Изобретение относится к обработке металлов давлением, в частности к технологии изготовления деталей из пористого материала МР, применяемых - в различных отраслях народного хо- зяйства, использующихтеплонапряжен- ные конструкции, требуюпще интенсивного охлаждения.
Цель изобретения - расширение тех- Ю нологических возможностей за счет получения деталей малой пористости.
На чертеже показана схема осуществления предлагаемого способа путем . намотки заготовки из двух спиралей, 15 предварительно скрученных в жгут.
Способ изготовления заключается в следующем, с двухшпивдельного на- вивочного автомата полученные спирали 1J 2 подаются для растяжения на ро- 20 лики 3, а затем в скручивающее устройство 4 для получения жгута. Шаг растяжения выбирается равным двум диаметрам спирали, что обеспечивает лучшее сцепление спиралей при скрут- -5 ке их в жгут. Намотка заготовки производится жгутом 5-на оправку 6 под углом 30° к ее оси. Профиль оправки соответствует профилю изготавливаемого изделия. .30
Пример, Навивка спиралей производилась из проволоки следующих марок: нержавеющей 12Х18Н10Т П ТУЗ-1002-77 диаметром 0,11 мм с Т 220 МПА и медной ММ ГОСТ 2112-79 35 с диаметром 0,1 мм с 2 т МПа, Плотно навитые спирали растягиваются с шагом, равным двум диаметрам спирали и скручиваются попарно в жгут для обеспечения равномерного распределе- Q ния витка медной спирали относительно стальной, С целью получения наиболее упорядоченной структуры деталей укладка жгутов в заготовку производится послойно по однозаходной ,, винтовой линии под углом 30 к оси
оправки. Для изготовления детали с пористостью заготовка подвергалась прессованию на прессе с усилием тс. Следует отметить, что при изготовлении детали тех же размеров и той же пористости из проволоки одной марки: 12Х18Н10Т ТУЗ-1002-77 с диаметром 0,1 мм необходимо было усилие пресса тс. Из приведенного сравнения видно, что применение проволоки из двух материалов ведет к уменьшению мощности применяемого оборудования, а следовательно, к снижению материальньк затрат на изготовление дета.пи.
Таким образом, предлагаемый способ изготовления деталей из нетканого материала МР, за счет использования спиралей из двух материалов, отлича- кндихся механическими свойствми и предварительно скрученными в жгут, позволяет получать детали из МР с малой пористостью без увеличения давления прессования, т,е, расширяет -технологические возможности.
Фо15мула изобретения
Способ изготовления деталей из нетканого проволочного материала, заключающийся в навивке и растяжении с заданным шагом проволочной спирали, ее ориентированной намотке на оправку и последующем прессовании, о т- личающийся тем, что, с целью расширения технологических возможностей за счет получения деталей малой пористости, намотку заготовки производят предварительно скрученными в жгут спиралями из двух материалов , причем значение предела текучести одного из материалов выбирают не менее чем в 1,5 раза больше значения предела текучести другого материала.
