4;:
а
Изобретение относится к производству абразивньк инструментальных материалов, применяемых при шлифовании, и уожет быть использовано в металлообрабатывающей промышленности, а .также при изготовлении абразивного инструмента типа дисков из армированных полимерных материалов, работающих в условиях высокой частоты вращения,
Цель изобретения - повышение про- и: водительности при изготовлении волокнистого абразивного инструмента.
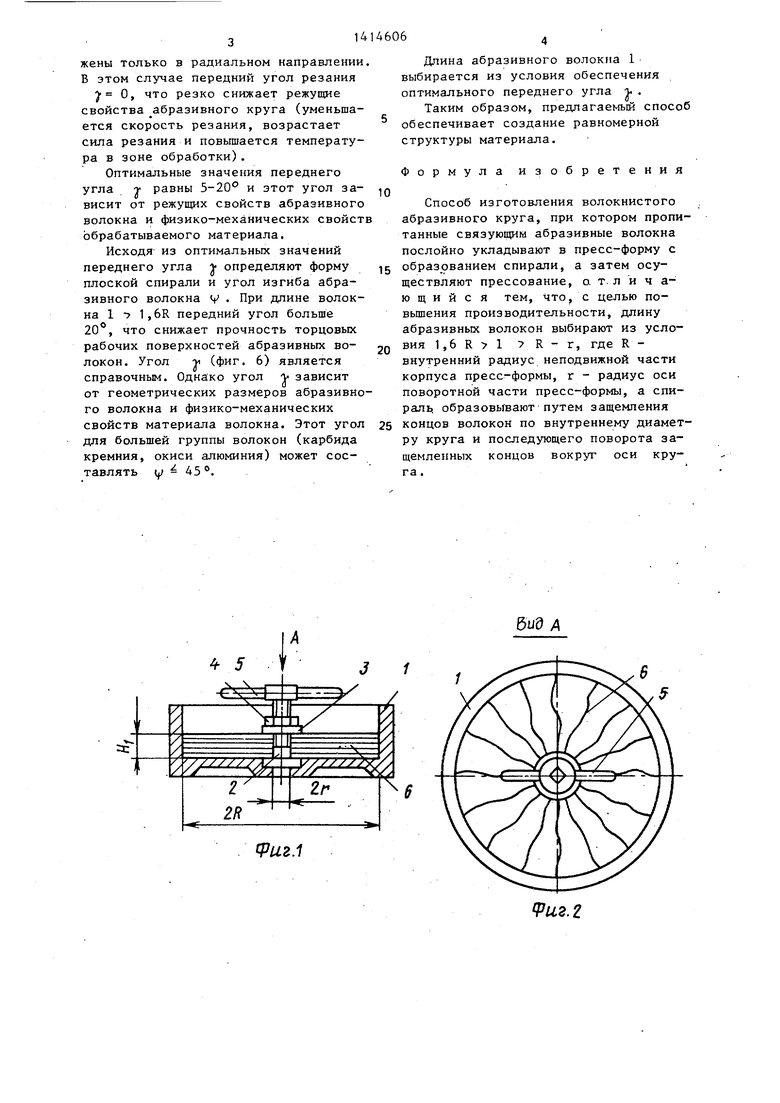
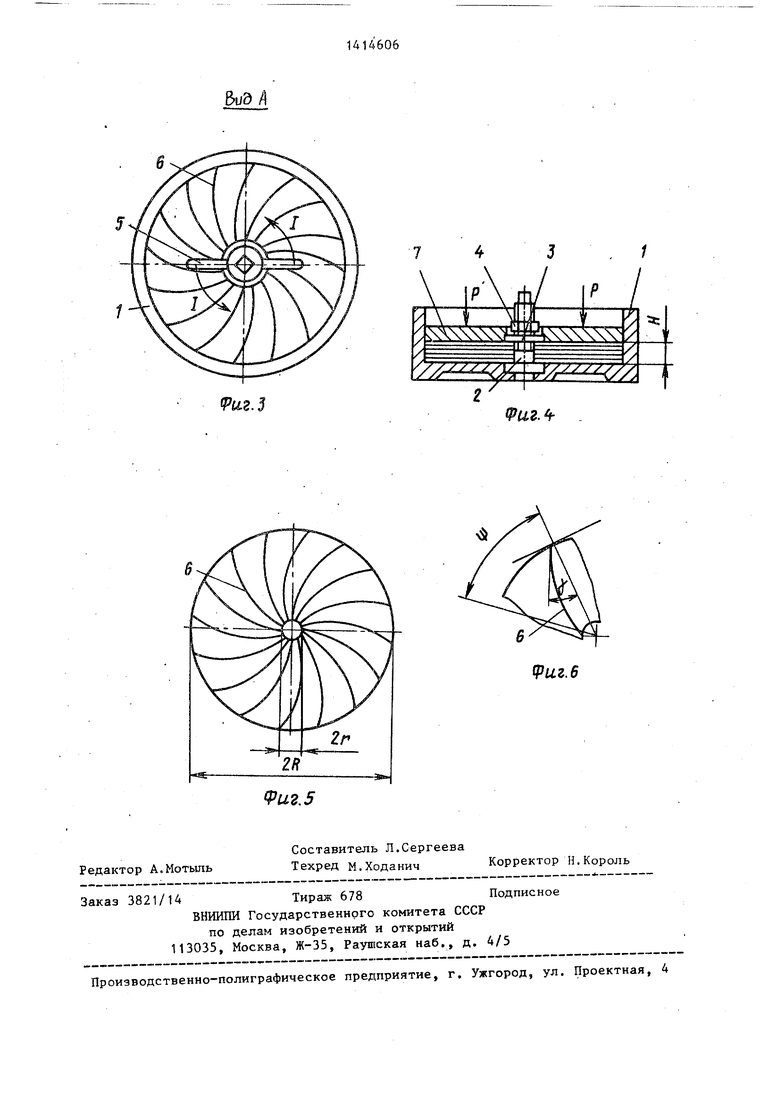
На фиг. 1 показана пресс-форма, заполненная абразивными волокнами, пфред началом изготовления инструмен- Tii на фиг. 2 - вид А на фиг. 1, пе- рфд разворотом волокон; на фиг. 3 - тф же, после разворота волокон по сйирали; на фиг. 4 - пресс-форма в мфмент прессования и нагрева заготов- К1|1 абразивного инструмента; на фиг. 5 абразивный инструмент; на фиг. 6 - расположения единичного волок- nk в пресс-форме.
