Изобретение относится к механической обработке, а именно к конструкции абразивных кругов, способных работать на повышенных скоростях резания.
Целью изобретения является создание высокопроизводительного абразивного круга, позволяющего обеспечить безопасную работу на повышенных скоростях вращения круга с оптимальной геометрической ориентацией абразивных волокон, относительно
U
рабочей поверхности круга.
На фиг. 1 изображен абразивный круг 1-го варианта; на фиг. 2 - абразивный круг 2-го варианта; на фиг. 3 - графики сравнения прочности предлагаемых кругов с известным.
Абразивный круг (фиг. 1) состоит из абразивных волокон 1 и связующего 2. Наружный диаметр круга D образует наружную поверхность А, являюш,уюся режущей. Абразивные волокна 2 располагаются по касательным к окружности с диаметром dn, продолжаясь в обе стороны от точки касания в направлении режущей поверхности. Окружность посадочного отверстия растачивается до величины d. Все волокна выходят на режущую поверхность под одним и тем же углом Y являющимся передним углом резания. По мере износа круга величина 7 меняется, но в заданных пределах, обеспечивающих сохранение оптимальной геометрической ориентации волокон. Диаметр dn определяется по формуле dn D .
Абразивный круг (фиг. 2) состоит из абразивных волокон 1 и связующего 2. Поверхность А, образуемая наружным диаметром, является режущей. Окружность Б радиусом, составляющим 0,5 -0,7 радиуса круга, делит объем круга на рабочий и внутренний. Посадочное отверстие имеет диаметр d. Во внутреннем нерабочем объеме волокна укладываются по касательным к окружности d, а в рабочем положении продолжаются по логарифмическим спиралям с полюсом на оси вращения круга. Передний угол резания Y всех волокон в рабочем объеме постоянен и не меняется по мере износа круга. Такое расположение волокон в предлагаемых вариантах абразивных кругов обеспечивает значительное повыщение их прочности, так как при этом кривая распределения прочности каждого круга, определяемая схемой укладки волокон, согласуется с кривой распределения напряжений, возникающих от действия сил инерции при враще- НИИ кругов.
После укладки волокон по касательной к окружности с диаметром dn для первого варианта посадочное отверстие растачивается до требуемого диаметра d. В предельном случае dn может равняться d. Преиму- ществом 1-го варианта круга является возможность изготовления его намоткой волокон на соответствующую оправку.
Для второго варианта круга геометрическая ориентация абразивных волокон, относительно режущей поверхности, обеспечивается укладкой абразивных волокон в рабочем объеме круга по логарифмическим спиралям с полюсом на оси вращения круга. В этом случае угол у (передний угол резания волокон) для всех точек волокон в рабочем объеме одинаков. Рабочим объемом является периферия круга за пределами 0,5- 0,7 радиуса круга. Таким образом, достигается стабильность оптимальных режущих свойств круга без ограничений на размеры круга. Круг второго варианта обладает лучшими режущими свойствами по сравнению с первым вариантом и обладает соизмеримой прочностью.