WVWVM/
IL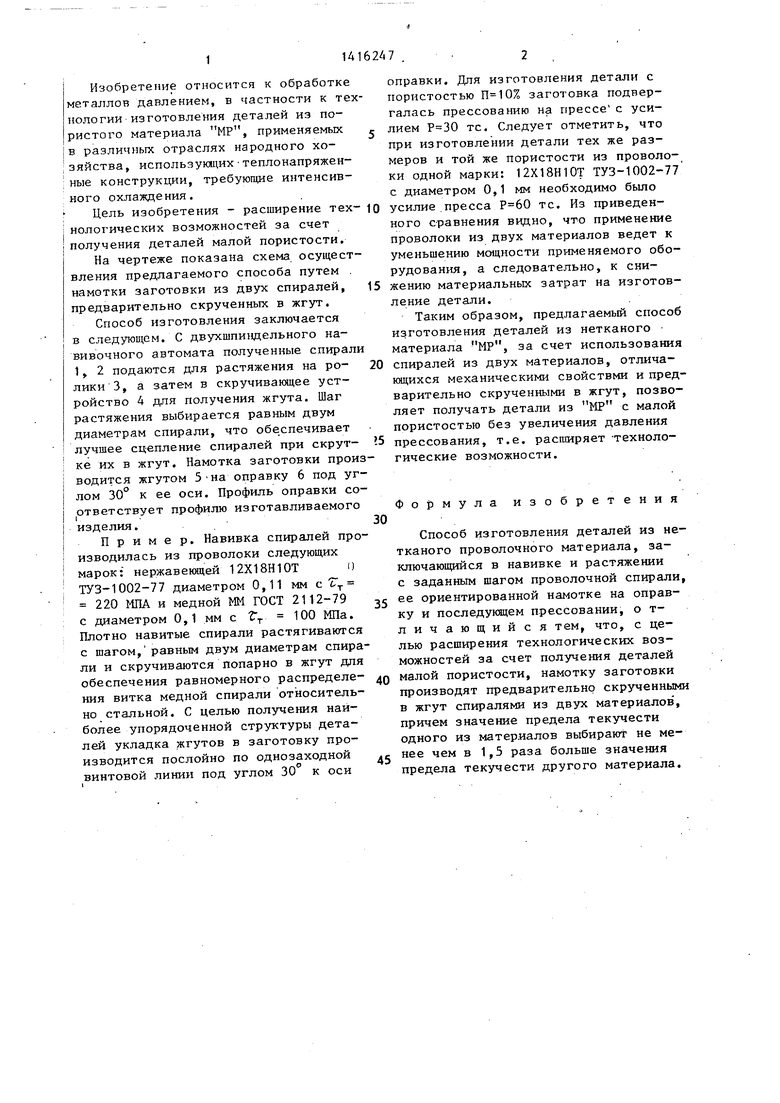
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГИХ ЭЛЕМЕНТОВ ИЗ ПРОВОЛОЧНОГО МАТЕРИАЛА | 2002 |
|
RU2199413C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛОГО ВИБРОИЗОЛЯТОРА | 2019 |
|
RU2745594C2 |
| Способ изготовления упругодемпфирующих деталей из МР | 1988 |
|
SU1567814A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОПОРИСТОГО ПРОВОЛОЧНОГО МАТЕРИАЛА "МЕРЕТРАНС" И ИЗДЕЛИЙ ИЗ НЕГО | 2005 |
|
RU2290275C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ НЕТКАНОГО МАТЕРИАЛА МР НА ПРОВОЛОЧНОЙ ОСНОВЕ И СТАНОК ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2195381C2 |
| Способ изготовления медицинских электродов | 1989 |
|
SU1787613A1 |
| Способ изготовления деталей,преимущественно типа втулок,из нетканого материала "МР | 1980 |
|
SU1053937A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОПОРИСТОГО ПРОВОЛОЧНОГО МАТЕРИАЛА И ИЗДЕЛИЙ ИЗ НЕГО | 2003 |
|
RU2244039C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОПОРИСТОГО НЕТКАННОГО ПРОВОЛОЧНОГО МАТЕРИАЛА | 2013 |
|
RU2532715C2 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2553302C1 |
Изобретение относится к технологии .изготовления деталей из пористого материала МР и позволяет расширить технологические возможности способа. Намотку заготовок производят растянутыми с определенным шагом и предварительно скрученными в жгут спиралями из двух материалов, причем значение предела текучести одного из материалов не менее чем в 1,5 раза больше значения предела текучести другого материала. После намотки заготовку прессуют. Благодаря тому, что один из материалов переходит в пластическое состояние при меньшем усилии прессования, то для изготовления детали заданных размеров с заданной пористостью необходимы оборудование меньшей мощности и пресс-формы меньших габаритов, что ведет к снижению материальных затрат при изготовлении. 1 ил. с 
| Способ изготовления деталей,преимущественно типа втулок,из нетканого материала "МР | 1980 |
|
SU1053937A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