Пресс-форма состоит из неподвижного корпуса 1, в центральной части которого вьтолнено отверстие, в котором установлена подвижная часть с возможностью вращения. Подвижная часть пресс-формы состоит из оси 2, на верхнем конце которой нарезана резьба. Н оси 2 размещено прижимное кольцо 3, которое поджимается гайкой 4. Вращение оси 2 осуществляют при помощи рукоятки 5. Внутри корпуса 1 пресс- формы послойно размещают абразивные волокна 6, высота пакета которых равна Н. Диаметр оси 2 равен 2г (внутренний диаметр изготавливаемого круга), а внутренний диаметр корпуса - 2R {-наружньй диаметр изготавливаемого круга).
Способ осуществляют следующим об- разом.
Абразивные волокна тугоплавких и }ысокотвердь х соединений (монокристаллические или поликристаллические) например волокна бора, карбида крем- ния, окиси алюминия и др., пропитывают связующим, например эпоксидной или другой смолой. Затем волокна разрезают на мерные отрезки, длину которых выбирают из условия 1,6R 1 7 R - г, где 1 - длина отрезка волокна;
R - внутренний радиус корпуса пресс-формы (или радиус наружного диаметра инструмента) ;
г - радиус оси 2 (или радиус посадочного отверстия инструмента) .
