/ 7
fi
осг о гаш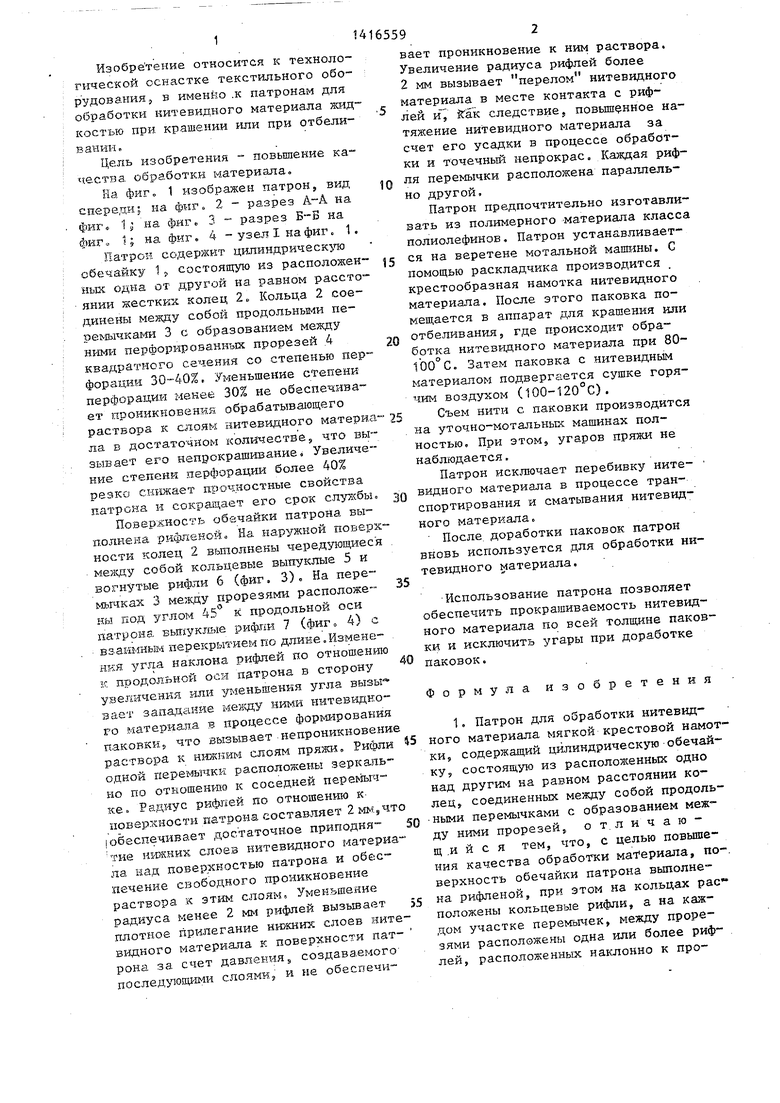
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования текстильной паковки | 1989 |
|
SU1654206A1 |
| Патрон для жидкостной обработки текстильных нитевидных материалов в паковках | 1988 |
|
SU1612012A1 |
| Патрон для обработки нитевидного материала | 1988 |
|
SU1564234A1 |
| ПАТРОН ДЛЯ ЖИДКОСТНОЙ И ГАЗОВОЙ ОБРАБОТКИ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ В ПАКОВКАХ | 1993 |
|
RU2057221C1 |
| ПРЯДИЛЬНЫЙ АППАРАТ | 1995 |
|
RU2098524C1 |
| Текстильная паковка, подготовленная для крашения | 1988 |
|
SU1601245A2 |
| Текстильная паковка | 1990 |
|
SU1703597A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПАРТИИ БОБИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2375292C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПАРТИИ БОБИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2483015C2 |
| Текстильная паковка | 1983 |
|
SU1270062A1 |
Изобретение относится к технологической оснастке текстильного оборудования и позволяет повысить качество обработки материала. Патрон содержит цилиндрическую обечайку 1, вьшолненную рифленой. Обечайка имеет расположенные по ее длине на равном расстоянии одно от другого кольца 2 с образованием между ними -перемычек 3. В перемычках выполнены прорези 4. На кольцах расположены кольцевые рифли,- а на перемычках 3 между прорезями .4 расположены одна или более рифлей 7 наклонно к продольной оси патрона. Рифли одной перемычки расположены зеркально по отношению к рифлям соседней. Каждая рифля пере- мьгаки расположена параллельно другой.; Использование патрона позволит обес- печить прокрашиваемость материала по всей толщине паковки, 1 з.п, ф-лы, 4 ил. и S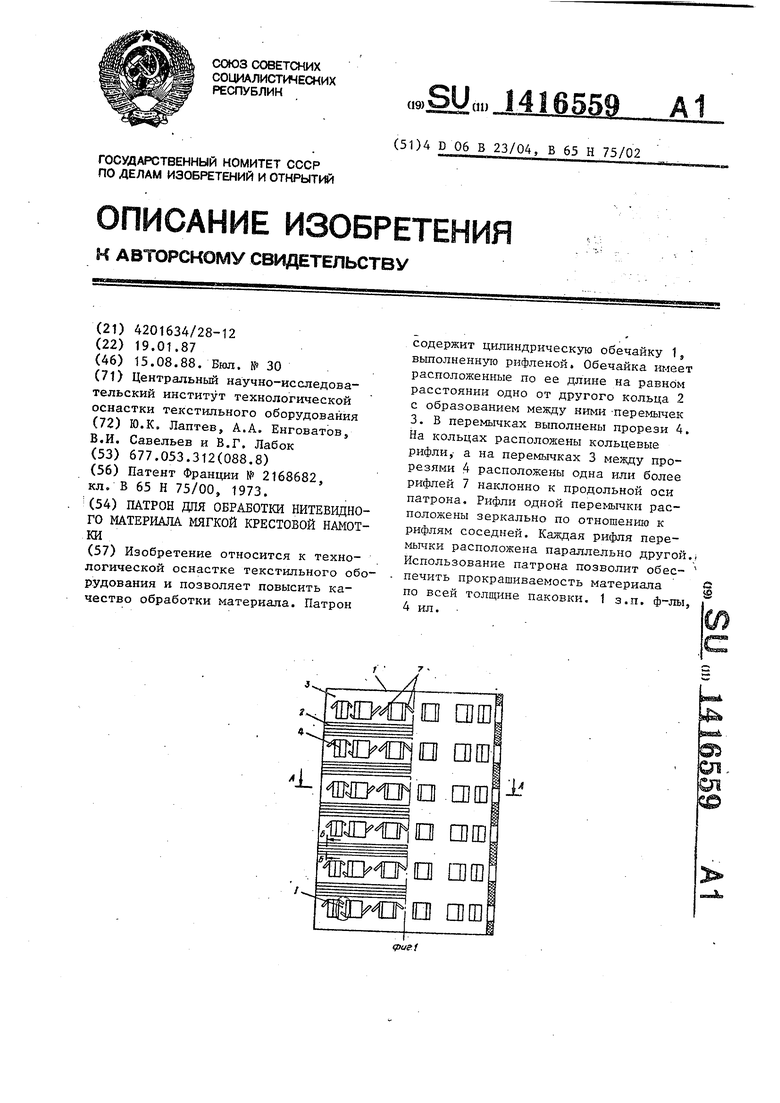
01
010
1
щ
