О) СХ) 4: ND
11
Изобретение относится к технологической оснастке для высокотемпературной обработки изделий и может быт
I использовано в машиностроительной и
; других отраслях промышленности.
1 Цель изобретения повышение экспj луатационной надежности приспособлеI ВИЯ.
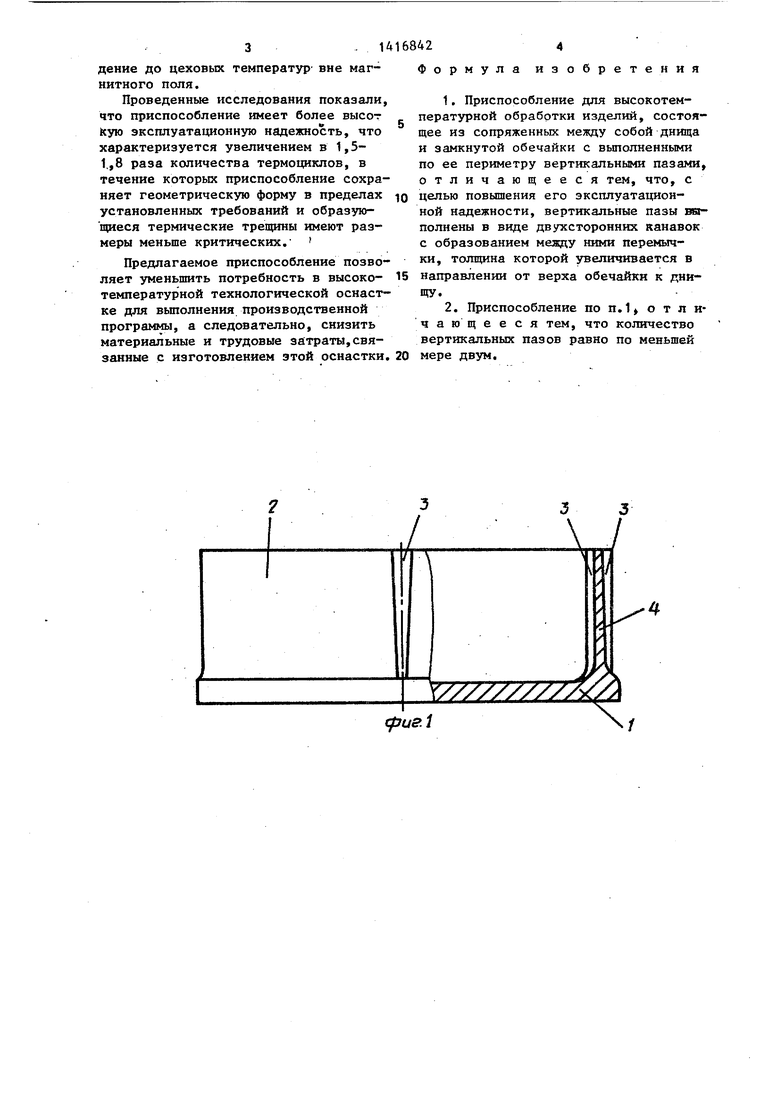
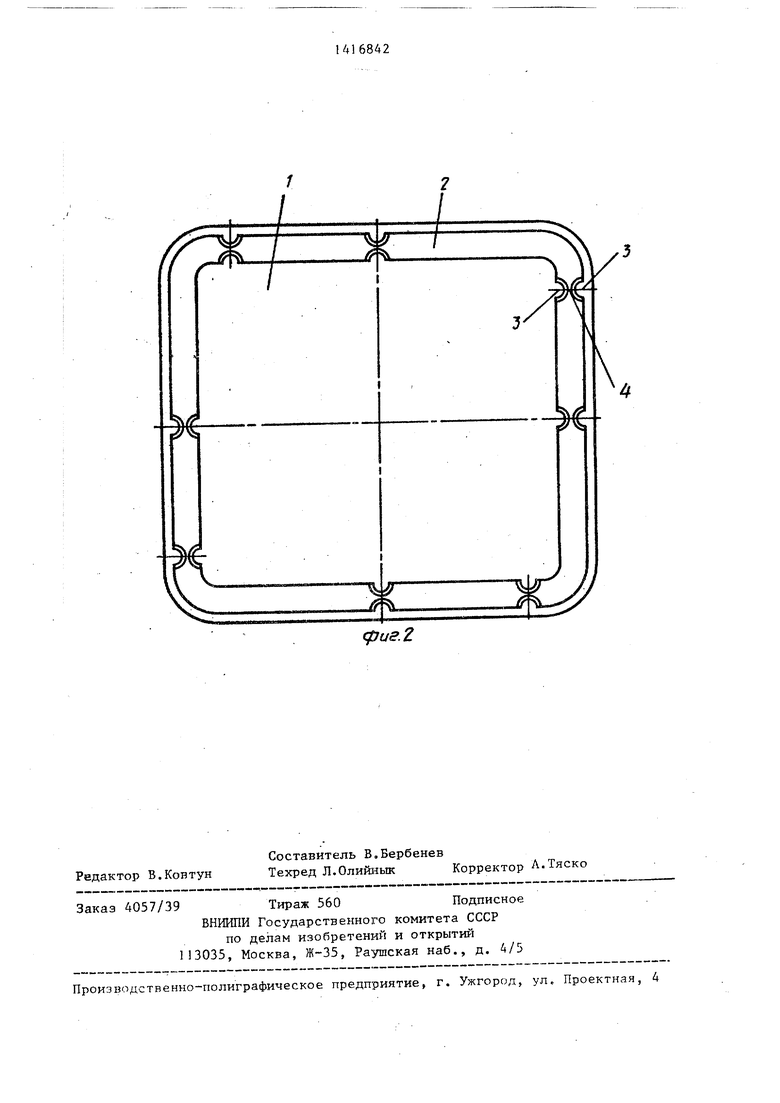
I На фиг.1 и 2 - приспособление в двух видах о .
; Приспособление вьтолнено цельноли : тым и состоит-из днища 1 и замкну- i той прямоугольной обечайки 2, котора : по периметру имеет по меньшей мере : две двусторонние вертикальные канав- i ки 3, каждая из которых, образует пер ; мычку 4, толщина которой увеличивается в направлении от верха обечайки к днищу.
Приспособление используется многократно для удержания изделий по всему циклу технологического процесса их термической обработки, а именно для размещения в нем изделий, транспортировки в высокотемпературную нагревательную печь, нагрева, выгрузки из печи и .охлаждения.
При высокотемпературном нагреве приспособления с изделиями .и последующем быстром охлаждении5 например охлаждении со скоростью 100-150°С/ми в обечайке 2 и днище 1 возникают внутренние напряжения. В случаеj ког . да величина этих напряжений превьша ет допустимый предел, в наиболее ослабленных местах, которыми являются верхние части перемычек 4., происходи хрупкое разрушение металла. При последующих термоциклах края стенок в местах образования