Далее производят послойную укладк абразивных волокон 6 в радиальном направлении так, чтобы одни концы абразивных волокон 6 упирались в поверхность корпуса 1, а другие упирались в поверхность оси 2. Для предотвращения процесса соскальзывания концов волокон 6 с оси 2 их укладку и закрепление, осуществляют таким образом, что удаляют из корпуса 1 прес формы подвижную часть (ось 2, прижимное кольцо 3, гайку 4 и рукоятку 5) и послойно набирают пакет абразивных волокон 6, равномерно их размещая в радиальном направлении до требуемой, высоты Н . Затем прижимньгм кольцом 3 и гайкой 4 сжимают концы абразивных волокон 6 и весь пакет переносят и укладывают в корпус 1 пресс- формы (фиг. 2). Затем вращают по стрелке I подвижную часть пресс-формы вместе с волокнами. Вращение продолжают до того момента, когда абр.а- зивные волокна 6 примут форму плоской спирали (фиг. 3). На абразивные волокна 6 и прижимное кольцо 3 устанавливают диск 7 и производят прессование. В процессе прессования (фиг. 4) выдерживают необходимые жимы (давление Р 200-300 кгс/см ,- температура t° 140 - и время выдержки Т 4-5 мин/мм). После прессования проводят термообработку при t 160°С в течение 2 ч. По окончании производят охлаждение и удаление готового инструмента из пресс- формы. Длина 1 абразивных волокон 6 зависит от внутреннего 2г и наружного 2R диаметров инструмента, а также от заданной формы спирали (угол V), которая должна обеспечивать разрывную прочность круга в тангендаальном и радиальном направлениях. Кроме того, форма спирали должна создавать передний угол резания у торцов абразивных волокон 6 с обрабатываемой поверхностью. Длина абразивных волокон 1 определяет форму плоской спирали, которую принимают волокна при повороте центральной подвижной части песс-формы. Если длина волокна 1 R - г - не образуется плоская спираль, волокна будут расположены только в радиальном направлении В этом случае передний угол резания
У О, что резко снижает режущие свойства абразивного круга (уменьшается скорость резания, возрастает сила резания и повышается температура в зоне обработки).
Оптимальные значения переднего угла т равны и этот угол зависит от режущих свойств абразивного волокна и физико-механических свойст обрабатываемого материала.
Исходя из оптимальных значений переднего угла 1- определяют форму плоской спирали и угол изгиба абразивного волокна V . При длине волокна 1 -7 1,6R передний угол больше 20, что снижает прочность торцовых рабочих поверхностей абразивных волокон. Угол -и (фиг. 6) является справочным. Однако угол л зависит от геометрических размеров абразивного волокна и физико-механических свойств материала волокна. Этот угол для большей группы волокон (карбида кремния, окиси алюминия) может составлять ( - 45 .