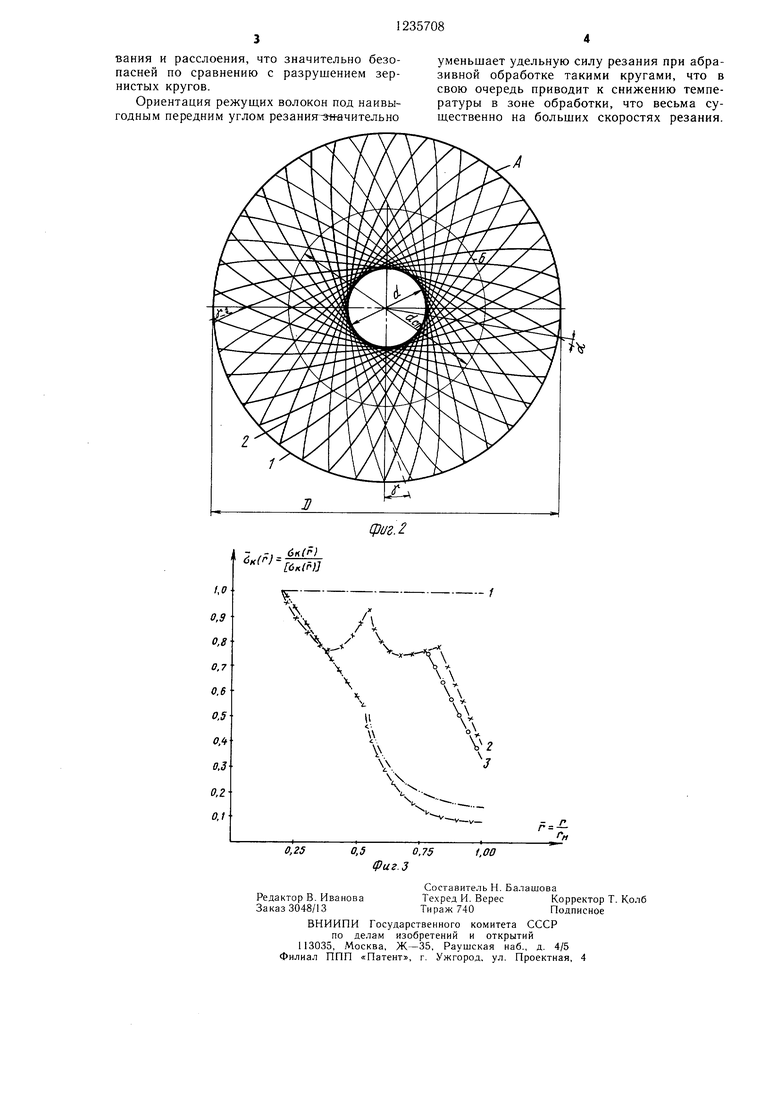
Для сравнения прочностных характеристик предлагаемых абразивных кругов и известного на фиг. 3 приведены графики зависимости отношения кольцевых напряжений ок(Г) (наиболее опасных в круге) к пределу прочности в том же направлении ак (г)
-/-ч0к(г)
)Г
в зависимости от относительного радиуса кругаТТ
где г - радиус круга в произвольной точке; гп - наружный радиус круга для случая, когда напряжения на внутренней наиболее нагруженной поверхности достигают предельных значений. В равнопрочной конструкции (прямая 1 на фиг. 3), являющейся оптимальной в прочностном отношении, величина 5к(г) постоянна и равна единице, так как кривая распределения приложенной нагрузки (действующих напряжений) и кривая распределения прочности конструкции совпадают. Кривая 2 на фиг. 3 соответствует ак () для 1 -го варианта конструкции круга, кривая 3 - для 2-го варианта круга, кривая 4 соответствует зна- чения.м ак(г), если волокна по всему радиусу круга уложить по логарифмическим спиралям, кривая 5 соответствует значения.м, возникающим при радиальном расположении волокон, т. е. в известном усройстве. Как видно из графиков, предлагае.мые схемы укладки обеспечивают значительно большую загрузку конструкции. Это приводит к тому, что несущая способность предлагаемых абразивных кругов на порядок превышает несущую способность известного круга, что дает возможность повысить рабочую скорость вращения абразивного круга в 3-5 раз по сравнению с известным устройством.
Кроме того, разрушение волокнистых абразивных кругов начинается с разматывания и расслоения, что значительно безопасней по сравнению с разрушением зернистых кругов.
Ориентация режущих волокон под наивыгодным передним углом резания-з«ачите.льно
уменьшает удельную силу резания при абразивной обработке такими кругами, что в свою очередь приводит к снижению температуры в зоне обработки, что весьма су- шественно на больших скоростях резания.