.ЖЕУ ЮН
аш
1
Изобре тение относится к технологической оснастке текстильного оборудования в именйо .к патронам для обработки нитевидного материала жидкостью при крашении или при отбеливании.
Цель изобретения - повьппение ка- i;te.cTBa обработки материала.
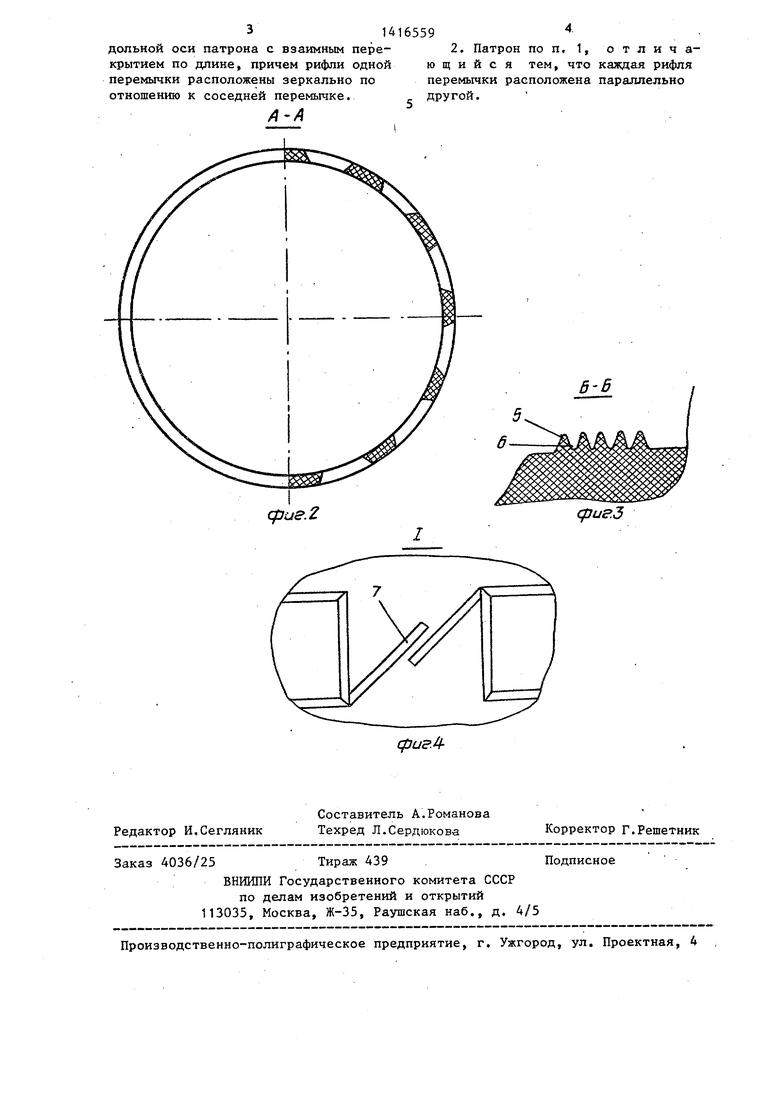
На фиг. t изображен патрон, вид, спереди; на фиг. 2 - разрез А-А на фиг 1J на фнгв 3 - разрез Б-Б на фиг.. 1; на фиг« 4 -узел на фиг. 1,
Патрон содержит цилиндрическую обечайку 1 ,, состоящую из расположен ньк одна от другой на равном расстоянии жестких колец 2„ Кольца 2 соединены между собой продольными пе- ремычкаг га 3 с образованием между ними перюорирОБаннмх прорезей .4 квадратного сечения со степенью перфорации 30-40%, Уменьшение степени перфораи ии менее 30% не обеспечивает проникновения обрабатывающего раствора к слоям нитевидного матери ла в достаточном количестве, что вызывает его непрокрашивание Увеличение степени перфорации более 40% резко снгскает прочностные свойства патрона и сокршцает его срок слух сбьь
Поверхность обечайки патрона вы- колнена рифленой. На нар-5,гжной повер кости колец 2 вьтолнены чередующиес меж,цу собой кольцевые выпуклые 5 и вогнутые рифли 6 (фиг. 3), На перемычках 3 мезвду прорезями расположе- Hfai под углом 45 к продольной оси патрона Бьшукш е риф.пи 7 (фиг 4) с взакмньж перекрытием по длине.Измене- нкя угла наклона рифлей по отношени к. продольной оси патрона в сторону увеличения или уменьшения угла вызы зает западаняе мензду ними нитевг щк:о Г о материала в процессе фop даpoвaни паковки, что вызывает.непроникновен раствора к нижним слоям пряжи. Рифл одной перемычки расположены зеркаль но по отношению к соседней переЬ Шгч- ке. Радиус рифпей по отношению к. поверхности патрона составляет 2 мм.