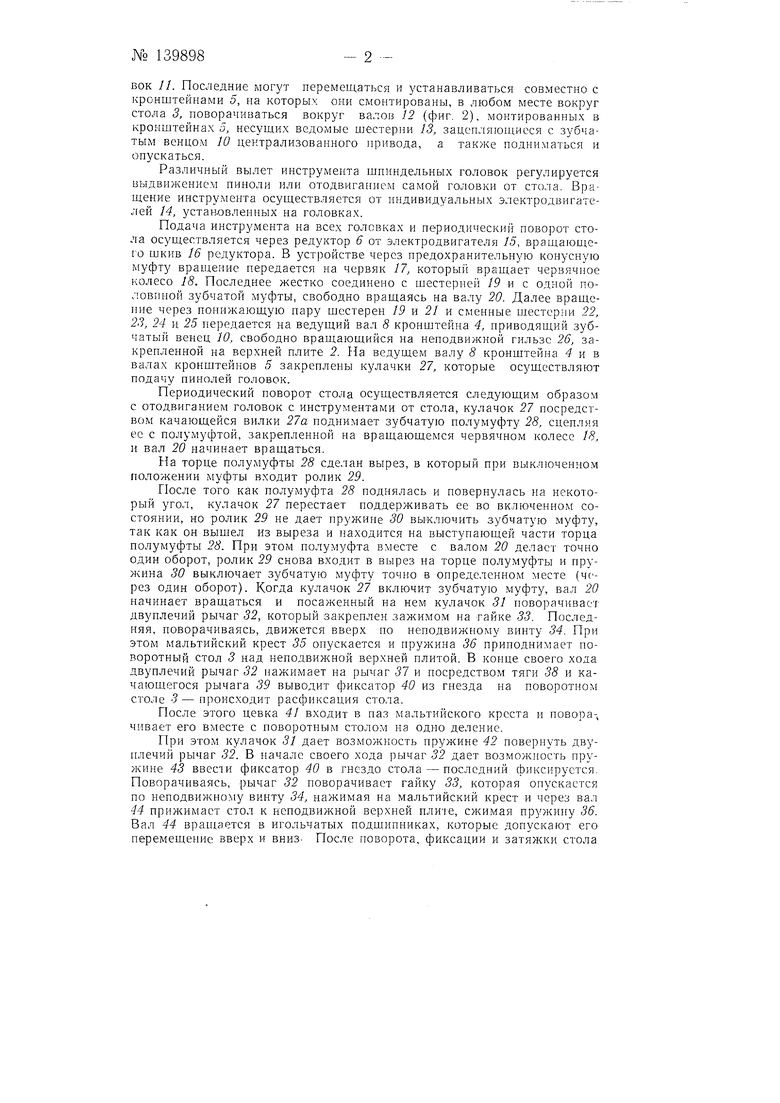
Станок состоит из станины /, несущей верхнюю плиту 2 с поворотным столом 8 и фиксирующим устройством. Жесткое соединение станины с плитой выполнено с помощью кронштейнов и 5. К первому из них подвешен редуктор 6 на болтах 7, входящих своими головками в кольцевой паз кронштейна и обеспечивающими возможность поворота редуктора относительно смонтированного в подшипниках кронштейна 4 ведущего вала 8 с щестерней 9, сцепленной с зубчатым венцом 10, установленным по наружному диаметру станины, и образующими централизованный привод кулачковых приводов подач шпиндельных голо№ 139898 2 вок //. Последние могут перемещаться и устанавливаться совместно с кронштейнами 5, на которых они смонтированы, в любом месте вокруг стола 3, новорачиваться вокруг валов 12 (фиг. 2), монтированных в кронштейнах 5, несущих ведомые шестерни 13, заценляющиеся с зубчатым венцом W централизованного привода, а также иодниматься и онускаться.
Различный вылет инструмента шниндельных головок регулируется выдвижением ннноли или отодвиганием самой головки от стола. Вращение инструмента осуществляется от индивидуальных электродвигателей 14, установленных на головках.
Подача инструмента на всех головках и нериодический поворот стола осуществляется через редуктор 6 от электродвигателя 15, вращающего шкив 16 редуктора. В устройстве через предохранительную конусную муфту вращение передается на червяк 17, который вращает червячное колесо 18. Последнее жестко соединено с шестерней /9 и с одной половиной зубчатой муфты, свободно вращаясь на валу 20. Далее вращение через понижающую пару шестерен 19 w. 21 и сменные щестерии 22, 23, 24 и 25 передается на ведущий вал 8 кронштейна 4, нриводящий зубчатый венец 10, свободно вращающийся на неподвижной гильзе 26, закрепленной на верхней плите 2. Па ведущем валу 8 кронштейна 4 и в валах кронштейнов 5 закреплены кулачки 27, которые осуществляют подачу пинолей головок.