6н()
6к(г) 6к(г
1,0
0,9 0,8
0.7
0.6
0.5
ОМ
0.3
0,2
0,1
vГ
o,zs
Редактор В. Иванова Заказ 3048/13
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
0,50.75
фиг.З
1.00
Составитель Н. Балашова
Техред И. ВересКорректор Т. Колб
Тираж 740Подписное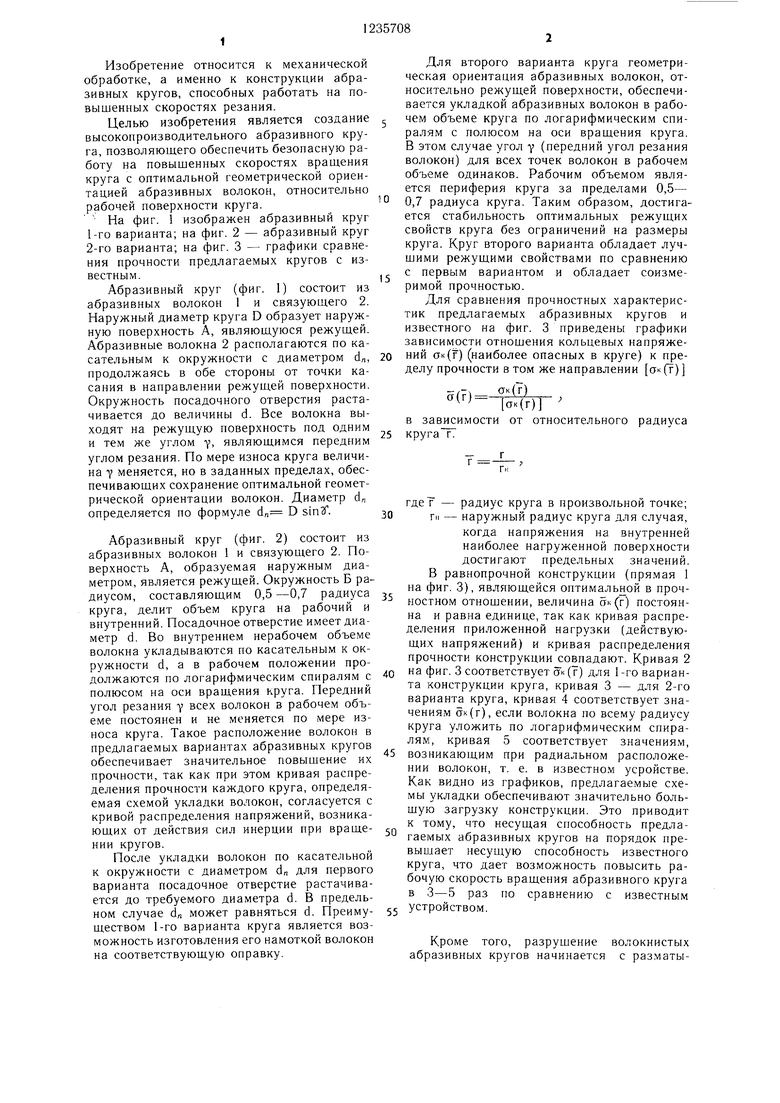
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ КРУГ | 1993 |
|
RU2053108C1 |
| Способ изготовления волокнистого абразивного круга | 1986 |
|
SU1414606A1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU960001A1 |
| Шлифовальный круг | 1981 |
|
SU967788A1 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ С ДИСКРЕТНОЙ РЕЖУЩЕЙ ПОВЕРХНОСТЬЮ | 2014 |
|
RU2582841C1 |
| Способ настойки приспособления для круговой резки к дисковым ножницам с наклонными ножами | 1975 |
|
SU864690A1 |
| Способ сборки торцешлифовального круга | 1979 |
|
SU1100077A1 |
| РАЗМАЛЫВАЮЩИЙ КОНУС, СЕГМЕНТ ПЛАСТИНЫ ДЛЯ КОНУСА ВРАЩАТЕЛЬНОГО РАФИНЕРА, КОНИЧЕСКИЙ РАФИНЕР, А ТАКЖЕ СПОСОБ ИЗГОТОВЛЕНИЯ НАБОРА ПРОТИВОЛЕЖАЩИХ ПЛАСТИН ДЛЯ КОНИЧЕСКОГО РАФИНЕРА | 2006 |
|
RU2390379C2 |
| Способ изготовления прерывистого абразивного круга | 1987 |
|
SU1454676A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НЕКРУГЛЫХ ОТВЕРСТИЙ | 2004 |
|
RU2268108C1 |