ач обеспечивает достаточное приподня- тие нижних слоев нитевидного материла на-Д поверхностью патрона и обеспечение свободного проникновение раствора к этим слоям. Уменьшение радиуса менее 2 мм рифлей вызывает плотное прилегание нижних слоев нитвидного материала к поверхности пат рона за счет давления создаваемого последу5ошдми слоямиг и не обеспечуг
Q
g 0 5 о
5
вает проникновение к ним раствора. Увеличение радиуса рифлей более 2 мм вызывает перелом нитевидного MaTepjHaJia в месте контакта с рифлей и, ita K следствие, повышенное натяжение нитевидного материала за счет его усадки в процессе обработки и точечный иепрокрас. Каждая рифля перемычки расположена параллельно другой.
Патрон предпочтительно изготавливать из полимерного материала класса полиолефинов« Патрон устанавливается на веретене мотальной мапкшы, С помощью раскладчика производится крестообразная намотка нитевидного материала. После этого паковка помещается в аппарат для крашения или отбеливания, где происходит обработка нитевидного материала при 80- 100 С. Затем паковка с нитевидным материалом подвергается сушке горячим воздухом (100-120°С).
Съем нити с паковки производится на уточно-мотальных машинах полностью. При этом, угаров пряжи не наблюдается.
Патрон исключает перебивку ните- видного материала в процессе транспортирования и сматьгеания нитевидного материала.
После доработки паковок патрон вновь используется для обработки нитевидного материала,
Использование патрона позволяет обеспечить прокрашиваемость нитевидного материала по всей паковки и исключить угары при доработке паковок.
Формула изобретения
| УСТАНОВКА ДЛЯ ОЖИЖЕНИЯ ТЕХНИЧЕСКИХ ГАЗОВ ПО СХЕМЕ КИРИЛЛОВА | 1999 |
|
RU2168682C1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