тонких трещин- температурных щвов получают, свободную деформацию, что снижает уровень внутренних термических напряжений и повьш1ает величину возможной упругой деформации, а следовательно увеличивает эксплуатащаонную надежность приспособления за счет увеличения количества термоциклов, в течение которых величина деформации стенок обечайки и размеры термических трещин находятся в допустимьк пределах о Кроме этого, при эксплуатации такого приспособления уменьшается развал стенок обечайки, так как они связаны межд,у собой частями перемычек, в которых трещины еще не получили развития, что улучшает его ра
ботоспособность и условия эксплуатации.
Толщина стенок днища и обечайки приспособления определяются требованиями технологического процесса. Каждая канавка (глухой паз) в поперечных сечениях может быть вьтолне- на прямоугольной, трапециевидной, овальной и другой формы, а толщину перемычки, расположенной между двумя
5 0
5
0
5
0
5
0
5
вающейся сверху вниз от 0,25-0,45 до 0,55-0,90 толщины стенки обейчай- ки.
При вьшолнении толщины перемычки меньше нижних предельных значений уменьшается срок службы приспособления за счет лавинного раскрытия образующихся трещин и их распространения на днище, а при выполнении этой толщины больше верхних предельных значений увеличивается вероятность искривления (коробления) стенок обечайки, так как затрудняется образование в перемычках термических трещин - температурных швов.