1. Абразивный круг, содержащий, ориентированные абразивные волокна, расположенные между посадочным отверстием круга и его наружной поверхностью, скрепленные связкой, отличающийся тем, что, с целью повышения скорости резания за счет увеличения разрывной прочности круга и повышения режушей способности, абразивные волокна расположены по хордам, касательным к окружности, диаметром dn, определяемым по формуле dn D sinY, где D - наружный диаметр круга; 7 - передний угол резания абразивных волокон. 2. Абразивный круг, содержащий ориентированные абразивные волокна, расположенные между посадочным отверстием круга и его наружной поверхностью, скрепленные связкой, отличающийся тем, что, с целью повышения скорости резания за счет увеличения разрывной прочности круга и повышения режущей способности, абразивные волокна расположены по хордам, касательным к окружности посадочного отверстия, продолжаясь в объеме, начиная с окружности радиусом, равным 05-0,7 радиуса круга, по логарифмическим спиралям с полюсом на оси вращения круга. (С (Л N3 СО ел о оо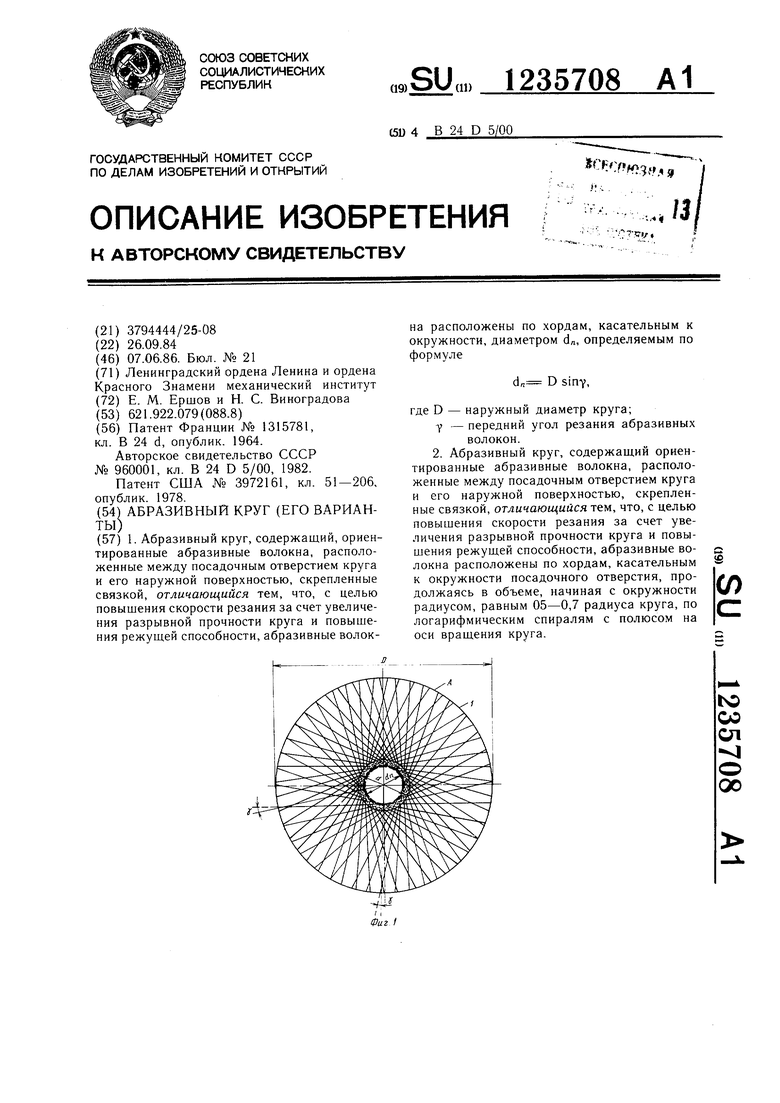
| Кожухотрубный теплообменник | 1986 |
|
SU1315781A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Прибор для заливки свинцом стыковых рельсовых зазоров | 1925 |
|
SU1964A1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU960001A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Патент США № 3972161, кл | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