Длина абразивного волокна 1 выбирается из условия обеспечения оптимального переднего угла .
Таким образом, предлагаемый способ обеспечивает создание равномерной структуры материала.
Формула
изобретения
Способ изготовления волокнистого абразивного круга, при котором пропитанные связующим абразивные волокна послойно укладывают в пресс-форму с образ9ванием спирали, а затем осуществляют прессование, о. т. л и ч а- ю щ и и с я тем, что, с целью по- вьш1ения производительности, длину абразивных волокон выбирают из условия 1, 7R-r, где R - внутренний радиус неподвижной части корпуса пресс-формы, г - радиус оси поворотной части пресс-формы, а спираль, образовывают путем защемления концов волокон по внутреннему диаметру круга и последующего поворота защемленных концов вокруг оси круга .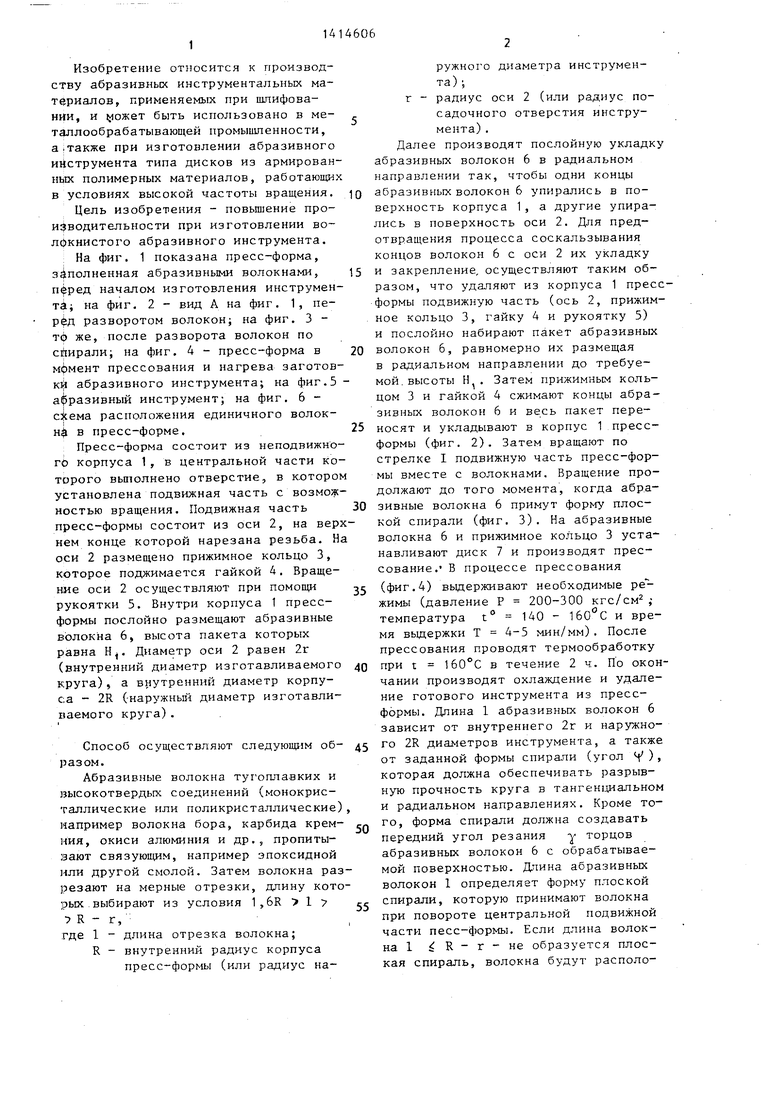
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБЧАТОЕ ИЗДЕЛИЕ ИЗ ПРЕССОВАННОГО ДИСПЕРСНО-АРМИРОВАННОГО БЕТОНА И ФОРМУЮЩАЯ ГОЛОВКА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2072467C1 |
| АБРАЗИВНЫЙ КРУГ | 1993 |
|
RU2053108C1 |
| ТАМПОН, ИМЕЮЩИЙ СПИРАЛЬНЫЕ КАНАВКИ | 2002 |
|
RU2338498C2 |
| СПОСОБ ФОРМОВАНИЯ ЗАГОТОВОК АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2149750C1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU960001A1 |
| ТАМПОН, ИМЕЮЩИЙ СПИРАЛЬНЫЕ КАНАВКИ | 2002 |
|
RU2338497C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284893C1 |
| АБРАЗИВНЫЕ ИНСТРУМЕНТЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2702668C1 |
| Способ упрочнения пластической деформацией проволоки | 2018 |
|
RU2709554C1 |
| СПОСОБ ДИСКРЕТИЗАЦИИ РЕЖУЩЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО ИНСТРУМЕНТА | 2014 |
|
RU2589993C1 |
Изобретение относится к области производства абразивных инструментальных материалов, и может быть использовано в производстве инструмента типа дисков, работающих в условиях высокой частоты вращения. Целью изобретения является повышение производительности при производстве волокнистого инструмента. Пропитанные связующим абразивные волокна разрезают на мерные отрезки. Длину мерных отрезков волокон 1 выбирают з условия 1,6 R 1 R - г, где R - радиус изготавливаемого круга- (радиус внутренней полости пресс-формы); г - ра-- диус посадочного отверстия инструмента. Затем волокна послойно размещают в пресс-форме в радиальном направлен НИИ. Защемляют концы волокон по внутреннему диаметру и поворачивают за- щемпенные концы вокруг оси круга до образования из волокон плоской спирали. Затем инструмент прессуют и тер- мообрабатывают. 6 ил. W
Риг.1
бид А
Риг. 2
ВиЭЛ
йг.5
иг.
S
иг.6
| Абразивный круг и его варианты | 1984 |
|
SU1235708A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