Испытания опытных образцов предлагаемых приспособлений показали, что положительный эффект достигается в случае5 когда количество двухсторонних канавок составляет не менее двух,
Приспособление, имеющие прямоугольную форму и габаритные размеры 220х х200х75 мм при толщине стенок днища и обечайки равной 6-8 мм, изготовляли литьем из стали 10Х18Н9ГЛ. В приспособлении известной конструкции обечайка по периметру была снабжена в восьми местах сквозными вертикальными прорезями шириной, равной 3,5- 5,0 мм и длиной, равной высоте обечайки, а в предлагаемом приспособлении.- в тех же местах двусторонними канавками, имеюш шн в поперечных сечениях овальную форму, с образованием между ними перемычки, которой в направлении от верха обечайки к днищу увеличивали от 252-2,5 мм до 4,5-5,0 мм, что составляло соот- . ветственно (0,3-0,4) и (0,б-0,8)сГ, . где cf - то1Ш1Ина стенки обечайки.
Цикл термической обработки литых постоянных магнитов, размещаемых в испытанных приспособлениях, включал нагрев до 1280°С5 вьщержку при этой температуре в течение 30-40 мин, охлаждение от 1280 до 600°С на воздухе в магнитном поле и последующее охлаждение до цеховых температур- вне магнитного поля.
Проведенные исследования показали, что приспособление имеет более высот kyro эксплуатационную надежность, что характеризуется увеличением в 1,5- 1.,8 раза количества термоциклов, в течение которых приспособление сохраняет геометрическую форму в пределах установленных требований и образую- пщеся термические трещины имеют размеры меньше критических.
Предлагаемое приспособление позволяет уменьшить потребность в высоко- температурной технологической оснастке для вьшолнения производственной программы, а следовательно, снизить материальные и трудовые затраты,связанные с изготовлением этой оснастки
Формула изобретения
1.Приспособление для высокотемпературной обработки изделий, состоящее из сопряженных между собой днища и замкнутой обечайки с выполненными по ее периметру вертикальными пазами, отличающееся тем, что, с целью повышения его эксплуатационной надежности, вертикальные пазы вт- полнены в виде двухсторонних канавок с образованием меязду ними перемычки, толщина которой увеличивается в направлении от верха обечайки к дни- щу.
2.Приспособление по п.1 отличающееся тем, что количество вертикальных пазов равно по меньшей мере двум.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для высокотемпературной обработки изделий | 1988 |
|
SU1640506A1 |
| МЕТАЛЛИЧЕСКАЯ ЛОДОЧКА ДЛЯ ПЕЧЕЙ СПЕКАНИЯ | 1997 |
|
RU2133425C1 |
| Контейнер для термообработки изделий | 1988 |
|
SU1608408A1 |
| Способ восстановления концевой части пера охлаждаемой лопатки турбины газотурбинного двигателя | 2021 |
|
RU2770156C1 |
| СПОСОБ СЛЕДЯЩЕЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ И РЕЗЦОВОЕ СЛЕДЯЩЕЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2279331C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНКЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2190525C2 |
| Способ газотермического напыления покрытий | 1989 |
|
SU1738867A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 2012 |
|
RU2602215C2 |
| СПОСОБ УПАКОВКИ РАДИОАКТИВНЫХ ОТХОДОВ В ЗАЩИТНЫЙ КОНТЕЙНЕР И КОРПУС КОНТЕЙНЕРА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2164044C1 |
| Контейнер для термообработки изделий | 1989 |
|
SU1693341A1 |
Изобретение относится к технологической оснастке для высокотемпературной обработки изделий и может быть использовано в машиностроительной и других отраслях промышленности. Цель - повышение эксплуатационной надежности. Приспособление выполнено цельнолитым и состоит из днища и замкнутой по периметру обечайки, которая имеет по меньшей мере две двухсторонние вертикальные канавки, каждая из котор ых образует перемычку. Толщина перемычки возрастает от верха обечайки к днищу. Каждый надрез в поперечном сечении может быть прямоугольным, трапециевидным, овальным. Толщина перемычки составляет от 0,25-0,45 вверху до 0,55-0,9 внизу толщины обечайки. Эксплуатационная надежность приспособления возрастает в 1,5-1,8 Ф раза. 1 з.п. ф-лы, 2 ил. (Л
L
33
/////////ZM(
ffiusA
,
.г
| Тылкин М.А | |||
| Справочник термиста ремонтной службы | |||
| М.: Металлургия, 1981, с | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
| VII, 12 | |||
| ОБЖИГАТЕЛЬНАЯ КАПСУЛА | 0 |
|
SU271420A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
