Oi ND
Изобретение относится к поверхностному пластическому деформированию и может быть использовано при обработке внутренних цилиндрических поверхностей деталей.
Цель изобретения - повышение качества путем увеличения глубины упрочненного слоя.
На чертеже изображено устройство, разрез.
Устройство содержит корпус 1 с коническим хвостовиком 2 и центральным ка- I налом 3. Последний соединен каналами 4 с радиальными отверстиями 5, в которых смонтированы втулки 6 с концентрическими отверстиями 7 и 8, с установленными в I них деформирующими шариками 9 и плунжерами 10. Деформируюшие шарики уста- 1 новлены в отверстия с возможностью сво- бодного контакта их с торцовыми кони- I ческими илм сферическими опорными поверхностями 11 плунжеров 10.
25
Наружная поверхность плунжеров, сопрягаемая с отверстиями 7 втулок б, выполнена в виде двух полуторовых поверхностей 12 одинакового диаметра с радиусами, равными 0,1-0,2 значения внутреннего диаметра втулок, и цилиндрической поверхности 13, которая свободно сопрягается с отверстиями 8 втулок 6. В центре плунжера 10 выполнен канал 14 для подвода рабочего агента в зону контакта деформирующего шарика с торцовой конической или сферической поверхностью плунжера.
Втулки 6 в радиальных отверстиях корпуса удерживаются крьцпкой 15, которая крепится в торцовой плоскости корпуса винтами 16. Для предотвращения выпадания выглаживающих, инструментов из отверстий 8 наружная торцовая поверхность 17 втулок закатывается. Устройство при установке в шпиндель станка центрируется коническим хвостовиком 2, закрепляется с помощью резьбы 18 и фиксируется контргайкой 19.
Устройство работает следующим образом.
От гидравлической станции или от источника сжатого воздуха по центральному каналу 3 корпуса и радиальным каналам 4 жидкость или воздух с распыленном маслом под расчетным давлением подается в рабочую полость втулок 6, обеспечивая установку инструментов (щари20 результате чего действие деформирующего усилия инструментов 9 прекращается и они свободно перемещаются вовнутрь втулок 6. Одновременно с этим фоизводятся выключение привода вращения и быстрый отвод шпинделя с устройством в исходное положение.
Опорой деформирующих щариков 9 являются отверстия 7 втулок 6 и торцовые конические или сферические поверхности 11 плунжеров 10. В результате воздействия на шарики усилий трения, возникающих в контакте их с поверхностями отверстий втулок 6 и торцовыми поверхностями плунжеров 10, щарики лишаются полной свободы качения, и обработка ведется в основном за счет скольжения их по обрабатываемой поверхности с одновременным проворачиванием шариков в противоположные вращению шпинделя и направлению подачи стороны, обеспечивая равномерный износ шариков по всей сферической поверхпости.
Выполнение наружной поверхности плунжеров 10 в виде двух полуторовых поверхностей обеспечивает возможность колебательных движений плунжеров в радиальном направлении без заклинивания и вследствие этого постоянство деформируюдс щего усилия, что позволяет получать вы30
35
40
сокое качество обработанных поверхностей. Формула изобретения
Устройство для поверхностного пластиков) на размер, превыщающий на 0,5-0,6 мм 50 ческого деформирования внутренних цилинд- значения диаметра обрабатываемого отверс-рических поверхностей деталей, содержащее
тия.корпус с радиальными отверстиями, в коДавление жидкости или воздуха на тор-торых закреплены втулки с деформирующицовые поверхности плунжеров 10 создает деформирующее усилие инструментов 9 в
контакте их с обрабатываемой поверхностью 55 налами для подвода рабочего агента к де- детали. Величина расчетного деформирую-формирующим шарикам, отличающееся тем,
щего усилия определяется как произведение площади наибольпшго диаметральноми шариками, установленными с возможностью радиального перемещения, и с качто, с целью повышения качества путем увеличения глубины упрочненного слоя, уст5
го сечения плунжера 10 на величину удельного давления жидкости или воздуха, контролируемого по показанию манометра, установленного в сети трубопровода (не
показано).
При вводе устройства в обрабатываемый цилиндр деформирующие инструменты 9 (щарики), преодолевая сопротивление давления жидкости или воздуха, самоустанавливаются на обрабатываемый размер ци0 линдра. В процессе обработки деформирующие шарики 9, поджатые коническими или сферическими поверхностями 11 плунжеров 10, скользят по обрабатываемой поверхности, совершая пластическую деформацию поверхностного слоя металла, и одновременно проворачиваются в противоположные вращению шпинделя и направлению подачи стороны.
По завершении обработки производится снятие давления в полости плунжеров 10, в
0 результате чего действие деформирующего усилия инструментов 9 прекращается и они свободно перемещаются вовнутрь втулок 6. Одновременно с этим фоизводятся выключение привода вращения и быстрый отвод шпинделя с устройством в исходное положение.
Опорой деформирующих щариков 9 являются отверстия 7 втулок 6 и торцовые конические или сферические поверхности 11 плунжеров 10. В результате воздействия на шарики усилий трения, возникающих в контакте их с поверхностями отверстий втулок 6 и торцовыми поверхностями плунжеров 10, щарики лишаются полной свободы качения, и обработка ведется в основном за счет скольжения их по обрабатываемой поверхности с одновременным проворачиванием шариков в противоположные вращению шпинделя и направлению подачи стороны, обеспечивая равномерный износ шариков по всей сферической поверхпости.