Периодический поворот стола осуществляется следующим образом с отодвиганием головок с инструментами от стола, кулачок 27 посредством качающейся вилки 27а поднимает зубчатую полумуфту 28, сценл я ее с полумуфтой, закрепленной на вращающемся червячном колесе 18, и вал 20 начинает вращаться.
На торце полумуфты 28 сделан вырез, в который при выключенном положении муфты входит ролик 29.
После того как полумуфта 28 поднялась и повернулась на некоторый угол, кулачок 27 перестает поддерживать ее во включенном состоянии, но ролик 29 не дает пружине 30 выключить зубчатую муфту, так как он вышел из выреза и находится на выстунающей части торца полумуфты 28. При этом полумуфта вместе с валом 20 делает точно один оборот, ролик 29 снова входит в вырез на торце нолумуфты и пружина 30 выключает зубчатую муфту точно в определенном месте (через один оборот). Когда кулачок 27 включит зубчатую муфту, вал 20 начинает вращаться и посаженный на нем кулачок 31 поворачивает двуплечий рычаг 32, который закреплен зажимом на гайке 33. Поеледняя, поворачиваясь, движется вверх но неподвижному винту 34. При этом мальтийский крест 35 опускается н нружина 36 приподнимает новоротиый стол 3 над неподвинсной верхней плитой. В конце своего хода двуплечий рычаг 32 нажимает на рычаг 37 и посредством тяги 38 и качающегося рычага 39 выводит фиксатор 40 из гнезда на новоротном столе 3-происходит расфиксация стола.
После этого цевка 41 входит в паз мальтийского креста и поворачивает его вместе с поворотным столом на одно деление.
При этом кулачок 31 дает возможность нружине 42 новернуть двуплечий рычаг 32. В начале своего хода рычаг 32 дает возможность пружине 43 ввести фиксатор 40 в гнездо стола - последний фиксируется. Поворачиваясь, рычаг 32 поворачивает гайку 33, которая опускается по неподвижному винту 34, нажимая на мальтийский крест и через вал 44 прижимает стол к неподвижной верхней плите, сжимая пружину 36. Вал 44 вращается в игольчатых подшипниках, которые допускают его перемещение вверх и вниз- После поворота, фиксации и затяжки стола
начинается обработка закрепленных на нем в прнспособленнях деталей. Пружина 30 выключает зубчатую муфту носле того, как вал 20 сделает полный оборот. После окончания обработки инструменты отводятся, кулачок 27 включает зубчатую муфту, и цикл повторяется снова.
Предмет изобретения
1.Многопозиционный, многоншиндельный полуавтоматический станок карусельного тина с централизованным механическим приводом подач шпиндельных головок и мальтийским механизмом поворота стола, отличающийся тем. что, с целью обеспечения возможности свободной перестановки и размещения шпиндельных головок вокруг стола станка без нарушения приводного движения и синхронизации подач всех шпиндельных головок, централизованный привод выполнен в виде ведущего зубчатого венца, установленного по наружному диаметру центральной станины, зацепляющегося с ведомыми шестернями кулачковых приводов подач шпиндельных головок, номещенных в передвижных вокруг станины кронштейнах, несущих головки.
2.Станок но п. 1, отличающийся тем, что, с целью обесиечения возможности переналадки станка на различное чнсло позиций поворота стола путем замены мальтийского креста, цевочное водило мальтийского механизма смонтировано на установочно-передвижном относительно оси мальтийского креста кронщтейне.
- 3 --№ 139898
«01
| название | год | авторы | номер документа |
|---|---|---|---|
| Затирочная машина | 1958 |
|
SU126252A1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| Револьверный суппорт токарного автомата | 1986 |
|
SU1342610A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Многошпиндельный станок | 1981 |
|
SU1000169A1 |
| Механизм поворота шпиндельного барабана многошпиндельного токарного автомата | 1974 |
|
SU560731A1 |
| Станок для двустороннего сверления стекла | 1980 |
|
SU937361A1 |
| Механизм поворота шпиндельногобАРАбАНА ТОКАРНОгО МНОгОшпиНдЕльНОгОАВТОМАТА | 1979 |
|
SU822999A1 |
| ТКАЦКИЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ КОСЫНОК | 1950 |
|
SU90620A1 |
| МАШИНА ДЛЯ ФРАНКИРОВАНИЯ ПОЧТОВЫХ ПАКЕТОВ | 1970 |
|
SU280365A1 |