Выполнение наружной поверхности плунжеров 10 в виде двух полуторовых поверхностей обеспечивает возможность колебательных движений плунжеров в радиальном направлении без заклинивания и вследствие этого постоянство деформируюс щего усилия, что позволяет получать вы0
5
0
сокое качество обработанных поверхностей. Формула изобретения
налами для подвода рабочего агента к де- формирующим шарикам, отличающееся тем,
ми шариками, установленными с возможностью радиального перемещения, и с качто, с целью повышения качества путем увеличения глубины упрочненного слоя, устройство снабжено плунжерами с опорами под деформирующие шарики, при этом каждый плунжер выполнен с двумя полуторо- выми опорными поверхностями, расположенными вдо.:|ь оси плунжера, причем плунжеры расположены во втулках, а радиус полуторовых поверхностей плунжера равен 0,1-0,2 внутреннего диаметра втулки.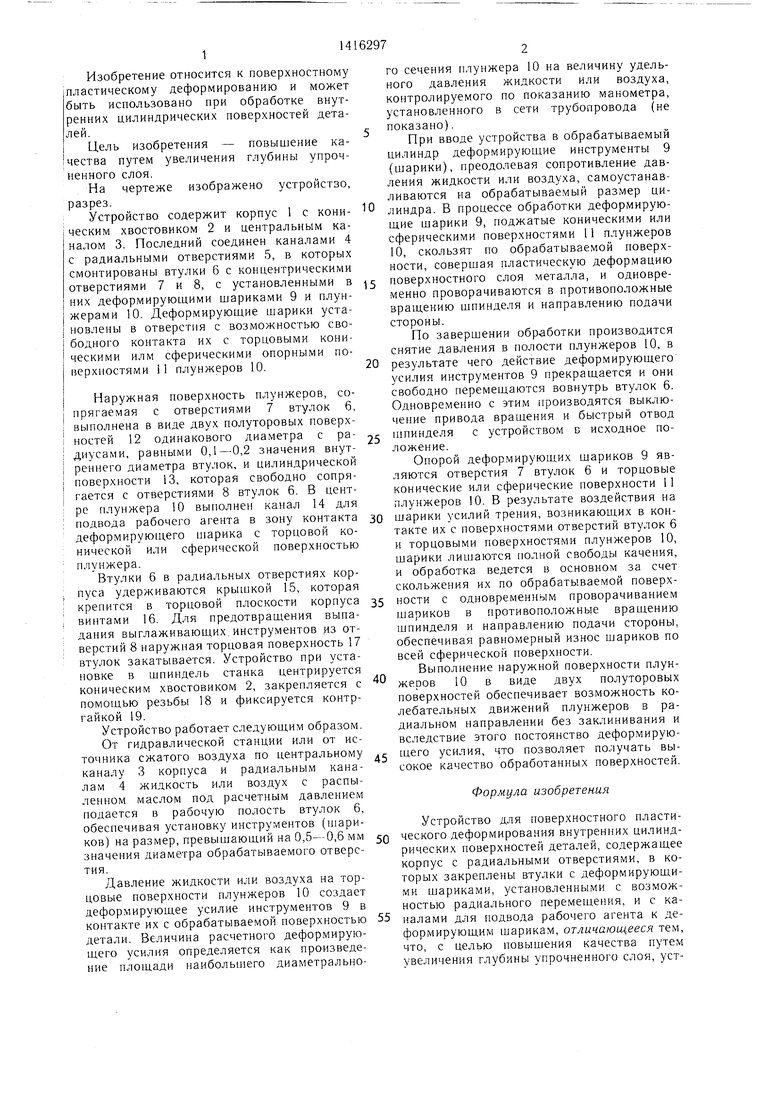
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поверхностного упрочнения деталей дробью | 1983 |
|
SU1174232A1 |
| Комбинированный инструмент | 1984 |
|
SU1337241A1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2350454C1 |
| СПОСОБ УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2350455C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2332293C1 |
| МНОГОРЯДНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАЗОВАНИЯ МИКРОРЕЛЬЕФА | 1973 |
|
SU380439A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2314186C2 |
| ГОЛОВКА ДЛЯ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2332292C1 |
| Устройство для чистовой и упрочняющей обработки отверстий | 1976 |
|
SU582955A1 |
| СПОСОБ КОМБИНИРОВАННОЙ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2007 |
|
RU2347664C1 |

Изобретение относится к области поверхностного пластического деформирования и может быть использовано при обработке внутренних цилиндрических поверхностей деталей. Цель изобретения - повышение качества путем увеличения глубины упрочненного слоя. Устройство вводится в обрабатываемое отверстие. .По каналам, выполненным в корпусе, подается под давлением рабочий агент, например масло. Плунжеры, выполненные с двумя полуторовыми опорными поверхностями, под действием масла воздействуют на деформирующие шарики, контактируюш.ие с опорной поверхностью, имеющейся на торце плунжера. Шарики входят в контакт с обрабатываемой поверхностью. Устройству сообщаются вращение и осевая подача. Происходит обработка деталей по всей поверхности. Чтобы не было заклинивания плунжеров по их опорной поверхности во втулках, установленных в радиальных отверстиях корпуса, радиусы полуторовых поверхностей выбираются равными 0,1-0,2 внутреннего диаметра втулки. Конструкция позволяет при небольщих диаметрах деформирующих шариков за счет большего диаметра плун- }.ера создать большие контактные нагрузки, способствующие увеличению глубины упрочненного слоя. 1 ил. сл
19
}5
| ПАТЕНТНО- -г>&'^^/r^xsH'iEa'AH ^'^БЙ?.1Й8ТЕКЛС. У. Шереметьев | 0 |
|
SU185229A1 |
